1
I Изобретение касается металпообработ- ,. ки и может быть использовано в различных отраслях машиностроения.
. Известны станки для хопингования шлицевых отверстий, содержащие станину с поворотным столом и механизмом крепления обрабатываемой детали, шлицевую головку с приводом от гидроцилиндра, и . встроенным в нее силовым цилиндром для радиального разжима хонинговальных брусков и прибор активного контроля.
Однако,в таком станке деталь, жестко закрепленная зажимным устройством стола, получает с последним относительно . неподвижного хона только возвратно-посту- i петельное движение, а схема резания осу ществляегся по способу притира, что обус. лавливает низкую производительность станка. При такой 1конструктйвн6й1 схеме невозможно обрабатывать боковые поверх- ности шлицев, ибо она не обеспечивает получение требуемой точности и качества .поверхности Шлицевого отверстия. Кроме того, в хон остается неподвижным в проjHecce обработки изделия, а стол с жестко J
закрепленной зажимным устройством деталью получает вместе с последней возвратно-поступательное движение. Это влияет на точность обработки и на долговечность рассматриваемой конструкции станка из-за возникновения больших инерционных сил и резких изменений векторов скоростей при возвратно-поступательном движении стола вместе с закрепленной на нем обрабатываемой деталью.
Станки известной конструкции сложны в изготовлении и их рекомендуется применять лииш для обработки деталей небольших размеров, что ограничивает возможность его применения.
Для обеспечения возможности обработки впадин ишицевых отверстий по наружному диаметру и боковым поверхностям, обеспечения поочередного перемещения брусков хона с заданным усилием резания по боковым поверхностям шлицев и улучшения качества обработки шлицевых отверстий станок снабжен устройством для сообщения хону возвратно-качательного движения, состоящим из фигурного ры-
чага, установленного с возможностью по- j ворота войруг втулки, жестко сблокированной со .шпинделем, станка и из качающей- ся вилки; рабочая поверхность вилки, контактирующая с рычагом, выполнена в виде
