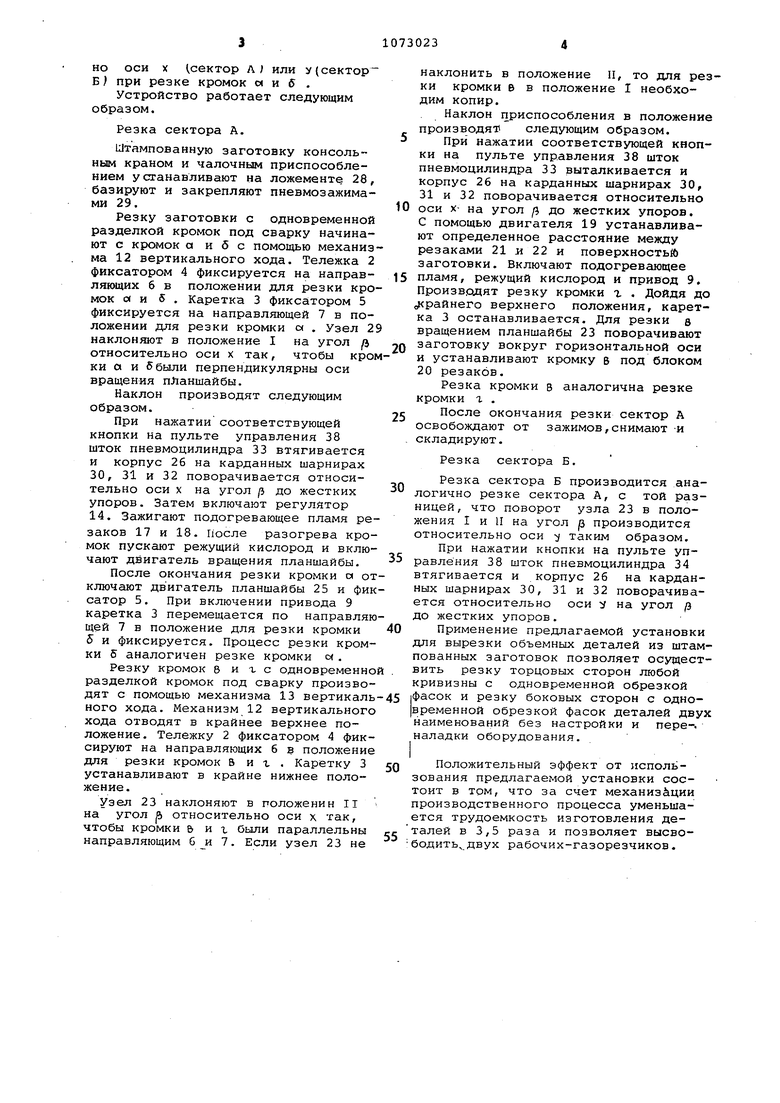
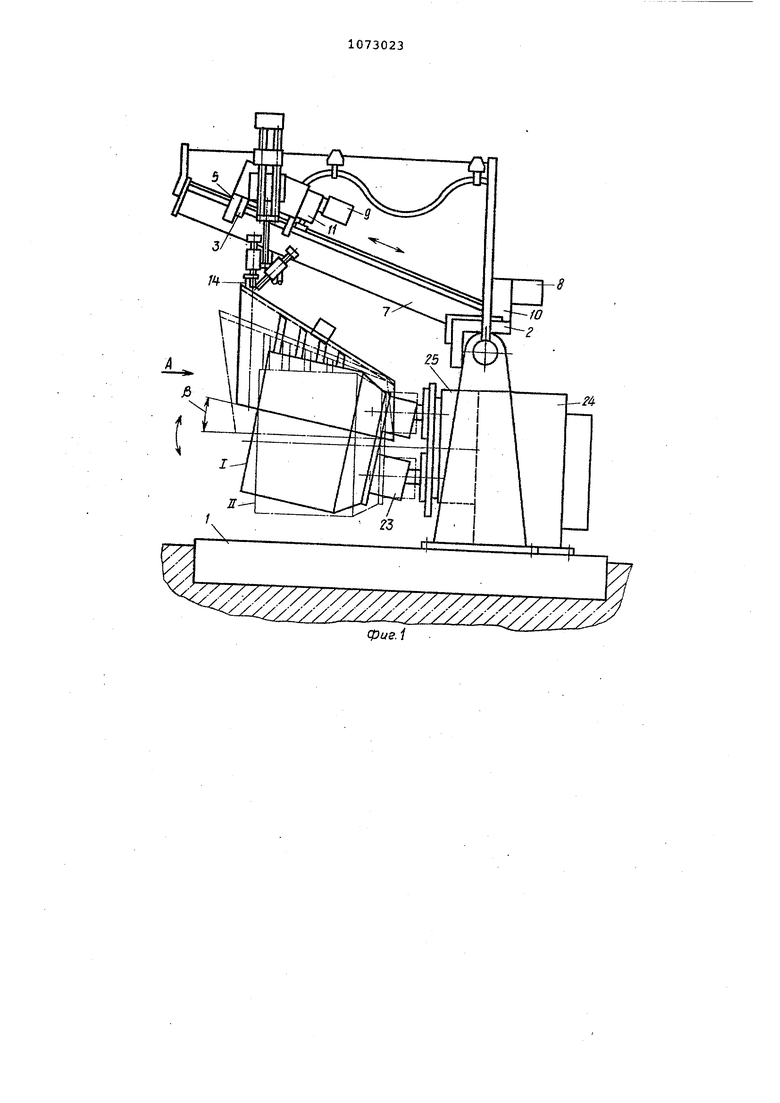
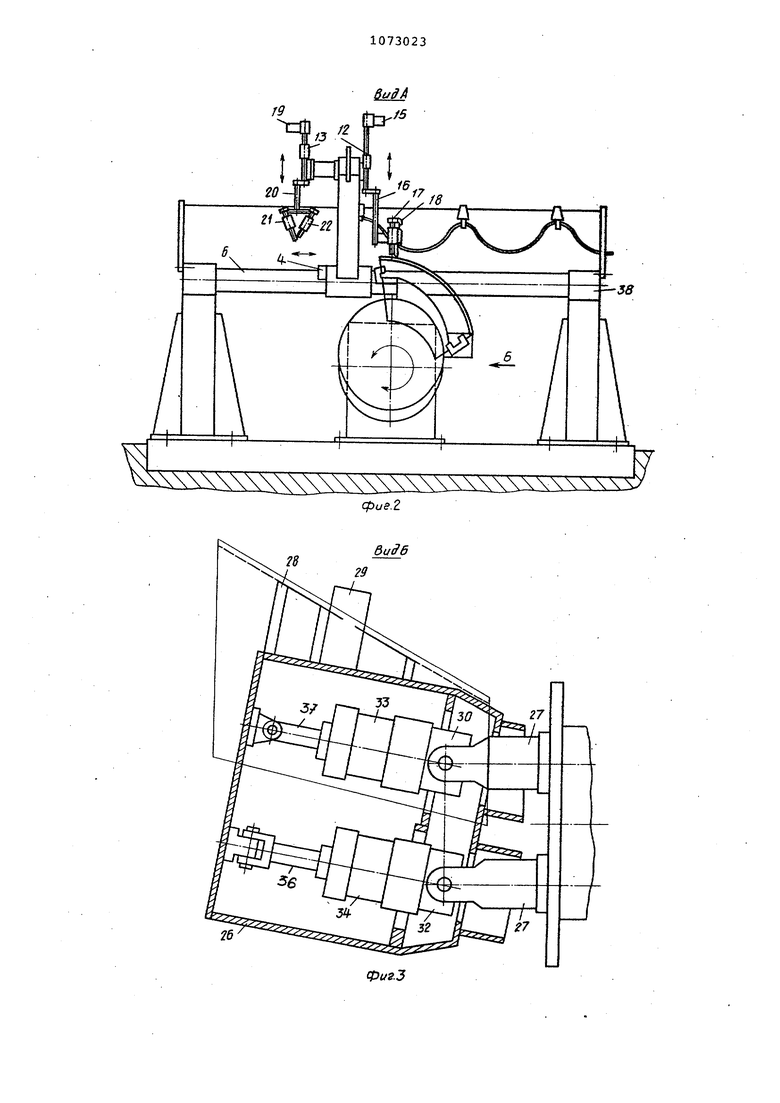
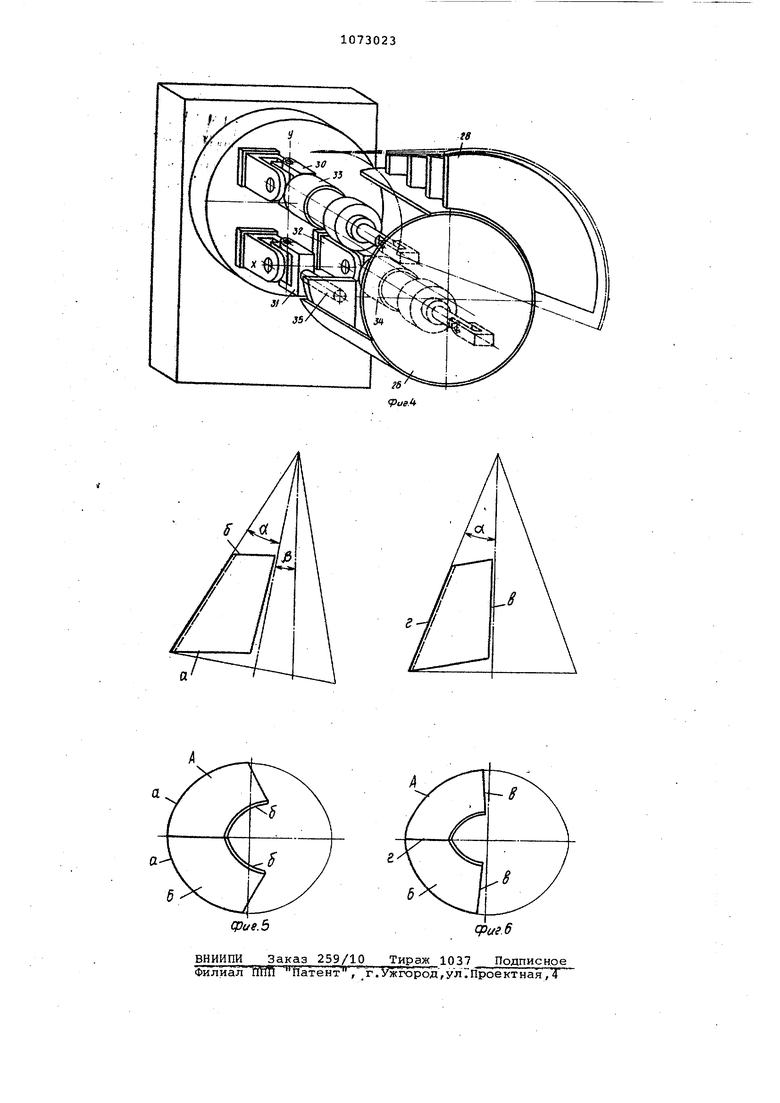
Изобретение относится к газопла менной обработке металлов и может быть использовано в различных отрас лях машиностроения при изготовлении объемных деталей,имеющих поверхности сложной конфигурации. Известно устройство для кислород ной резки криволинейных кромок изде лий, содержащее ложемент для изделия и газорезательный узел с приводом перемещения, а также копирный узел в виде сменных копиров и копирных роликов С11. Недостатком этого устройства является невозможность резки боковых сторон детали и необходимость в сменных копирах. Наиболее близким к предлагаемому является устройство для кислород ной вырезки деталей, содержащее смонтированные на основании узел дл размещения заготовки и направляющую продольного хода для приводной тележки с направляющей поперечного хода для приводной каретки с резака ми и автоматическим регулятором расстояния между резаками и поверхностью обрабатываемой заготовки Г 2 Недостатком этого устройства явля ется ограниченность технологических возможностей из-за невозможности рез ки объемных заготовок. Цель изобретения - расширение тех нологических возможностей путем обес ,печения вырезки как плоских, так и объемных заготовок. Указанная цель достигается тем, что в устройстве для кислородной вырезки деталей, содержащем смонтированные на основании узел для разме щения заготовки и направляющую продольного хода для приводной тележки с направляющей поперечного хода для приводной каретки с резаками и автоматическим регулятором расстояния между резаками и поверхностью обрабатываемой заготовки, узел для размещения заготовки выполнен в виде корпуса и приводной планшайбы с уста новленными на ней посредством карданных шарниров двумя пневмоцилиндрами и штангой, при этом корпус установлен на штоках пневмоцилиндров шарнирно, жестко соединен со штангой и. снабжен ложементом для заготовки а направляющая поперечного хода размещена наклонно к оси вращения план шайбы. На фиг. 1 изображена установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг.2; .