Изобретение, относится к металлообработке, может быть использовано при изготовлении деталей сложной формы, в частности лопаток газотурбинных двигателей (ГТД) и является усовершенствованием устройства по авт. св. № 931357.
Цель изобретения - упрощение конструкции.
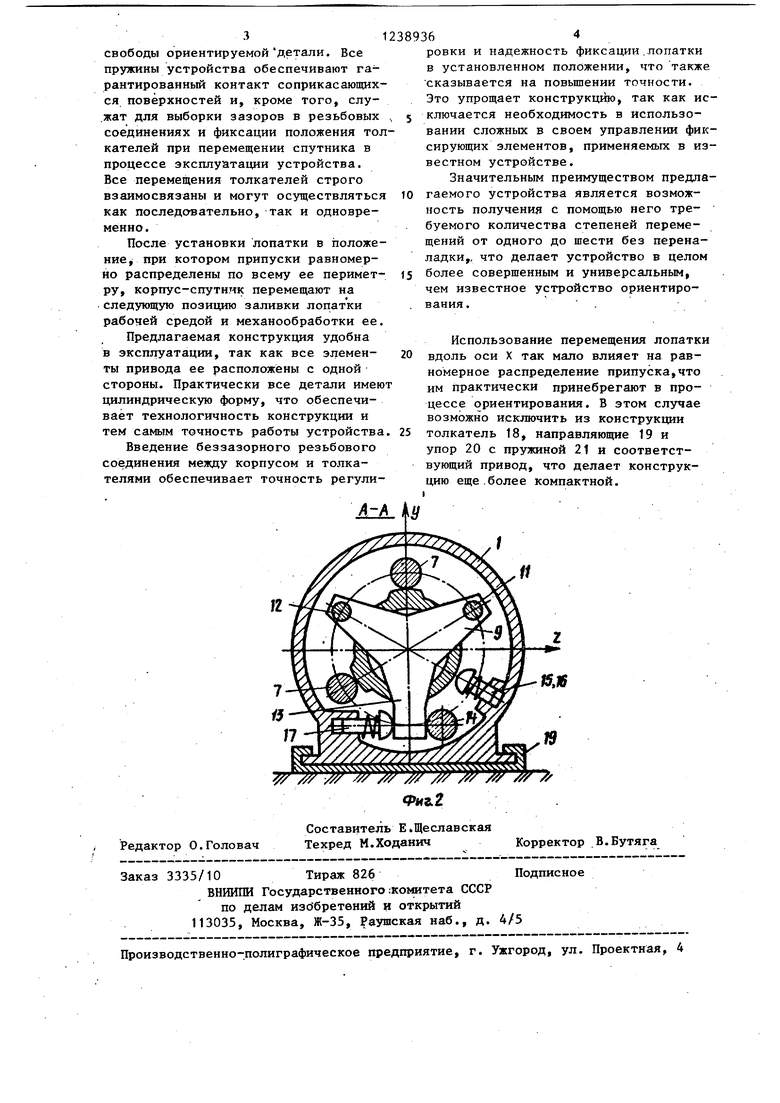
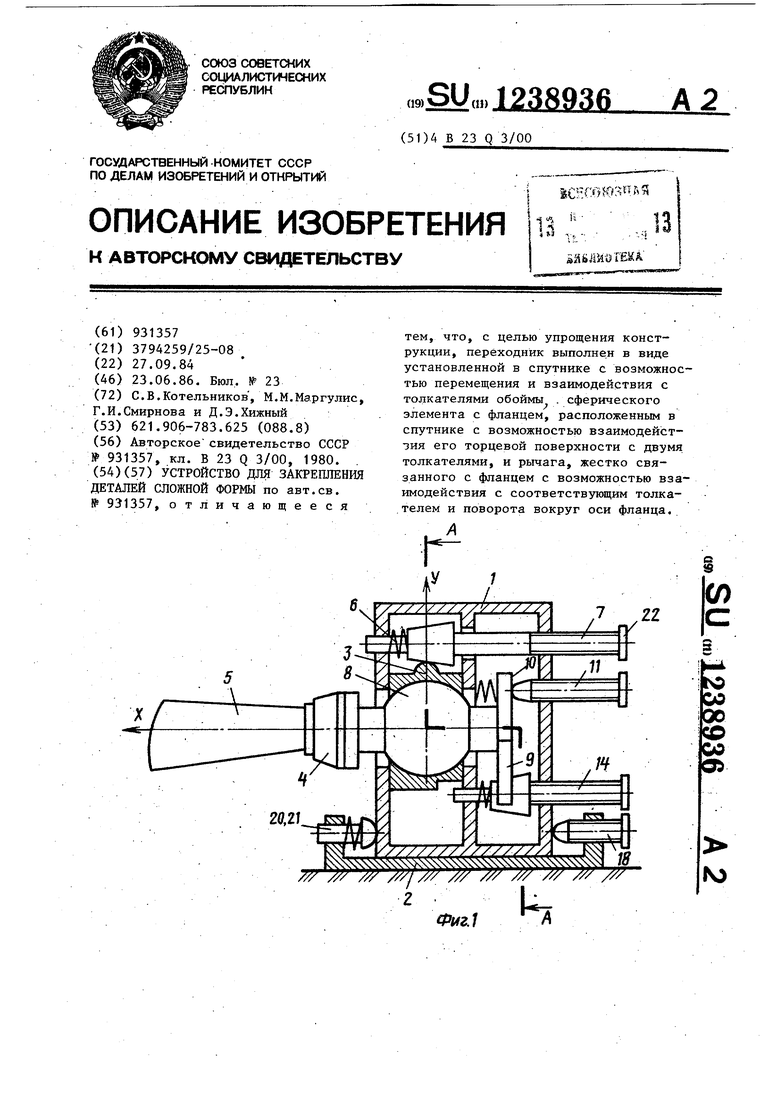
На фиг.1 изображено предлагаемое устройство, разрез; на фиг.2 - сечение А-А на фиг.1.