призматического пааа с осью, параллельной оси ее поворота. Вилка подвижно установлена внутри корпуса шпиндельной головки, В полом корпусе качающейся вилки .размещена зубчатая передача, приводящая во.
вращение эксцентриковый кулачок, подвиж-
ноустановленный в посадочное гнездо по- ;
лого корпуса качающейся вилки и сообщаю-: .щий фигурному рычагу возвратно-качательное движение через цилиндрический ролик, установленный на оси в плече фигурного j рычага. Кроме того, для регулирования
усилий прижима хонинговальных брусков
i и обрабатываемой поверхности шлиц, а также для фиксации шпинделя с хоном в исходном среднем положении фигурный рычаг устройства для сообщения хону возвратно-качательного движения имеет Т- -образный упор с выступом, жестко закрепленный в выемке цилиндрической втулки, неподвижно соединенный со шпинделем станка, а выступ Т-образного упора расположен между двумя плунжерами, направленными друг против друга и контактирую шимися своими сферическими поверхностями с указанным выступом. При такой конструкции обеспечивается возможность обработки впадин щлицевых отверстий по наружному диаметру и боковым поверхностям, поочередное перемещение брусков хона с заданным усилием резания по боковым поверхностям щлицев, улучшается качество обработки щлицевых отверстий, достигается соосное совпадение боковых брусков с соответствующими пазами шлицевого отверстия обрабатываемой детали в момент фиксации хона, регулирование усилий резания при хонинговании боковых
поверхностей шлиц и фиксация щпинделя станка с хоном в исходном среднем поло-: женин.. .1
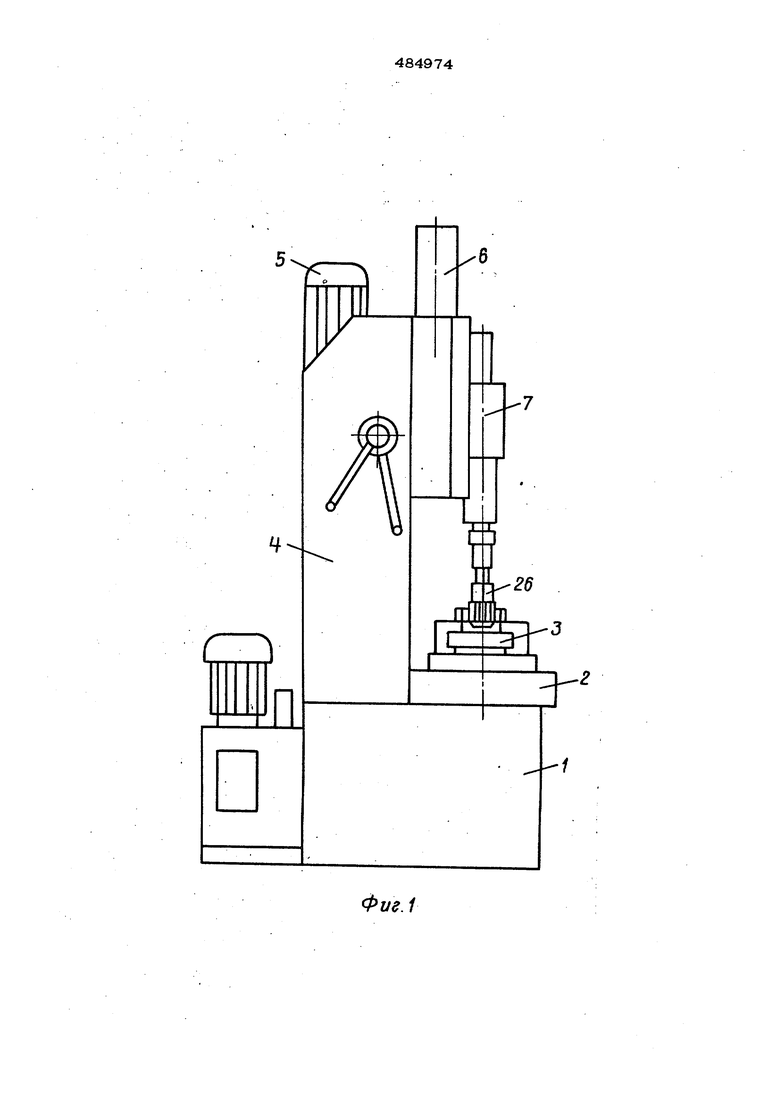
На фиг. 1 изображен предлагаемый : станок, общий вид; на фиг. 2 - попереч- | ный разрез шпинделястанка и устройства для сообщения хону возвратно-качательного движения; на фиг. 3 - продольный ; разрез шпинделя станка и устройства для сообщения хону возвратно-качательного :
движения..
Станок содержит станину 1 с поворот- ным столом 2, на котором крепится деталь 3. На станине 1 установлена стойка 4 с приводом 5, сообщающим хону возвратно-кача тельное движение. На стой- I