на фиг. 4 - узел размещения заготов общий- вид на фиг, 5 « две выр секторы А и Б в заемые детали при резке кромок двух проекциях, а и 5 ; на фиг, б - то же, при рез ке кромок Виг Устройство содержит следующие узлы. Основание 1 служит для крепления на нем всех узлов и механизмов установки. Приводные тележка 2 и каретка 3 перемещаются по двум взаимо перпендикулярным координатам. На тележке 2 и каретке, 3 предусмотрены |фиксаторы 4 и 5 с ручным управлением и электрической блокировкой. Тележка 2 размещена на направляющих 6продольного хода. Каретка 3 установлена на направляющей 7 поперечного хода, закрепленной консольно к тележке 2. Приводы 8 и 9 тележки 2 и каретки 3 тиристорные и совместно с редукторами 10 и 11 позволяют изменять скорость перемещения и широком диапазоне. На каретке 3 крепятся два механизма 12 и 13 вертикального хода. Механизм 12 вертикального хода содержит автоматический регулятор 14 расстояния между резаками и поверхностью обрабатываемой заготовки с двигателем 15 постоянного тока, блок 16 резаков, состоящий из двух резаков 17 и 18, расположенных под углом друг к другу. Механизм 13 вертикального хода содержит двигатель 19 переменного тока, блок 20 резаков, состоящий из двух резаков 21 и 22, расположенных под углом друг к другу. Механизм 13 обеспечивает выс.тавку резаков по вертикали. Управление механизмами 12 и 13 от кнопок. Устройство содержит узел 23 для размещения заготовки, выполненный -в виде установленной в стойке 24 приводной планшайбы 25, корпуса 26 и стоек 27, Узел 23 состоит из корпуса 26 и стоек 27, Снаружи корпуса 26 предусмотрен ложемент 28 для базировки и крепления штампованной заготовки пЕ1евмозажимами 29. Корпус 26 соедииен со стойками 27 планшайбы 25 тремя карданными шарнирами 30, 31 и 32, Для обеспечения наклона корпуса 26 на заданный угол /3 относительно осей X и у (см. фиг. 6) в зависимости от того, левый или правый сектор, два