Изобретение касается штампов для изготовления тольн 1ков из труб диаметром до 4 в две операции.
Существующий способ щтамповки состоит нз изгиба заготовки, а затем ее правки до требуемого размера и не предусматривает образэвания фасок в формуемом при штамповке угольнике. Введение третьей операции образования фасок вызвало бы необходимость применения дополпительного пресса и нагрева отштампованного угольника, что осложнило бы технологию штамповки и привело бы к излишним затратам.
В предлагаемом штампе эти недостатки устранены тем, что образование фасок на торцах формуемого угольника происходит за счет вмонтированных в щтамп двух подпружиненных пуансонов, могущих перемещаться в пазах пуансонодержателей, расположенных под углом 45 и имеющих на торцах кольцевые выточки для образования фасок.
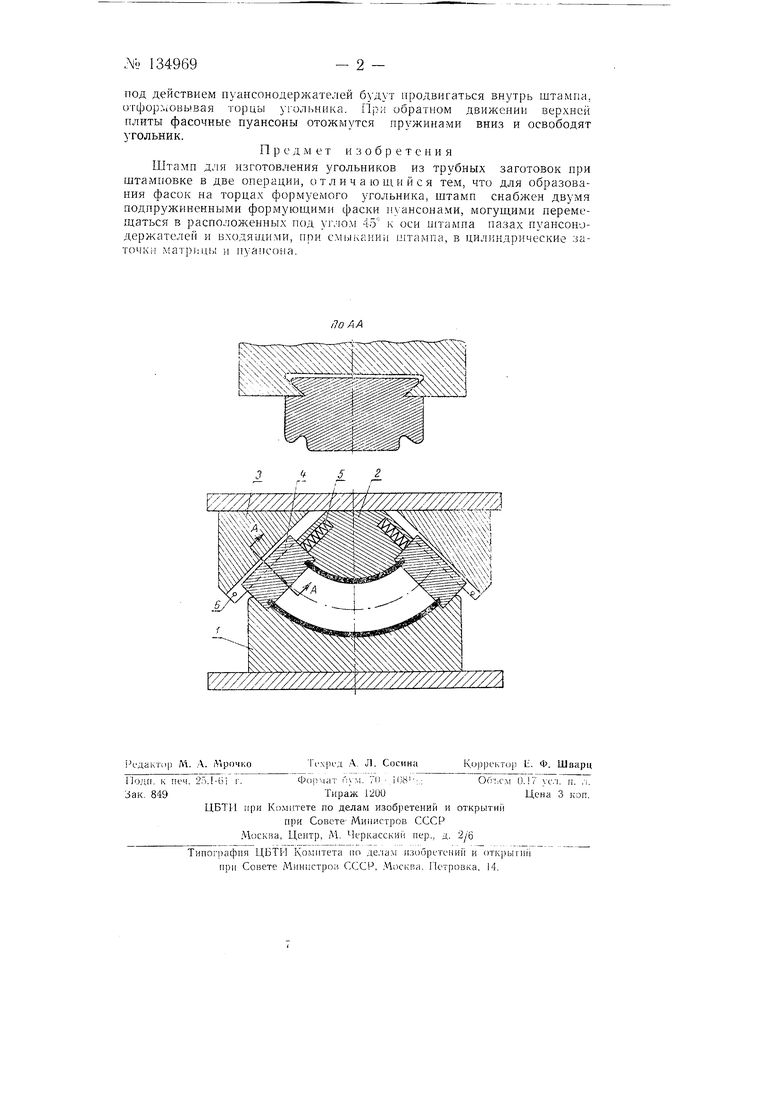
На чертеже изображены предложенный штамп в разрезе по продольной оси и разрез фасочного пуансона по А-А.
Штамп состоит из матрицы /, пуансона 2, пуансонодержателей . фасочных пуансонов 4, пружпн 5 и штифтов 6.
Матрица / и пуансон 2 в сомкнутом состоянии образуют ручей, форма и размеры которого соответствуют форме и размерам готового изделия, а по концам имеют цилиндрические заточки. В эти заточки входят фасочные пуансоны 4 с кольцевыми для фасок выточками, свободно перемещающиеся в пазах пуансонодержателей 3 и отжимаюпшеся в нижнем положении пружинами 5. Штифты 6 служат для фиксации исходного положения пуансонов 4.
Сущность действия фасочных пуансонов состоит в том, что при опускании верхней плиты п тампа они попадают в гнезда матрицы п
под действием пуансонодержателей будут продвигаться внутрь штампа. отфор;,1овывая торцы у1Ч)льника. При обратном движении верхней плиты фасочные пуансоны отожмутся пружинами вниз и освободят угольник.
Предмет изобретения
Штамп для изготовления угольников из трубных заготовок при штамповке в две операции, отличающийся тем, что для образования фасок на торцах формуемого угольника, штамп снабжен двумя подпружиненными формуюшими фаски пуансонами, могундими перемещаться в расположенных под углом 45 к оси штампа пазах пуансонодержателей и входящими, при смыкании штампа, в цил шдрические заточки мат));ць и пуапсопа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для изготовления угольников из трубных заготовок | 1959 |
|
SU130324A1 |
| Составной сердечник для штамповки угольников из труб | 1958 |
|
SU118689A1 |
| Устройство для отрезания и снятия фасок с торцов угольников и т.п. изделий | 1958 |
|
SU117829A1 |
| Штамп для рубки трубных заготовок | 1953 |
|
SU105879A1 |
| Зажимное поворотное приспособление для крепления трубной заготовки двойника | 1958 |
|
SU119422A1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
