Недостаток известного способа изготовления соединит&льных трубчатых угольников с использованием двух заготовок заключается в его невысокой производительности.
Отличительная особенность описываемого способа состоит в том, что, с целью ускорения процесса изготовления, заготовкам в виде двух плоских лент придают корытообразную форму путем прокатки на вращающихся оправках, имеющих кривизну, соответствующую внутреннему и внещнему радиусам кривизны угольника, после чего заготовки соединяют диаметрально-противоположными сварочными щвами по среднему радиусу кривизны угольника.
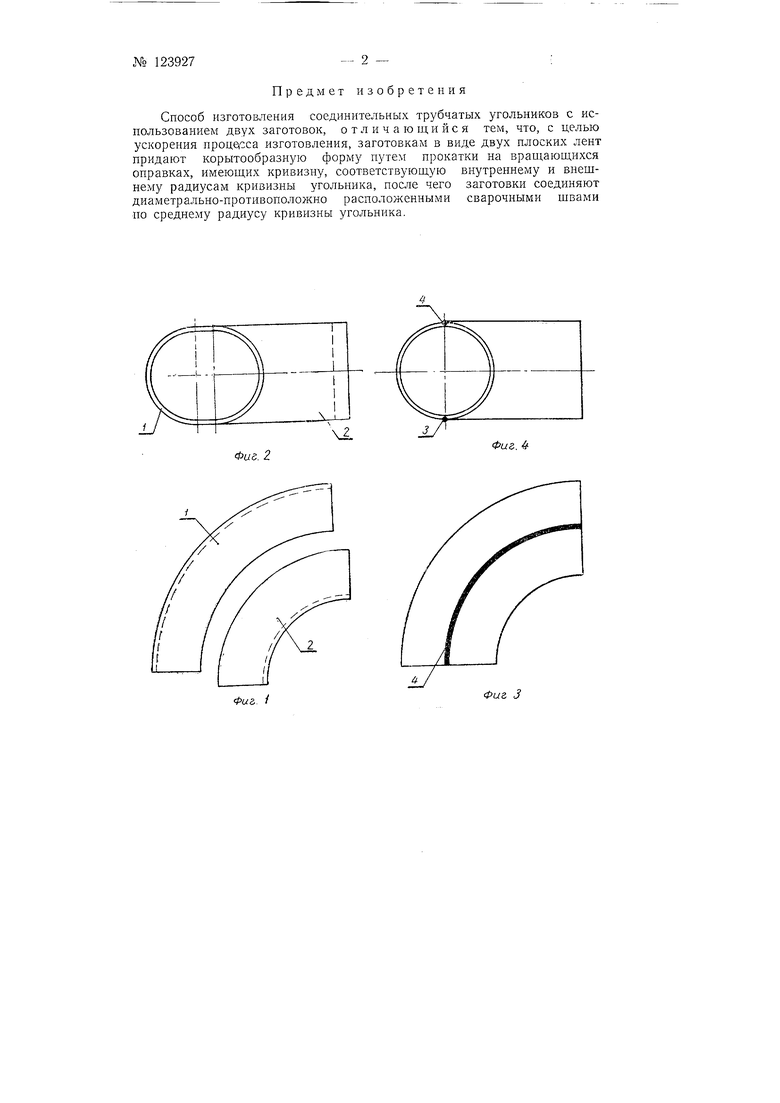
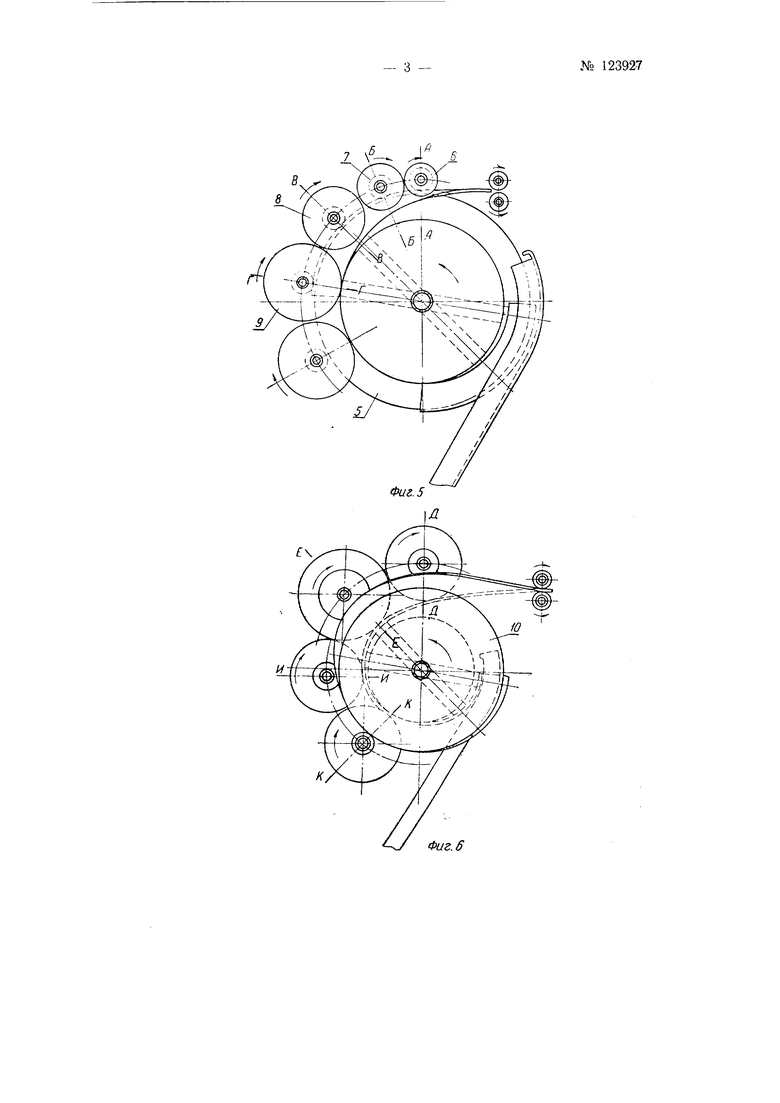
На фиг. 1 и 2 изображены получаемые из плоских лент по описываемому способу корытообразные заготовки, вид в двух проекциях; на фиг. 3 и 4-трубчатый угольник, вид сверху и спереди; на фиг. 5 и 6- j/стройства для прокатки плоских лент на вращающихся оправках, вид сбоку; на фиг. 7 - разрезы вращающейся оправки и валков по плоскостям АА, ББ, ВВ, ГГ на фиг. 5; на фиг. 8-разрезы вращающейся оправки и валков по плоскостям ДД, ЕЕ, ИИ, КК устройства, изображенного на фиг. 6.