карданнг 1х шарнира 30 и 32 соердиняют планшайбу 25 с корпусом 26. через пневмоцилиндры 33 и 34, расположенные внутри корпуса 26, а третий карданный шарнир 31 крепится не|посредственно к планшайбе 25 и связан штангой 35 с корпусом 26. Штоки 36 и 37 пневмоцилиндров 33 и 34 соединены с корпусом 26 шарнирно. Управление устройством производят с пульта управления 38, Направляющая 7размещена наклонно к оси вращения планшайбы 25. Готовая деталь сектор А - {или сектор Б) представляет собой часть корпуса. Кромки в и t лежат на образующей конуса. Угол /i - угол наклона конуса отнрсительно оси X iceKTOp л или у (сектор Б) при резке кромок а и 5 . Устройство работает следующим образом. Резка сектора А. Штампованную заготовку консольным краном и чалочным приспособлением у сганавливают на ложементе 28, базируют и закрепляют пневмозажимами 29. Резку заготовки с одновременной разделкой кромок под сварку начинают с кромок а и 5 с помощью механиз ма 12 вертикального хода. Тележка 2 фиксатором 4 фиксируется на направлякядих 6 в положении для резки кро мок а и 5 . Каретка 3 фиксатором 5 фиксируется на направляющей 7 в положении для резки кромки а . Узел 2 наклоняют в положение I на угол ft относительно оси х так, чтобы кро ки а и б были перпендикулярны оси вращения пЛанщайбы. Наклон производят следующим образом. При нажатии соответствующей кнопки на пульте управления 38 шток пневмоцилиндра 33 втягивается и корпус 26 на карданных шарнирах 30, 31 и 32 поворачивается относительно оси X на угол /} до жестких упоров. Затем включают регулятор 14. Зажигают подогревающее пламя ре заков 17 и 18. После разогрева кромок пускают режущий кислород и включают двигатель вращения планшайбы. После окончания резки кромки а от ключают двигатель планшайбы 25 и фик сатор 5. При включении привода 9 каретка 3 перемещается по направляю щей 7 в положение для резки кромки 5 и фиксируется. Процесс резки кромки 5 аналогичен резке кромки сх . Резку кромок виге одновременно разделкой кромок под сварку производят с помощью механизма 