,Устройство состоит из .корпуса 1, который выполняет роль спутника и установлен на основании 2, размещенного в корпусе 1 с возможностью перемещения по направляющим относительно него переходника 3, по оси которого размещен узел 4 крепления лопатки 5.
Переходник 3 выполнен в виде обой , контактирующей с подпружиненными пружиной 6 коническими .толкателями 7 размещенными в корпусе-спутнике 1 по углом 120 , размещенного в обойме сферического элемента 8 с фланцем 9, торцовая поверхность 10 которого взаимодействует с. двумя резьбовыми толкателями 11 и 12, и рычага 13, жестк связанного с фланцем 9 и взаимодействующего с коническим толкателем 14 с возможностью поворота вокруг оси фланца 9. Все толкатели размещены в корпусу 1. Угол конусности конических толкателей З-Ю.
Симметрично толкателям 7 между корпусом 1 и обоймой может быть расположен упор 15, подпружиненньй в сторону обоймы пружиной 16.
Упор 17 установлен в корпусе 1 и взаимодействует с рычагом 13, поджимая его к наклонной поверхности толкателя 14. В случае необходимости создания перемещения вдоль оси детали возможна установка в основании 2 дополнительного толкателя 18, торец которого предназначен для взаимодействия с корпусом -1 спутника в позици ориентации, а сам корпус 1 установлен на направляющих 19 основания -2.. Корпус 1, в свою очередь, поджимается в сторону толкателя 18 упором 20 и пружиной 21.
Толкатели 18 снабжены фланцами 22 для стыковки с шаговыми двигателями привода,(не показан).
Устройство работает следующим образом.
Лопатку 5 устанавливают в узел 4 крепления детали и фиксируют в нем по оси X переходника 3. В качестве спутника корпус 1 перемещают на позицию
ориентирования детали, на которой фланцы 22 толкателей 7, 11, 14 и 18 соединяют с щаговыми двигателями привода (не показан).
Предварительно в контрольных сечениях пера лопатки 5 производят измерения отклонений размеров профиля от номинальных значений, и обработав данные измерений на ЭВМ, задают число импульсов шаговым двигателям на вза5 имосвязанное движение всех толкателей по ориентированию лопатки для равномерного распределения припуска по всему контуру пера для последующей механической обработки.
0 Положение лопатки 5 в пространстве определяется положением сферического элемента 8 переходника 3.
Поступательное перемещение лопатки 5 по двум линейны координатам 5 осям у и Z осуществляют с помощью вращения в ту или иную сторону толкателей 7, которые воздействуют на обойму.
I
Благодаря контакту различных точек конуса.толкателей 7 достигается перемещение обоймы по направляющим корпуса 1. Перемещаемая обойма передвигает переходник 3 с лопаткой 5 в плоскости Y7- . Осуществляя различ-.. ные по величине перемещение толкателей 11, взаимодействукицих на торец 10 фланца 9, последний изменяет свое пространственное положение относительно оси X , поворачиваясь тем самым относительно нее на некоторый угол. При этом сферический элемент переходника 3 поворачивается относительно центра О , тем самьм осуществляется . поворот лопатки 5 вокруг осей V и 1 . I Для поворота лопатки вокруг оси X I поступательное перемещение задают . толкателю 14, который воздействует на рычаг 13, поворачивает фланец 9. вместе со сферическим элементом пе0 реходника 3 вокруг оси X . Таким образом производится ориентирование лопатки по пяти степеням свободы. .В .случае необз ;одимости осуществления поступательного перемещения лопат55.ки 5 вдоль оси X воздействием толкателя 18 на корпус 1 передвигают его по направляющим 19 основания 2. .Это движение добавляет шестую степень
0
5
0
5
свободы ориентируемой детали. Все пружины устройства обеспечивают гарантированный контакт соприкасающихся поверхностей и, кроме того, слу- ,жат для выборки зазоров в резьбовых соединениях и фиксации положения толкателей при перемещении спутника в процессе эксплуатации устройства. Все перемещения толкателей строго взаимосвязаны и могут осуществляться как последовательно, так и одновременно.
После установки лопатки в положение при котором припуски равномерно распределены по всему ее перимет- ру, корпус-спутник перемещают на следующую позицию заливки лопатки рабочей средой и механообработки ее.
