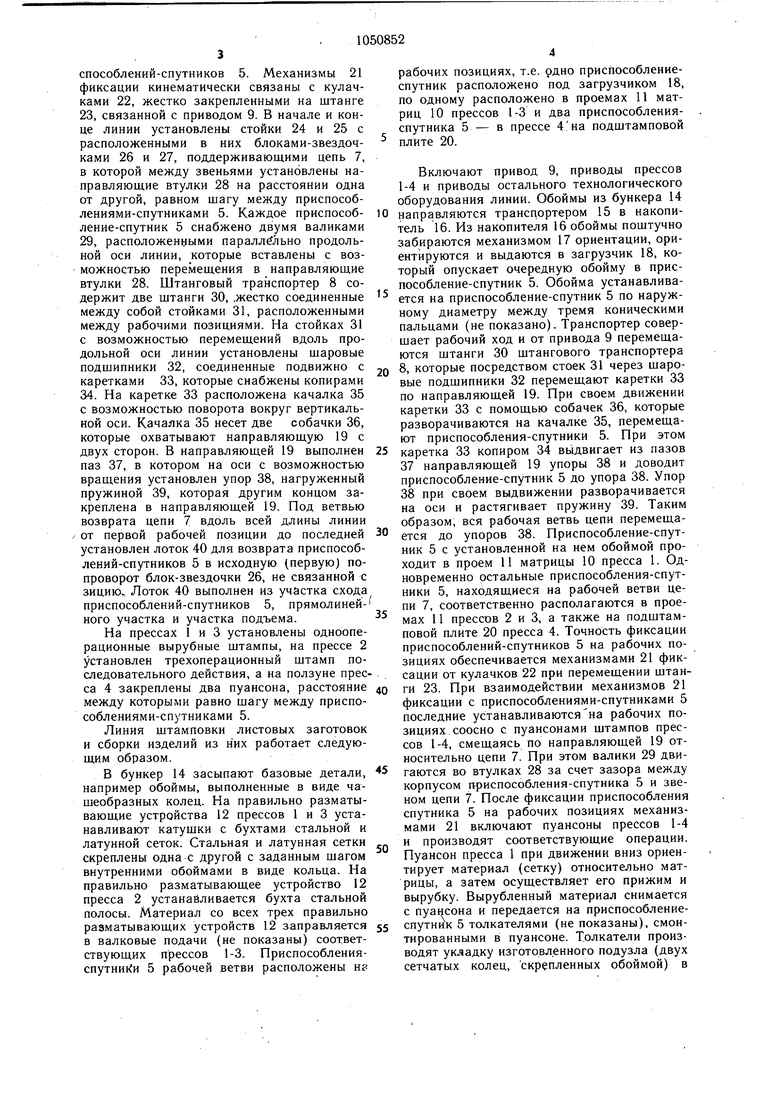
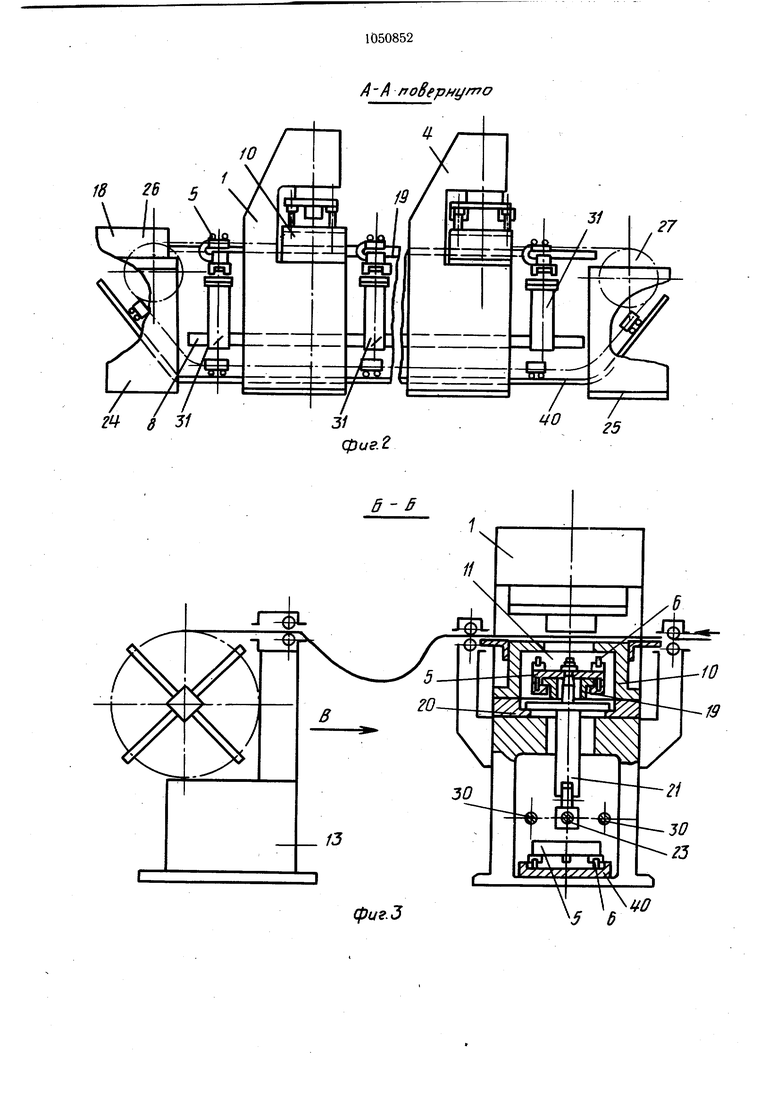
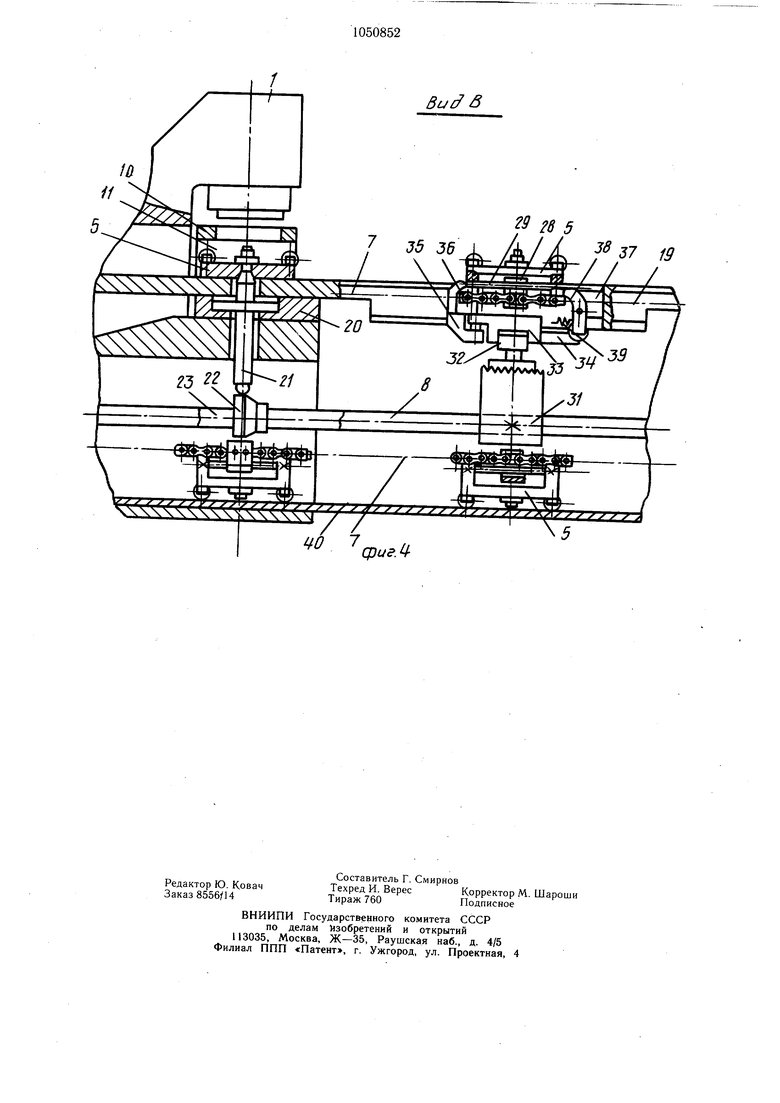
Изобретение относится к машиностроению и может быть использовано как для штамповки, так и для сборки изделий типа масляных фильтров тракторных двигателей. Известна линия с приспособлениямиспутниками, содержащая расположенное в технологической последовательности оборудование, связанное аналогичными одна другой прямой и возвратной ветвями штангового транспортера с поворотными и фиксируюш.ими штангами, поочередно взаимо: действуюш,ими с пазами приспособленийспутников с помош,ью жестких флажков, закрепленных на штангах, и привод поворота штанг, при этом штанги прямой и возвратной ветвей транспортера соединены между собой и приводом поворота штанг системой рычагов и тяг, а флажки шарнирно связаны вертикальной направляющей, профиль которой соответствует пазу приспособления-спутника 1. Однако данная линия характеризуется недостаточно надежной фиксацией приспособлений-спутников на рабочих позициях, в результате чего невозможно обеспечить получение точных деталей. Например, штамповкой из листового материала, поэтому последующая их сборка не позволяет производить изделия надлежащего качества. Наиболее близкой к предлагаемой является линия щтамповки листовых заготовок и сборки изделий из них типа масляных фильтров тракторных двигателей, содержащая последовательно установленные прессы, связанные снабженным приводом транспортером для перемещения заготовок, в частности цепным, с расположенными одна под другой рабочей ветвью и ветвью возврата, не сущими приспособления-спутники 2. Недостатком известной линии является невозможность передачи заготовок в приспособление-спутник в процессе штамповки, что вынуждает удерживать вырубленную заготовку в верхней части штампа и передавать ее в приспособление-спутник при неработающем прессе. Это увеличивает вспомогательное время и снижает производительность линии. Кроме того, отсутствие средств фиксации приспособлений-спутников на рабочей позиции приводит к некачественной сборке изделий. Цель изобретения - повышение производительности процесса изготовления изделий и их качества. Указанная цель достигается тем, что в линии штамповки листовых заготовок и сборки изделий из них типа масляных фильтров тракторных двигателей, содержащей последовательно установленные прессы, связанные снабженным приводом транспортером для перемещения заготовок, в частности цепным, с расположенными одна под другой рабочей ветвью и ветвью возврата, несущими приспособления-спутники, транспортер