Соединительные трубчатые угольники изготовляют из заготовок в виде плоских лент, которым придают корытообразную форму (фиг. 1 и 2). Затем заготовки 1 и 2 соединяют двумя дпаметрально противоположными сварочными щвами 3 и 4 по среднему радиусу кривизны угольника. Заготовку / получают путем прокатки плоской ленты на вращающейся оправке 5 вьшуклого профиля. Валки 6, 7, 8 и 9 имеют различную кривизну профиля, -которая постепенно увеличивается при последовательном переходе от валка к валку (фиг. 7). Заготовку 2 получают путем прокатки плоской ленты на вращающейся оправке 10 вогнутого профиля. Валки Л, 12, 13 и 14 имеют выпуклый профиль с постепенно увеличивающейся кривизной.
Предмет изобретения
Способ изготовления соединительных трубчатых угольников с использованием двух заготовок, отличающийся тем, что, с целью ускореиия процесса изготовления, заготовкам в виде двух плоских лент придают корытообразную форму путем прокатки на вращаюш,ихся оправках, имеющих кривизну, соответствующую внутреннему и внешнему радиусам кривизны угольника, после чего заготовки соединяют диаметрально-противоположно расположенными сварочными итвами по среднему радиусу кривизны угольника.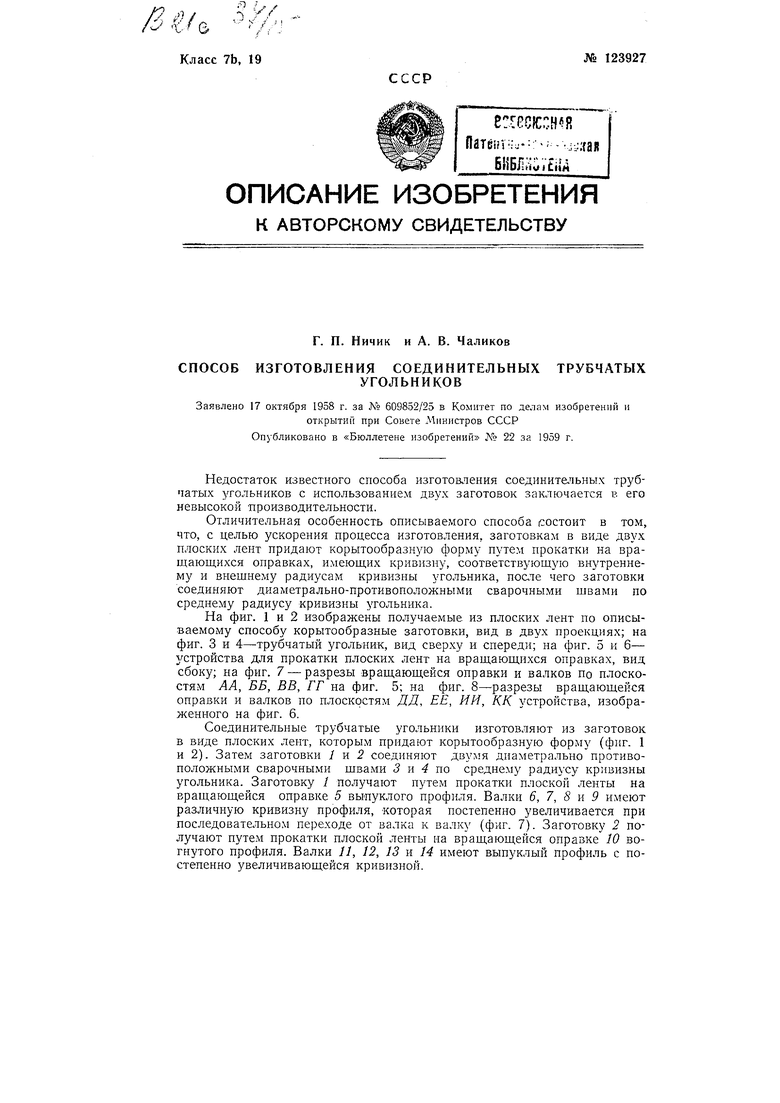
п- -mi
r
Фиг.
Сечение по
L/Сечение по
Ф Сечете по В В .L
.гг
Сечение т ГГ
SL
. 7
Сечение по Л1
Ш
й.//