13 вертикаль ного хода. Механизм 12 вертикального хода отводят в крайнее верхнее положение. Тележку 2 фиксатором 4 фиксируют на направляющих 6 в положение для резки кромок Б и г . Каретку 3 устанавливают в крайне нижнее положение. узел 23 наклоняют в положенин IT на угол и относительно оси х так, чтобы кромки & и г были параллельны направляющим 6 и 7. Если узел 23 не наклонить в положение И, то для резки кромки в в положение I необходим копир. Наклон приспособления в положение производят следующим образом. При нажатии соответствующей кнопки на пульте управления 38 шток пневмоцилиндра 33 выталкивается и корпус 26 на карданных шарнирах 30, 31 и 32 поворачивается относительно оси х- на угол /} до жестких упоров. С помощью двигателя 19 устанавливают определенное расстояние между резаками 21 и 22 и поверхностью заготовки. Включают подогревающее пламя, режущий кислород и привод 9. Производят резку кромки г . Дойдя до е райнего верхнего положения, каретка 3 останавливается. Для резки в вращением планшайбы 23 поворачивают заготовку вокруг горизонтальной оси и устанавливают кромку в под блоком 20 резаков. Резка кромки в аналогична резке кромки г . После окончания резки сектор А освобождают от зажимов,снимают -и складируют. Резка сектора Б. Резка сектора Б производится аналогично резке сектора А, с той разницей, что поворот узла 23 в положения I и И на угол р производится относительно оси - таким образом. При нажатии кнопки на пульте управления 38 шток пневмоцилиндра 34 втягивается и корпус 26 на карданных шарнирах 30, 31 и 32 поворачивается относительно оси у на угол /} до жестких упоров. Применение предлагаемой установки для вырезки объемных деталей из штампованных заготовок позволяет осуществить резку торцовых сторон любой кривизны с одновременной обрезкой фасок и резку боковых сторон с одновременной обрезкой фасок деталей двух наименований без настройки и пере-, наладки оборудования. Положительный эффект от использования предлагаемой установки состоит в том, что за счет механизации производственного процесса уменьшается трудоемкость изготовления деталей в 3,5 раза и позволяет высвободить двух рабочих-газорезчиков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| Установка для тепловой обработки деталей | 1975 |
