Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей штамповкой в изотермических условиях особенно крупногабаритных деталей из труднодеформируемых, жаропрочных сталей и сплавов.
., Целью изобретения является повышение качества, получаемых изделий путем создания равномерного температурного поля на гравюре инструмента.
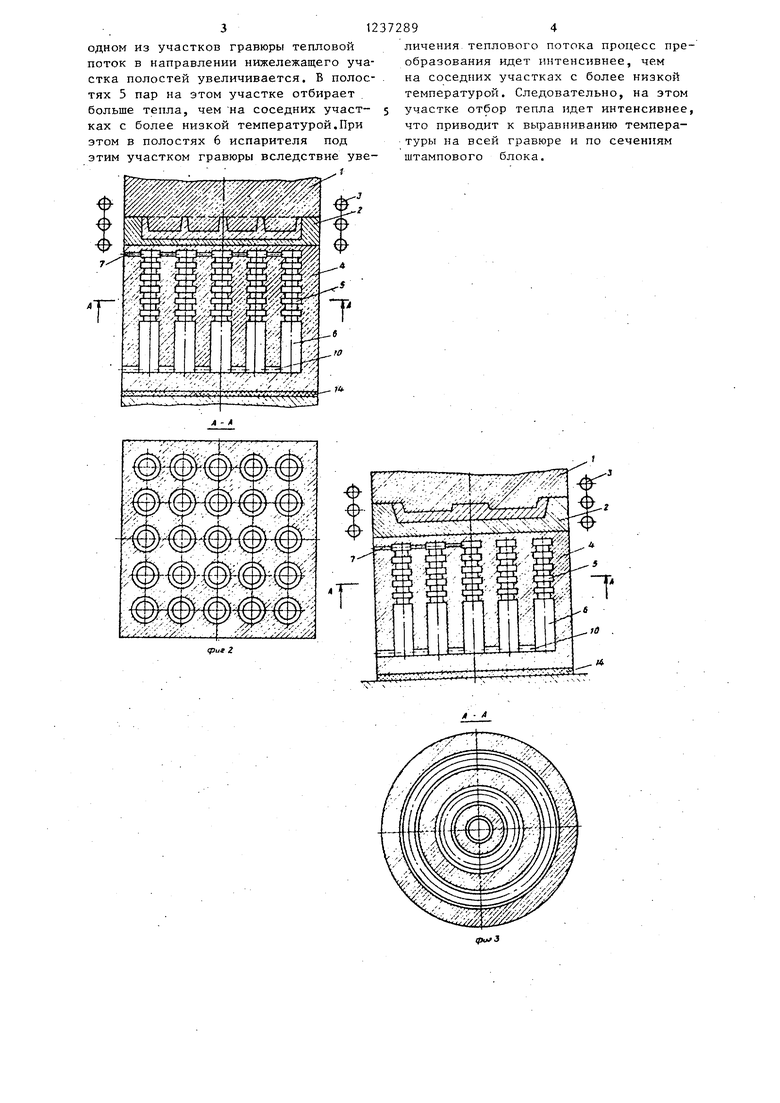
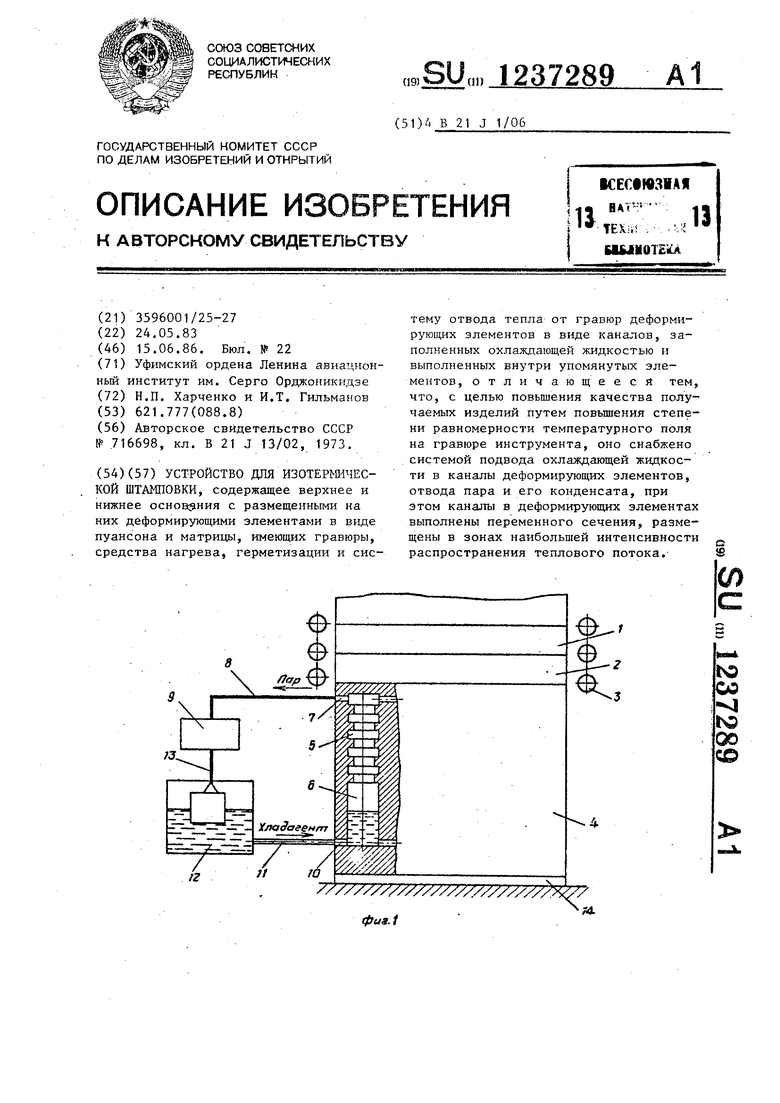
На фиг. 1 представлена принципиальная схема устройства; на фиг. 2 и 3 - варианты выполнения штампового блока матрицы; на фиг. А - вариант выполнения штампового блока пуансона. Устройство содержит (фиг. 1) пуан сон 1, матрицу 2,, индукционный нагре- |ватель 3, штамповый блок 4, в кото- ром выполнены полости 5 и 6, причем полость 5 через отводящее отверстие 7 и трубопровод 8 соединена с конденсатором 9, а полость 6 испарителя через подводящее отверстие 10 и трубопровод 11 соединена с емкостью 12. Конденсатор 9 и емкость 12 соединены между собой трубопроводом 13. Пресс защищен от теплового воздействия теплоизоляционными прокладками 14.
Устройство для изотермической штамповки работает- следующим образом
За ротовку раз мещают между пуансоном 1 и матрицей 2, нагревают до требуемой температуры и деформируют При этом жидкий, .хладагент по трубопроводу 11 и отверстию 10 поступает в полость 6 испарителя, где под воздействием теплового потока, идущего через матрицу 2 (пуансон 1) к полости 6 испарителя нагревается до температуры кипения.
