Изобретение относится к области кислородной резки металла, в частности к способу вырезки двух и более деталей из одного листа.
Цель изобретения - улучшение ва резки путем уменьшения влияния струи режущего кислорода на металл вне зоны реза.
На чертеже представлена типовая схема устройства для реализации способа.
откуда кислород стравливается на горячий металл. В течение 10-15 с второй участок шлангов успевает опорожниться и процесс резки прерывается, при этом продолжает гореть подогревающее пламя, а машину в это время перегоняют в новую точку реза. При этом открывается клапан 10 и происходит стравливание кислорода из магистрали от редуктора 1 до клапана 10 через резаки в атмосферу в зоне холодного
Устройство состоит из редуктора 1 с пнев- ю металла, не подготовленного к процессу гоматическим управлением, камера высокого давления которого соединена с газоподво- дяш,ей магистралью 2.
С той же магистралью соединена камера высокого давления пускового редуктора 3, камера низкого давления которого соединена через нормально закрытый электромагнитный клапан 4, регулируемый дроссель 5 и ресивер 6 с подмембранндй камерой для редуктора 1.
15
рения.
Пример. Вырезают диск диаметром 1000 мм из листа металла толш,иной 20 мм, металл - СтЗ.
Для указанной детали рабочая скорость резки Ураб. 435 мм/мин.
Устанавливают резаки машины в заданной точке над листом и подают кислород
Ресивер 6 сообщается с атмосферой че- JQ подогревающий, по истечению 3-5 с порез нормально открытый электромагнитный дают горячий газ и зажигают газокисло- клапан 7. Камера низкого давления редук- родную смесь, начинается прогрев металла, тора 1 через распределительные магистрали который длится 10-15 с, затем начинают и шланги 8 соединена с резаками 9.плавный пуск режущего кислорода, давлеПеред каждым резаком стоит электро- ние последнего растет от нуля до заданного магнитный клапан 10. Клапан 10 открыт на 25 (требуемое рабочее давление 4 кгс/см). выбранных для работы резаках. Это необхо-Газорежущая мащина со скоростью
димо для плавного пуска режущего кислорода в начале процесса резки.
Способ осуществляют следующим образом.
Клапан 7 закрыт, клапан 4 открыт и клапан 10 открыт на выбранных для работы резаках. Происходит плавный пуск режущего кислорода с заданной скоростью, начинается процесс резки.
По окончании процесса резки клапан 7 открывается, клапан 4 закрывается, т. е. давление в ресивере в подмембранной камере падает до атмосферного и редуктор закрывается. Новые порции кислорода в магистраль машины не поступают. Одновре30
35
110 мм/мин движется к контуру реза и начинается процесс кислородной резки, скорость машины растет до рабочей (Ураб. 435 мм/мин), давление устанавливается и равняется 4 кгс/мм.
По окончании процесса вырезки детали перекрывают подачу режущего кислорода, происходит сброс через резаки кислорода, который остался в шланге между клапаном и резаком, время сброса 10-15 с. Включают перегон машины на место вырезки следующей детали, при этом подогревающее пламя не выключают, открывают клапан подачи режушего кислорода и сбрасывают через резаки из магистрали оставшийменно закрывается клапан 10. При этом га- 40 ся кислород в зоне холодного металла, козовая магистраль разделяется на два участка - участок от редуктора 1 до электромагнитных клапанов 10 и участок от электромагнитных клапанов 10 до резака. Первый участок имеет длину 10-12 м и емторый не подготовлен к резке и процесс резки не происходит. Машина выходит на новую точку реза, и цикл повторяется.
Таким образом, улучшается качество резки, так как стравливание основной части
кость шлангов 750 см. Второй учас- 45 кислорода осуществляется после прерыва- ток длиной 1,5м и емкостью 40 см ния процесса резки на холодный металл открыт в атмосферу через сопла резаков 9, и порчи листа не происходит.
Составитель В. Влодавская
Техред И. ВересКорректор Л. Пилипенко
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
откуда кислород стравливается на горячий металл. В течение 10-15 с второй участок шлангов успевает опорожниться и процесс резки прерывается, при этом продолжает гореть подогревающее пламя, а машину в это время перегоняют в новую точку реза. При этом открывается клапан 10 и происходит стравливание кислорода из магистрали от редуктора 1 до клапана 10 через резаки в атмосферу в зоне холодного
рения.
Пример. Вырезают диск диаметром 1000 мм из листа металла толш,иной 20 мм, металл - СтЗ.
Для указанной детали рабочая скорость резки Ураб. 435 мм/мин.
ние последнего растет от нуля до заданного (требуемое рабочее давление 4 кгс/см). Газорежущая мащина со скоростью
110 мм/мин движется к контуру реза и начинается процесс кислородной резки, скорость машины растет до рабочей (Ураб. 435 мм/мин), давление устанавливается и равняется 4 кгс/мм.