|
SU529915A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| Установка для вырезки сферических элементов для резервуаров из формованных заготовок | 1977 |
|
SU749589A1 |
| Установка для сборки под сваркуи СВАРКи пРОдОльНыХ шВОВ КОНичЕСКиХзАгОТОВОК | 1978 |
|
SU795834A1 |
| Устройство для резки труб | 1982 |
|
SU1110569A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ ИЗ ПОЛИПРОПИЛЕНА | 2015 |
|
RU2598014C1 |
| Устройство для термической резки деталей из листов | 1981 |
|
SU998032A1 |
| УСТРОЙСТВО для ОБРЕЗКИ КРИВОЛИНЕЙНБ1Х КРОМОК ИЗДЕЛИЙ | 1972 |
|
SU346049A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
УСТРОЙСТВО ДЛЯ КИСЛОРОДНОЙ ВЫРЕЗКИ ДЕТАЛЕЙ преимущественно из объемных штампованных заготовок, содержащее смонтированные на основании узел для размещения заготовки и направляющую продольного хода для приводной тележки с направляющей поперечного хода для приводной каретки с резаками и автоматическим регулятором расстояния между резаками и поверхностью обрабатываемой заготовки, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения вырезки как плос.ких, так и объемных заготовок, узел для размещения заготовки выполнен в виде корпуса и приводной планшайбы с установленными на ней посредством карданных шарниров двумя пневмоцилиндрами и штангой, при этом корпус установлен на штоках пневмоцилиндров шарнирно, жестко соединен со штангой и снабжен ложементом для заготовки, а направляющая поперечного хода разме- «g щена наклонно к оси вращения план(Л шайбы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ОБРЕЗКИ КРИВОЛИНЕЙНБ1Х КРОМОК ИЗДЕЛИЙ | 0 |
|
SU346049A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Трофимов А.А., Сухннин г.К | |||
| Машинная кислородная резка | |||
| М., Машиностроение, 1974, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