снабжен, щтангой, связывающей его с приводом, расположенной между ветвями, узлом, соеди няющим штангу с приспособлениями-спутниками, средствами фиксации приспособлений-спутников на рабочей позиции, приспособления-спутники установлены на транспортере посредством узла, обеспечивающего возможность их возвратно-поступательного перемещения относительно транспортера вдоль его оси. При этом линия снабжена лотком, установленным под ветвью возврата транспортера, и опорами качения, закрепленными на приспособлениях-спутниках с возможностью взаимодействия с лотком. Кроме того, узел, обеспечивающий относительное перемещение приспособленийспутников, выполнен в виде втулок, установленных на транспортере и охватывающих каждая участок одной из ветвей, и валиков, закрепленных на каждом приспособленииспутнике и проходящих через отверстия втулок. Средства фиксации приспособлений-спутников выполнены в виде кулачков, закреплен ных на штанге, и пальцев, установленных в столах прессов с возможностью взаимодействия с кулачком и приспособлениемспутником. На фиг. 1 изображена линия в плане, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 3. Линия щтамповки листовых заготовок и сборки изделий, из них содержит четыре пресса 1-4, установленные согласно технологическому процессу, и транспортер, содержащий приспособления-спутники 5 с закрепленными в их. верхней части опорами 6 качения, связанные цепью 7, штанговый транспортер 8, связанный с электромеханическим приводом 9. На прессах 1-3 установлены вырубные штампы, в матрицах 10 которых вьшолнены проемы 11 симметрично продольной оси линии, а перпендикулярно оси линии в плоскости, проходящей через ось пуансонов прессов 1-3, расположены по одну сторону линии правильно разматывающие устройства 12, а по другую - устройства 13 для намотки отходов. Линия снабжена бункерно-загрузочным устройством, состояпгим из бункера 14, транспортера 15, накопителя 16, механизма 17 ориентации и загрузчика 18. Приспособленияспутники 5 расположены на направляющей 19 и геометрически замкнуты на нее, при этом направляющая 19 пропу1цена через проемы 11 в матрицах 10 и жестко закреплена на подштамповой плите 20 каждого пресса 1-4. Цепь 7 с приспособлениями-спутниками 5 также пропущена через проемы 11 в матрицах 10. В подщтамповых плитах 20 расположены механизмы 21 фиксации приспособлений-спутников 5. Механизмы 21 фиксации кинематически связаны с кулачками 22, жестко закрепленными на штанге 23, связанной с приводом 9. В начале и конце линии установлены стойки 24 и 25 с расположенными в них блоками-звездочками 26 