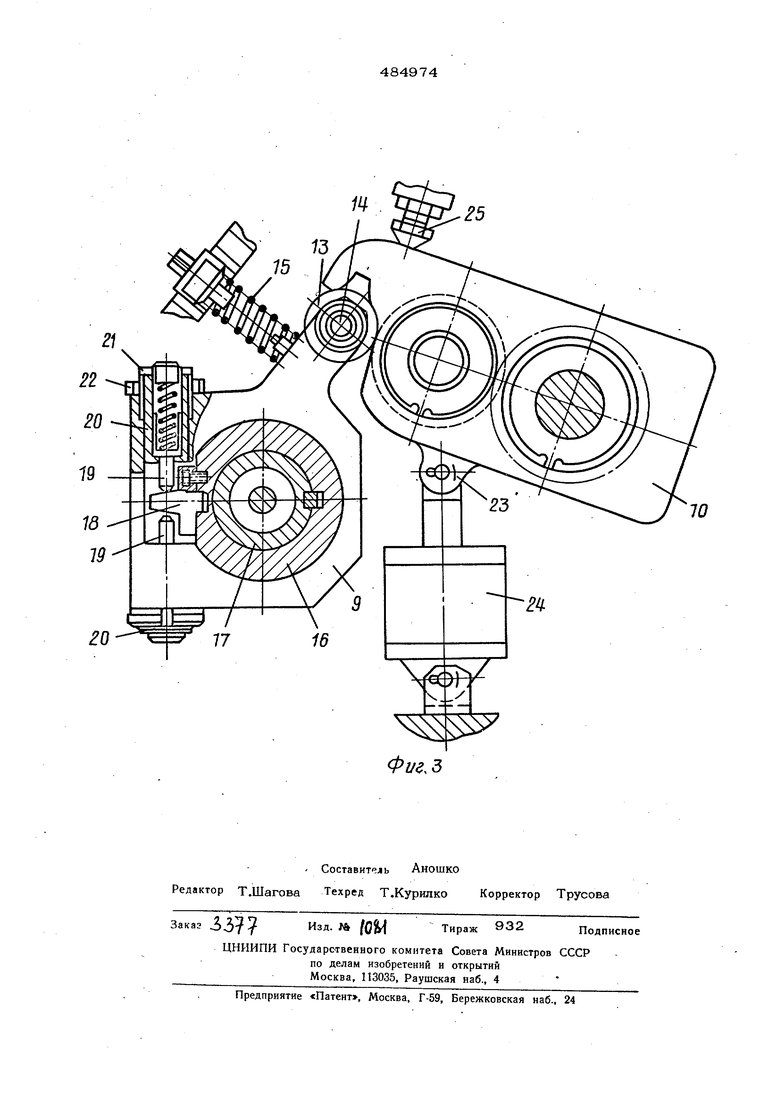
ке так же установлен гидроцилиндр 6 для .сообщения ишиндельной головке 7 возврат но-поступательного движения. По направляющим стойки 4 перемещается шпиндельНая головка 71 в которой вмонтированы устройство для сообщения хону возвратно-качательного движения и гидроцилиндр разжима брусков с толкателем 8 (см. фиг. 2) устройство для сообщения хону ; возвратно-качательного движения выполнено в виде фигурного рычага 9 и качающейся : вилки 1О, внутри полого корпуса которой размещены экспентричный кулачок 11 с зубчатой передачей 12,. сообщающей вращательное движение от привода 5 к кулачку/11. Эксцентричный кулачок 11 сообщает фигурному рычагу 9 возвратно-качательное движение через цилиндрический ролик 13, . .установленный на оси 14 в плече фигурно- . го рычага 9 (см. фиг. 3). Плечо фигурного рычага 9 подпружинено цилиндрической пружиной 15, обеспечивающей цилиндриче- скому ролику 13 и эксцентричному кулачку 11 постоянный контакт друг с другом в процессе обработки.,
Фигурный рычаг 9 подвижно установлен на цилиндрической втулке 16 с возможностью проворота относительно последней. Втулка 16 жестко соединена со шпинделем 17 при помоши шпоночного соединения.j
В выемке цилиндрической втулки 16 непод-вижно установлен Т-образный упор 18, с выступом которого контактируют сферические наконечники плунжеров 19, подпружиненные пружинами 20. Плунжера 19 установлены подвижно внутри опорно-направляющих втулок 21, которые жестко соединены при помощи разьбового соединения с посадочными гнездами, выполненными в боковой поверхности фигурного рычага 9, а опорно-направляющие втулки стопорятся контргайками 22. Буртик плунжера 19 опирается в торец опорногнаправляющей втулки 21 для обеспечения стабильного положения опорно-направляющей втулки 21 для обеспечения стабильного положения плунжера после осуществления вручную процесса регулировки втулок 21. Одновременно регул1фовкой опорно-направляющих втулок 21 достригается отладка усилия резания при хонинговании боковых поверхностей шлиц.