По окончании процесса вырезки детали перекрывают подачу режущего кислорода, происходит сброс через резаки кислорода, который остался в шланге между клапаном и резаком, время сброса 10-15 с. Включают перегон машины на место вырезки следующей детали, при этом подогревающее пламя не выключают, открывают клапан подачи режушего кислорода и сбрасывают через резаки из магистрали оставшийся кислород в зоне холодного металла, кося кислород в зоне холодного металла, который не подготовлен к резке и процесс резки не происходит. Машина выходит на новую точку реза, и цикл повторяется.
Таким образом, улучшается качество резки, так как стравливание основной части
кислорода осуществляется после прерыва- ния процесса резки на холодный металл и порчи листа не происходит.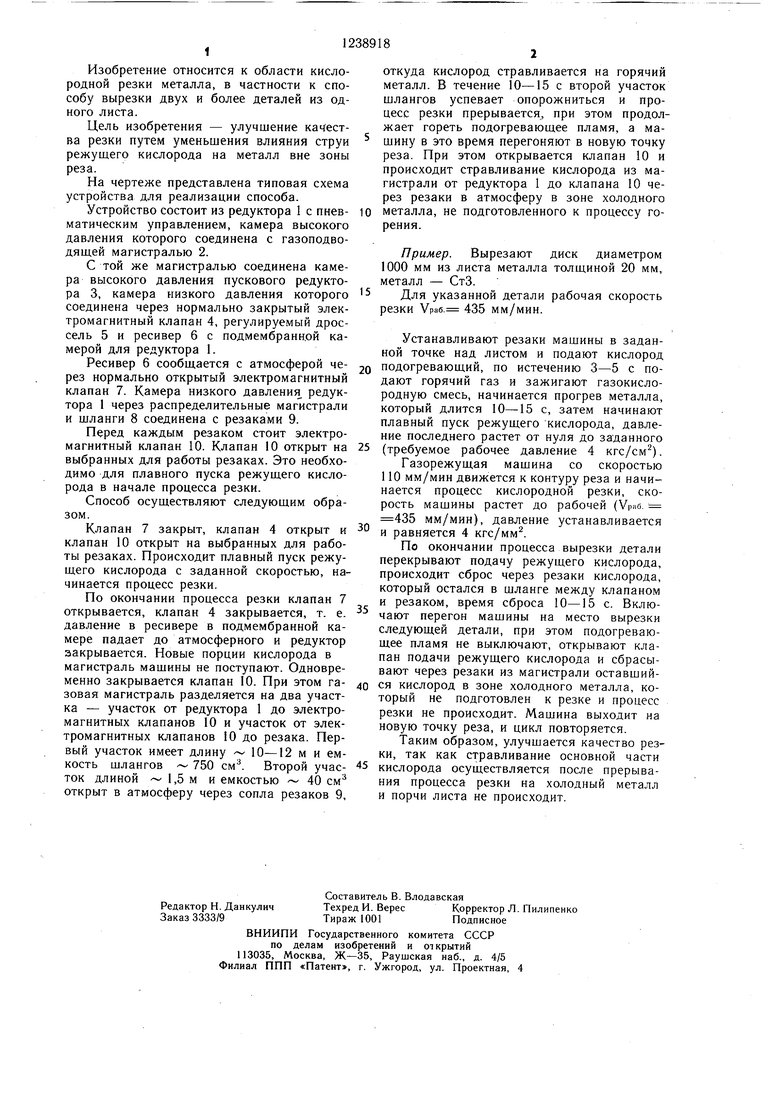
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ГАЗОВОЙ РЕЗКИ | 2023 |
|
RU2816236C1 |
| Устройство для регулирования количества газов в подогревающем пламени инжекторных резаков | 1980 |
|
SU863221A1 |
| Газокислородный резак | 1977 |
|
SU741019A1 |
| Устройство для регулирования давления режущего кислорода | 1980 |
|
SU941051A1 |
| РЕЗАК ДЛЯ РЕЗКИ СТАЛИ НА ЖИДКОМ ГОРЮЧЕМ | 1995 |
|
RU2101611C1 |
| Устройство для регулирования давления режущего кислорода при газокислородной резке | 1981 |
|
SU990451A1 |
| Способ термической резки металлических листов | 1982 |
|
SU1082573A1 |
| Устройство для термической вырезки фланцев | 1981 |
|
SU956191A1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
| Устройство для кислородной вырезки деталей | 1982 |
|
SU1073023A1 |

| Система газопитания машин типа ПК и технология кислородной резки НПО «Кис лородмаш, Одесса, 1982, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