и 27, поддерживающими цепь 7, в которой между звеньями установлены направляющие втулки 28 на расстоянии одна от другой, равном шагу между приспособлениями-спутниками 5. Каждое приспособление-спутник 5 снабжено двумя валиками 29, расположенными параллельно продольной оси линии, которые вставлены с возможностью перемещения в направляющие втулки 28. Штанговый транспортер 8 содержит две штанги 30, .жестко соединенные между собой стойками 31, расположенными между рабочими позициями. На стойках 31 с возможностью перемещений вдоль продольной оси линии установлены щаровые подшипники 32, соединенные подвижно с каретками 33, которые снабжены копирами 34. На каретке 33 расположена качалка 35 с возможностью поворота вокруг вертикальной оси. Качаяка 35 несет две собачки 36, которые охватывают направляющую 19 с двух сторон. В направляющей 19 выполнен паз 37, в котором на оси с возможностью вращения установлен упор 38, нагруженный пружиной 39, которая другим концом закреплена в направляющей 19. Под ветвью возврата цепи 7 вдоль всей длины линии / от первой рабочей позиции до последней установлен лоток 40 для возврата приспособлений-спутников 5 в исходную (первую) попроворот блок-звездочки 26, не связанной с зициЮч Лоток 40 выполнен из участка схода приспособлений-спутников 5, прямолинейного участка и участка подъема. На прессах 1 и 3 установлены однооперационные вырубные штампы, на прессе 2 установлен трехоперационный штамп последовательного действия, а на ползуне пресса 4 закреплены два пуансона, расстояние между которыми равно шагу между приспособлениями-спутниками 5. Линия штамповки листовых заготовок и сборки изделий из них работает следующим образом. В бункер 14 засыпают базовые детали, например обоймы, выполненные в виде чашеобразных колец. На правильно разматывающие устройства 12 прессов 1 и 3 устанавливают катушки с бухтами стальной и латунной сеток. Стальная и латунная сетки скреплены одна с другой с заданным шагом внутренними обоймами в виде кольца. На правильно разматывающее устройство 12 пресса 2 устанайливается бухта стальной полосы. Материал со всех трех правильно разматывающих устройств 12 заправляется в валковые подачи (не показаны) соответствующих прессов 1-3. Приспособленияспутнир и 5 рабочей ветви расположены нг рабочих позициях, т.