Качающаяся вилка 10, снаЬженная приз-/ матическим пазом, вмонтирована вкорпусе шпиндельной головки 7 и содержит с нижней торцовой сторЬны цилиндрическую цапфу. Цилиндрическая цапфа установлена с возможностью тфоворота во фланце, который жестко крепится к корпусу шпиндельной головки 7. В верхней плоскости кор|пуса качающейся вилки 1О вьшолнено два отверстия. В одном сквозном отверстии запрессован эксцентричный кулачок,11, а в доугом запрессован радиальный подшипник 1 ачения, жестко связа1шьй с ведущим валом станка. Качающаяся вилка 1О подвижно связана через палец 23 с гидроци- .линдром 24, причем движение качающейся вилки 10 под действиеьй гидроцилршдра 24 на опрёделён1шй угол огранИчиваётся пс ;ром 25. . . Станок работает следующим образом. До начала обработки изделия 3, когда хон выведен из отверстия обрабатываемой дета ли 3 и находится в крайнем положении, гидроцилиндр 24 поворачивает качающуюся вилку 10 с призматическим пазом на опре деленный угол до тех пор, пока призматический паз качающейся вилки 10 не войдет в зацепление с осью 14 цилиндрическо го ролика 13, расположенного в фигурном рычаге 9, и не выведет эксцентричный ку; лачок 11 качающейся вилки 1О из контакт с цилиндрическим роликом 13 фигурного рычага 9. В этом случае осуществляется ; надежная фиксация фигурного рычага 9 призматическим пазом качающейся вилки Ю, а через плунжера 19 и выступ Т-об- разного упора 18 фиксируется щпиндель 17 с хоном 26 в исходном среднем положении Такая фиксация щпинделя 17 и хона 26 . необходима для обеспечения постоянного соосного совпадения брусков хона 26 с соответствующими пазамр шлицевого отверстия обрабатьтаемой детали 3. Деталь 3 ориентируется по пазам щлицевого отверстия снизу с помощью подвижного шлицевого центра приспособления, причем последний предварительно центрирует обрабатываемую деталь 3 по отношению к бруска ,3a(J3HKCHj)OBaHHoro в среднем положении хона 26, а затем обрабатываемая деталь 3 жестко крепится на поворотном столе 2. После включения станка хон 26 вводится в щлицевое отверстие соориентированной ранее по отнощению к последнему детали 3 с зазором по боковым поверхностям и наружному диаметру брусков. В нижнем исходном положении хона 26 толкатель для разжима брусков 8 (см. фиг. 2), встроенный в щпиндельную голов-г ку, осуществляет разжим брусков хона 26 с заданным удельным давлением брусков на внутреннюю поверхность оБрабатьшавмой детали 3. После разжима хон 26 вместе с фигурным рычагом 9 начинае совершать возвратно-пост1шательное движение. Одновременно с этим гидроцилиндр 24 поворачиваег подвижную вилку Ю на определенный угол до упора 25, что обеспечивает освобождение фигурного рычага 9 . и создает контакт цилиндрического ролика 13 с вращающимся эксцентричным кулачком 11 (см. фиг. 2) под действием цилиндрической пружины 15 сжатия. С этого момента фигурный рычаг 9 совершает возвратно-качательное движение, которое передается через плунжера 19 шпинделю 17. Шпиндель 17 начинает при этом совершать не только возвратно-поступательное движение, сообщаемое ему гидроцилиндром 6, но и одновременно наложенное на него возврат-, но-качательное движение, осуществляющее I в плоскости, перпендикулярной оси возвратно-поступательного движения. Регулировкой опорно-направляющих втулок 21, жестко соединенных резьбовым соединением в посадочных гнездах фигурного рычага 9, осуществляется угловое совпадение шлицев подвижного центра с брусками хона 26, а регулировкой пружин 20 устанавливают необ- . ходимое усилие поджима боковых поверхностей брусков хона и обрабатываемой детали. Угол качания фигурного рычага 9, определяемый эксцентричитетом кулачка 11, по своей величине больше, чем угол качания хона 26, зависящий от величины зазора между боковыми поверхностями брусков хона и. боковыми поверхностями впадин шлицевого отверстия изделия 3. Выбор угла качания фигурного рычага 9 по величине большим, чем угол качания хона 26, позволяет осуществить полное снятие оставшегося припуска в уголках шлиц и обеспечить возможность обработки боковых поверхностей впадин шлицевого отверстия до заданного размера. Компенсация разности углов качания фигурного рычага 9 и хона 26 производится за счет сжатия пружин 2О плунжеров 19. При совершаемом суммарном возвратно-поступательном и наложенным на него возвратно-качательном движении хона 26 последний в своих крайних угловых положениях (во впадинах шлиц обрабатываемого изделия 3) поочередно прижимается к боковым поверхностям шлицевых впадин с заданным удельным давлением, необходимым для полной обработки шлицевых отверстий обрабатываемой детали 3. При -этом обработка наружного диаметра щлицевого отверстия осуществляется постоянно, т. е. при возвратно-качательном движении хона 26 обработка шлицевого отверстия по наружному диаметру происходит при движении бруска хона 26 вокруг оси как по часовой стрелке,так и против нее, исключая холостой ход хона 26, что дает в итоге получение наружного диаметра шлиI,.