Предлагаемая конструкция удобна в экспзтуатации, так как все элемен- ты привода ее расположёны с одной стороны. Практически все детали имею цилиндрическую форму, что обеспечивает технологичность конструкции и тем самым точность работы устройства
Введение беззазорного резьбового соединения между корпусом и толкателями обеспечивает точность регулировки и надежность фиксации.лопатки в установленном положении, что также сказывается на повышении точности. Это упрощает конструкцию так как исключается необходимость в использовании сложных в своем управлении фиксирующих элементов, применяемых в известном устройстве.
Значительным преимуществом предлагаемого устройства является возможность получения с помощью него требуемого количества степеней перемещений от одного до шести без переналадки,, что делает устройство в целом более совершенным и универсальным, чем известное устройство ориентирования. .
Использование перемещения лопатки вдоль оси X так мало влияет на равномерное распределение припуска,что им практически принебрегают в процессе ориентирования. В этом случае возможно исключить из конструкции толкатель 18, направляющие 19 и упор 20 с пружиной 21 и соответствующий привод, что делает конструкцию еще.более компактной.
Ar/LAi/
f/
Редактор О.Головач
Фиа2
Составитель Е.Щеславская Техред М.Ходаиич
Заказ 3335/10 Тираж 826Подписное
ВНИИПИ Государственного .комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга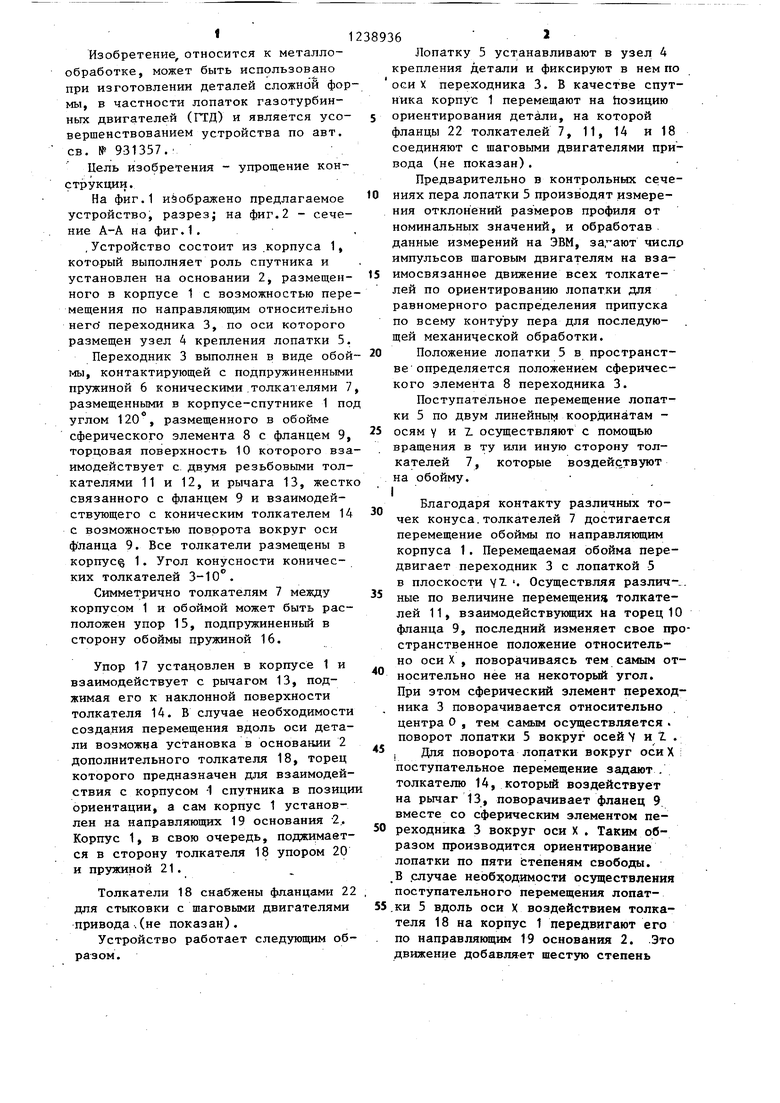
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закрепления детали сложной формы и устройство для его осуществления | 1980 |
|
SU931357A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2261782C1 |
| Винтоверт | 1982 |
|
SU1030154A1 |
| Устройство для поверхностно-чистовой обработки деталей вибровыглаживанием | 1989 |
|
SU1698043A1 |
| ПОДАТЧИК И РАЗРАВНИВАТЕЛЬ ПОРЦИЙ БЛИННОГО ТЕСТА НА ЖАРОЧНОЙ ПОВЕРХНОСТИ ДЛЯ БЛИННОГО АВТОМАТА | 2016 |
|
RU2636755C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Устройство для автоматической смены инструмента | 1981 |
|
SU998082A1 |
| СИСТЕМА ОТДЕЛЕНИЯ КОСМИЧЕСКОГО АППАРАТА | 2012 |
|
RU2514981C2 |
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Способ закрепления детали сложной формы и устройство для его осуществления | 1980 |
|
SU931357A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