е. рдно приспособлениеспутник расположено под загрузчиком 18, по одному расположено в проемах 11 матриц 10 прессов 1-3 и два приспособленияспутника 5 - в прессе 4на подштамповой плите 20. Включают привод 9, приводы прессов 1-4 и приводы остального технологического оборудования линии. Обоймы из бункера 14 направляются транспортером 15 в накопитель 16. Из накопителя 16 обоймы поштучно забираются механизмом 17 ориентации, ориентируются и выдаются в загрузчик 18, который опускает очередную обойму в приспособление-спутник 5. Обойма устанавливаg j, приспособление-спутник 5 по наружному диаметру между тремя коническими пальцами (не показано). Транспортер совершает рабочий ход и от привода 9 перемещаются щтанги 30 штангового транспортера 8, которые посредством стоек 31 через шаровые подшипники 32 перемещают каретки 33 по направляющей 19. При своем движении каретки 33 с помощью собачек 36, которые разворачиваются на качалке 35, перемещают приспособления-спутники 5. При этом каретка 33 копиром 34 вьщвигает из пазов 37направляющей 19 упоры 38 и доводит приспособление-спутник 5 до упора 38. Упор 38при своем выдвижении разворачивается на оси и растягивает пружину 39. Таким образом, вся рабочая ветвь цепи перемещается до упоров 38. Приспособление-спутник 5 с установленной на нем обоймой проходит в проем И матрицы 10 пресса 1. Одновременно детальные приспособления-спутники 5, находящиеся на рабочей ветви цепи 7, соответственно располагаются в проемах 11 прессов 2 и 3, а также на подштамповой плите 20 пресса 4. Точность фиксации приспособлений-спутников 5 на рабочих позициях обеспечивается механизмами 21 фиксации от кулачков 22 при перемещении щтанги 23. При взаимодействии механизмов 21 фиксации с приспособлениями-спутниками 5 последние устанавливаютсяна рабочих позициях соосно с пуансонами штампов прессов 1-4, смещаясь по направляющей 19 относительно цепи 7. При этом валики 29 двигаются во втулках 28 за счет зазора между корпусом приспособления-спутника 5 и звеном цепи 7. После фиксации приспособления спутника 5 на рабочих позициях механизмами 21 включают пуансоны прессов 1-4 и производят соответствующие операции. Пуансон пресса 1 при движении вниз ориентирует материал (сетку) относительно матрицы, а затем осуществляет его прижим и вырубку. Вырубленный материал снимается с пуансона и передается на приспособлениеспутник 5 толкателями (не показаны), смонтированными в пуансоне. Толкатели производят укладку изготовленного подузла (двух сетчатых колец, скрепленных обоймой) в
базовую деталь-обойму, расположенную в приспособлении-спутнике 5. На прессах 2 и 3 осуществляются соответственно изготовление и вырубка каркаса из стальной полосы и изготовление второго подузла (двух сетчатых колец, скрепленных обоймой). Аналогично производится его укладка в базовую деталь, расположенную в приспособленииспутнике 5.