цёвого отверстия правильной геометрической формы, отвечающего техническим требованиям точности обработки. После завершения процесса обработки срабатывает контактное устройство, например, прибор активного конт- 5 роля, установленный на поворотном столе который подает команду отключения детал 3, после чего процесс возвратно-качатель ного движения хона 26, который выводитс в крайнее верхнее положение с помощью гидроцилиндра 6, прекращается. Одновременно гидроцилиндр 24 поворачивает качающуюся вилку 10 до упора призматического паза последней IB ось 14 чем обеспечивается надежная фиксация шпинделя 17 станка и хона 26. Если количество шлицевых пазов в обрабатываемом изделии 3 гораздо больше, чем количество брусков хона 26, процесс обработки изделия 3 завершают за нескол ко переходов, используя поворот делитель ного стола 2. Предмет изобретения 1. Станок для хонингования шлицевых отверстий, содержащий станину с поворотным столом и механизмом крепления обрабатываемой детали, шпиндельную головку с приводом от гидроцилиндра и встроенным в нее силовым цилиндром для радиального разжима хонинговальных брусков и прибор активного контроля, о тличающийся тем, что, с целью улучшения качес. обработки шлицевых отверстий по наружному диаметру и боковым поверхностям путем поочередного перемещения брусков хона с заданным усилием резания, станок снабжен устройством для сообщения хону возвратно-качательного движения, выполненным в виде фигурного рычага, установленного с возможностью проворота вокруг жестко сблоки-
8
рованной со шпинделем станка втулки, и Лз.качаюшейся вилк11 с призматическим па-р зом, подвижно вмонтированной в |утри корпуса шпиндельной головки, а в полом корпуср вилки размещена зубчатая передача, приводящая BU вращательное движение подвижно установленный в посадочном гнезде полого корпуса качающейся вилки эксцентричный кулачок, и сообщающий фигурному рычагу возвратно-качательное движение через установленный на оси в плече рычага цилиндрический ролик, раз- , мешенный в призматическом пазе качающейся вилки. 2.Станок по п. 1, отличающийся тем, что, с целью достижения совпадения в осевом направлении боковых поверхностей брусков хона с соответствую- щими пазами шлицевого отверстия обрабатываемой детали в момент фиксации хона, фигурный рычаг для сообщения хону возвратно-качательного движения снабжен двумя подпружиненными плунжерами, установленными один относительно другого с возможностью возвратног-поступательного движения в посадочных гнездах, выполненных в боковых поверхностях фигурного рычага. 3.Станок по п. п. 1 и 2, отличающийся тем, что, с целью регулирования усилия резания при хонингова- НИИ боковых поверхностей щлиц и фиксации шпинделя с хоном в исходном среднем положенид, фигурный рычаг устройства для сообщения хону возвратно-качательного движения содержит Т-образный упор ,с выступом, жестко закрепленный в выполненной в цилиндрической втулке выемке, а подпружиненные плунжеры выполнены со сфериче-, скими наконечниками и установлены с возМожностью контакта с базовыми поверхностями выступа Т-образного упора.
Фve. 1
Фиг.з
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1978 |
|
SU867620A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2013 |
|
RU2541230C1 |
| Шлицехонинговальный станок | 1981 |
|
SU1044455A1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU295657A1 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| Шлицехонинговальное устройство | 1980 |
|
SU933406A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК (ВАРИАНТЫ) | 2006 |
|
RU2401721C2 |