Образующийся пар с температурой кипения хладагента из полостей 6 поступает в полости 5. По мере прохождения полостей 5 пар, идущий навстречу тепловому потоку, нагревается, поглощая тепло от стенок полостей. Далее пар поступает в отверстия 7 и трубопровод 8, по которым подается в конденсатор 9, где переходит в,жидкую фазу и подается снова через трубопровод 13, емкость 12 и трубопровод 11 в полости 6 испарителя.
Тепловой поток, двигаясь от матрицы (пуансона) к испарителю, разделяется на несколько частей. Одна часть идет на испарение, другая - на нагрев пара, третья, преодолевая термосопротивление штампового блока и теплоизолирующих прокладокj идет на нагрев пресса. Последнюю часть теплового потока составляют различного рода утечки. Тепловой баланс может быть выражен следующей формулой:
5
Q где Q О + Q +
исп п
Qn,
ЧТ
общее количество теплового потока,, двигающегося от матрицы (пуансона) к испарителю; тепло тепло пара; тепло, преса; Q - различного рода утечки тепла
Qn.nг Qnp, отобранное испарителем; , затраченное на нагрев
, затраченное на нагрев
Величина Qnp постоянна, так как ; температура кипения хладагента не зависит от колебания температуры. Бели- чина Q в каждом отдельном штампе индивидуальна и зависит от конструк- тивньпс особенностей штампа, теплоизоляции,, и при данной температуре у штампа определенной конструкции примерно постоянна.
Неравномерность температуры .на гравюре и в калсдом сечении штампового блока зависит от условий нагрева и от утечек тепла.