На прессе 4 происходит окончательная сборка в две операции, которые осуществляются одновременно в двух приспособленияхспутниках 5. Первая операция заключается в калибровке собранного пакета фильтра и предварительной подгибке края базовой детали, вторая - в окончательной завальцовке.
Одновременно с перемещением рабочей ветви цепи 7 на один рабочий ход перемещается и ветвь возврата, при этом приспособления-спутники 5 посредством опор 6 качения катятся по лотку 40. При заходе приспособлений-спутников 5 на участок схода лотка 40 он переворачивается и сбрасывает готовый узел в поддон (не показан). От действия силы тяжести части приспособлений-спутников 5, расположенных на участке схода лотка 40, поворачивается не связанная с приводом 9 блок-звездочка 27.
Так как длина участка подъема лотка 40 равна длине участка схода лотка 40, то приспособления-спутники 5, соединенные цепью 7, пройдя прямолинейный участок лотка 40, поднимаются по лотку 40 на направляющую 19, которая имеет участок захода с опорами качения (не показано), одновременно ориентируясь относительно продольной оси линии. При заходе на направляющую 19 от действия силы тяжести группы приспособлений-спутников 5, расположенных перед блоком-звездочкой 26, происходит уменьшение стрелы прогиба цепи 7. Приспособления-спутники 5 при очередном
рабочем ходе щтангового транспортера 8
собачками 36 перемещаются с участка подъема лотка 40 на горизонтальную часть -
направляющую 19, при этом происходит
проворот блок-звездочки 26, не связанной с
приводом 9. Очередное приспособление-спутник 5 устанавливается на первой рабочей позиции под загрузчиком 18 и цикл повторяется.
Предлагаемая линия позволяет повысить производительность процесса изготовления изделий и их качество. f f
фиг.2
А-А froSepnyfrfo Ч

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| Автоматическая линия с приспособлениями-спутниками | 1977 |
|
SU751582A1 |
| Автоматическая линия спутникового типа | 1983 |
|
SU1133070A1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| Автоматическая линия для произведения заготовок колец крупногабаритных подшипников | 1971 |
|
SU374912A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Линия для изготовления штучных изделий из ленточного материала | 1990 |
|
SU1750812A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1549665A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU969380A1 |
1. ЛИНИЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК И СБОРКИ ИЗДЕЛИЙ ИЗ них типа масляных фильтров тракторных двигателей, содержащая последовательно установленные прессы, связанные снабженным приводом транспортером для перемещения заготовок, в частности цепным, с расположенными одна под другой рабочей ветвью и ветвью возврата, несущими приспособления-спутники, отличающаяся тем что, с целью повышения производительности процесса изготовления изделий и их качества, транспортер снабжен щтангой, связывающей его с приводом, расположенной между ветвями, узлом, соединяющим щтангу с приспособлениями-спутниками, средствами фиксации приспособлений-спутников на рабочей позиции, приспособления-спутники установлены на транспортере посредством узла обеспечивающего возможность их возвратно-поступательного перемещения относительно транспортера вдоль его оси. 2.Линия по п. 1, отличающаяся тем, что она снабжена лотком, установленным под ветвью возврата транспортера, и опорами качения, закрепленными на приспособлениях-спутниках с возможностью взаимодействия с лотком. 3.Линия по п. 1, отличающаяся тем, что узел, обеспечивающий относительное перемещении приспособлений спутников, выполнен в виде втулок, установленных на трансi портере и охватывающих каждая участок 1сл одной из ветвей, и валиков, закрепленных на каждом приспособлении-спутнике и проходящих через отверстия втулок. 4. Линия по п. 1, отличающаяся тем, что средства фиксации приспособлений-спутников выполнены в виде кулачков, закрепленных на штанге, и пальцев, установленных в столах прессов с возможностью взаиО модействия с кулачком и приспособлениемсл спутником. о оо СП ьо
.
д 6 .«xCxNI / у 40 7 Bui S 9 2в 5 1 35 36 J A// фигЛ 37 19
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия с приспособлениями-спутниками | 1977 |
|
SU751582A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ШТАМПОВКИ | 0 |
|
SU169480A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
