Известны способы изготовления заготовок фланцев путелг изгибания в кольцо с последующей обкаткой нолосовой стали на гибочном обкатном станке с цилиндрическим шаблоном. Однако при применении та-кнх способов необходима калибровка фланца.
Применение описываемого способа дает возможностгэ устранить указанный недостаток. Для устранения калибровки после сварки стыка кольца на цилиндрической поверхности шаблона выполняют лыску и располагают ее так, чтобы стык заготовки пришелся на середину плоскости лыски, а затем нроизводят изгибание и обкатку полосы известным способом.
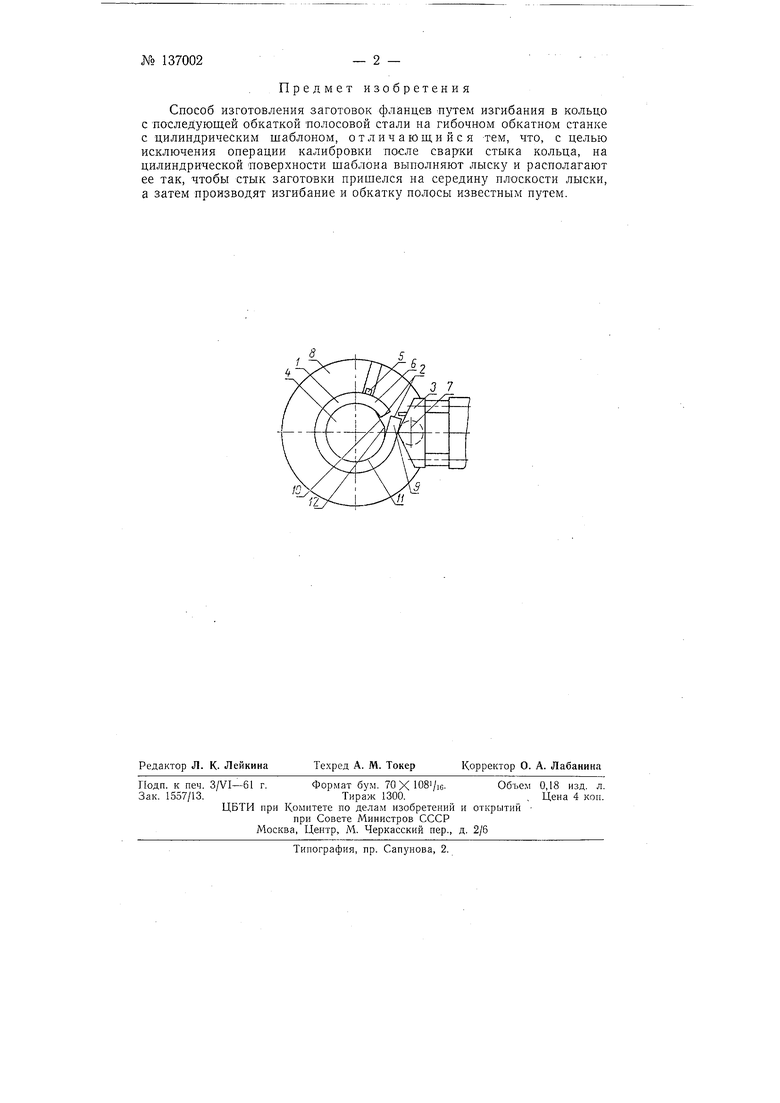
На чертеже изображено устройство для гибки полосовой стали.
Способ изготовления заготовок фланцев состоит в том, что нагретую заготовку / из полосовой стали со срезанными под углом торцами 2 подают в пространство между роликовой головкой 3 и цилиндрическим шаблоном 4, прижимают заж:имом 5 ее передний конец 6 к шаблону 4 и после подведения гибочного ролика 7 включают вращение стола 8.
Ввиду того, что произвести изготовление кольцевой заготовки фланца за один оборот стола 8 невозможно после поворота последнего на некоторый угол его останавливают, освобождают заготовку / от действия зажима 5 и, используя обратное вращение стола 8, церемешают ее относительно шаблона 4 таким образом, чтобы стык концов 6 и 9 заготовки / пришелся на середину плоскости лыски JO, выполненной на поверхности // цилиндрического шаблона 4.
Наличие лыски 10 большой кривизны в местах 12 перехода цилиндрической поверхности 11 шаблона 4 в плоскую способствует изгибу концов 6 и 9 заготовки / в той степени, которая необходима для того, чтобы при последующей токарной обработке после сварки кольцевой заготовки фланца по внутреннему диаметру исключить калибровку.
№ 137002 Предмет изобретения
Способ изготовления заготовок фланцев путем изгибания в кольцо с последующей обкаткой полосовой стали на гибочном обкатном станке с цилиндрическим шаблоном, отличающийся тем, что, с целью исключения операции калибровки после сварки стыка кольца, на цилиндрической поверхности щаблона выполняют лыску и располагают ее так, чтобы стык заготовки прищелся на середину плоскости лыски, а затем производят изгибание и обкатку полосы известным путем.
- 2 - 
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовая печь для нагрева трубчатых заготовок | 1960 |
|
SU134706A1 |
| Устройство для гибки фланцев | 1987 |
|
SU1618482A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1983 |
|
SU1267676A1 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ СТЕРЖНЕЙ В ХОМУТ | 1992 |
|
RU2019336C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ СЕПАРАТОРОВ КРУПНОГАБАРИТНЫХ ПОДШИПНИКОВ | 2002 |
|
RU2226136C2 |
| Станок-автомат для изготовления колец из толстостенных полос | 1960 |
|
SU139288A1 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Фланцегибочная машина | 1978 |
|
SU780930A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |