При штамповке днищ, особенно тонкостенных из нержавеющей стали некоторых марок, упругость металла оказывается недостаточно для съема днища с пуансона даже при наличии конусности. Возможно также повреждение днищ из-за одностороннего их ггъема вследствие неравномерности вытяжки. Брак днищ вызывает большой перерасход дорогостоящего нержавеющего и черного листового проката.
Описываемый вытяжной штамп облегчает съем днищ с пуансона и снижает их брак.
Это достигается тем, что цилиндрическая часть пуансона выполнена в виде свободно надетого на пуансоне кольца с буртом, опирающегося снизу на бурт, образованный сферической донной частью пуансона.
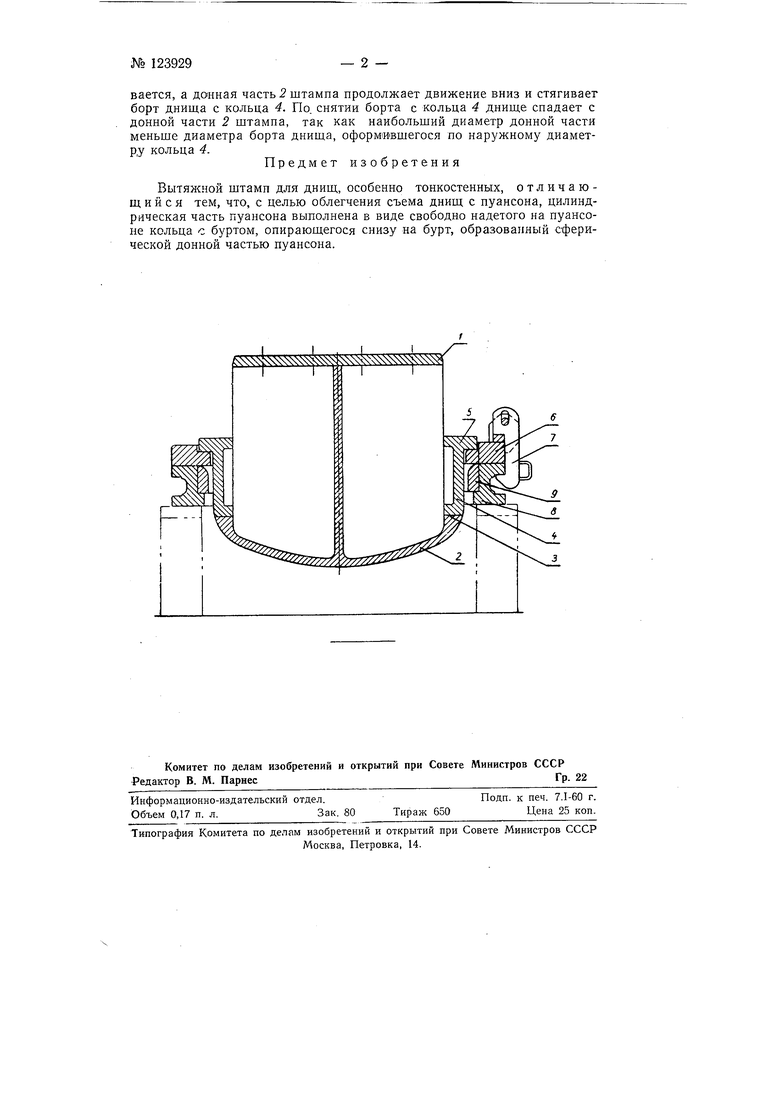
На чертеже изображен штамп в разрезе.
Штамп / имеет сферическую донную часть 2 с буртом 3. На бурт 3 опирается свободно надетое на цилиндрическую часть штампа сменное кольцо 4 с буртом 5. Кольцо 4 для холодной штамповки выполняется с наружным (рабочим) диаметром, равным наибольщему диаметру донной части 2 штампа- Нижний периметр кольца для горячей штамповки является продолжением сферической донной части щтампа, а наружный диаметр цилиндрической части кольца выполнен с учетом усадки (больше номинального диаметра днища в холодном состоянии на величину усадки).
Штамповка днища и его съем производятся следующим образом. До момента соприкосновения бурта 5 кольца 4 с прижимным кольцом , удерживаемым клиновой поворотной скобой 7 через матрицу 8, установленную под сменным кольцом 9, процесс протекает, как в обычном штампе. Высота кольца 4 до бурта 5 принята такой, чтобы соприкосновение бурта 5 с прижимным кольцом 6 происходило в момент, когда борт днища уже вышел из калибрующего кольца. При движении штампа вниз бурт 5 опирается на прижимное кольцо 6. В этот момент кольцо 4 останавливается, а донная часть 2 штампа продолжает движение вниз и стягивает борт днища с кольца 4. По, снятии борта с кольца 4 днище спадает с донной части 2 штампа, так как наибольщий диаметр донной части меньше диаметра борта днища, оформившегося по наружному диаметр,у кольца 4.
Предмет изобретения
Вытяжной штамп для днищ, особенно тонкостенных, отличающийся тем, что, с целью облегчения съема днищ с пуансона, цилиндрическая часть пуансона выполнена в виде свободно надетого на пуансоне кольца с буртом, опирающегося снизу на бурт, образованный сферической донной частью пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки днищ | 1983 |
|
SU1121080A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ, ЭЛЛИПТИЧЕСКИХ И ДРУГИХ КУПОЛООБРАЗНЫХ ДНИЩ | 1991 |
|
RU2018389C1 |
| СПОСОБ ФОРМОВКИ СФЕРИЧЕСКИХ, ЭЛЛИПТИЧЕСКИХ И ДРУГИХ КУПОЛООБРАЗНЫХ ДНИЩ | 1966 |
|
SU182667A1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СМЕННЫМИ БЛОКАМИ-РЕЗАКАМИ "ВИКОСТ" | 2000 |
|
RU2184031C2 |
| Штамп для вытяжки днищ | 1974 |
|
SU550198A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ | 1965 |
|
SU224466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДНИЩ | 1996 |
|
RU2098209C1 |