Поддержание равномерной температуры на гравюре и по сечениям штампового блока осуществляется следующим образом. Если разбить матрицу (пуансон) и штамповый блок горизонтальными сечениями, то в известных устройствах для изотермической штамповки температура на различных участках гравюры и каждого сечения штампового блока имеет значительный перепад. Это вызывает ряд недостатков, как то низкая точность при штамповке малоприпускных и бесприпускных деталей,невозможность получения мелкозернистой и равноосной структуры, коробление деталей при остывании, неравномерность конструкций штампа из-за неравномерного нагрева штамповых устройств по каждому сечению. Особенно эти недостатки выявляются в устройствах для штамповки крупногабаритных деталей. В зависимости от расстояния до источника нагрева и утечек тепла различные участки гравюры, штампа и штампового блока разогреваются неравномерно. При повышении температуры на
одном из участков гравюры тепловой поток в направлении нижележащего участка полостей увеличивается. В полостях 5 пар на этом участке отбирает
больше тепла, чем на соседних участ- 5участке отбор тепла идет интенсивнее,
ках с более низкой температурой.Причто приводит к выравниванию темпераэтом в полостях 6 испарителя подтуры на всей гравюре и по сечениям
этим участком гравюры вследствие уве-штампового блока.
С77Л-
/Л.
личения теплового потока процесс преобразования идет интенсивнее, чем на соседних участках с более низкой температурой. Следовательно, на этом
Л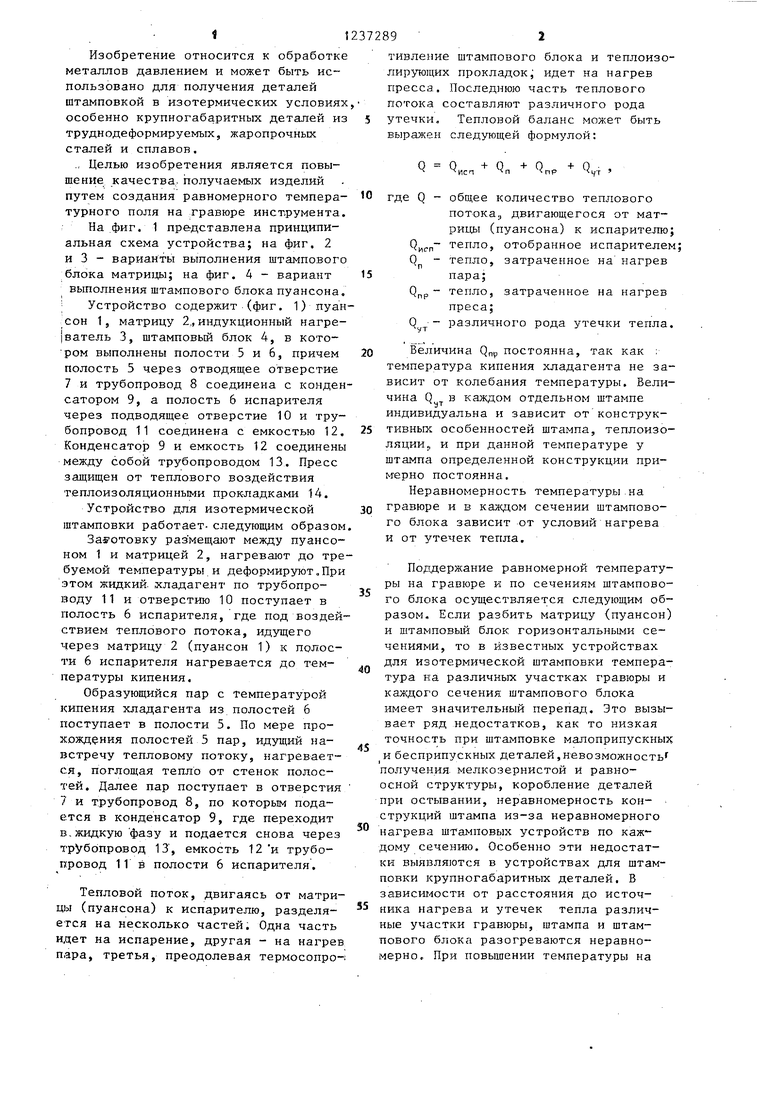
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ В ВАКУУМЕ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2478139C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2016 |
|
RU2631573C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456112C2 |
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1386346A1 |
| Штамп для объемной штамповки деталей | 1988 |
|
SU1537347A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОЙ СТАЛИ | 2016 |
|
RU2631572C1 |
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1375394A1 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2475329C1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |

/////////////////////////////////////
Редактор И. Рыбченко
Составитель В„ Бещеков
Техред В. КадарКорректор Е. Сирохман
Заказ 3226/10Тираж 655Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиеЛ
| Инструмент для горячей обработки металлов давлением | 1973 |
|
SU716698A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
