1
Изобретение относится к обработке металлов давлением, в частности к штамповке изделий, к объемной .штамповке для- изготовления изделий типа фланцев. , Известны конструкции штампов- для изготовления изделий с фланцем, содержащие верхяюю плиту со смонтированными на ней подпружиненным пуансоном и обоймой, основание с установленными на нем колонкой и матрицей. Штамп обладает тем недостатком, что в конечной стадии формовки нри .вытекании металла в облой имеет место значительное возрастание усилий штамповки, а после отрезки сплошного облойного кольца возникают сложности с его удалением.
Целью предлагаемого изобретения является снижение усилия штамповки и облегчение удаления облоя.
Эта цель достигается тем, что в штамне предусмотрена кольцевая компенсационная ш,ель, образованная втулкой, обрезной матрицей и радиально установленными между ними сменными разделителями, острые скошенные кромки которых обращены внутрь штампа, при этом разделители установлены в радиальных пазах торцовой поверхности втулки и удерживаются от смещения вдоль паза заплечиком, выполненным на тыловой части разделителя.
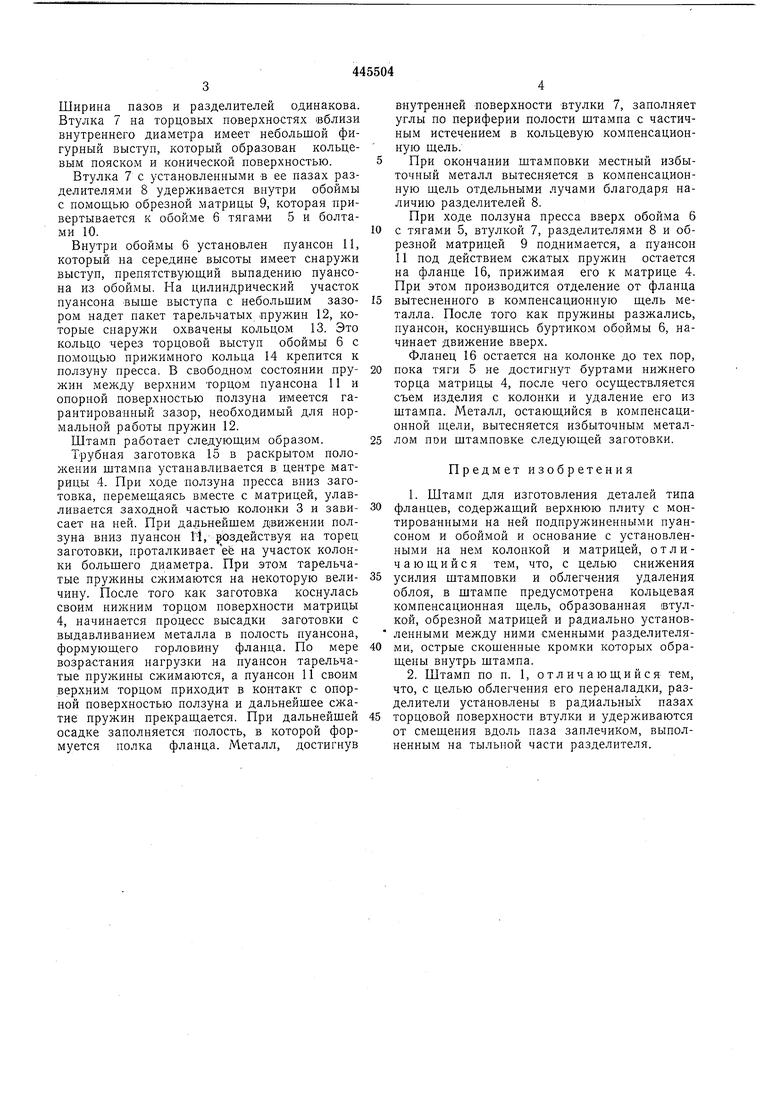
На фиг. 1 изображен предлагаемый штамп, общий вид; на фиг. 2 - сечение по А-А на фиг. 1.
К основанию 1 кренится с помощью шайбы
2 ступенчатая колонка 3. Матрица 4 подвижно соединена тягами 5 с обоймой 6. В центре матрицы 4 имеется центральное отверстие с заходной фаской со стороны нижней плоскости для надежной центрации ее по колонке
3. Отверстие в матрице 4 выполнено несколько большего диаметра, чем диаметр утолщенной части колонки 3.
По периферии матрицы имеются три отверстия для свободного перемещения тяги 5
с буртами при подъеме и опускапии матрицы 4. Тяги на другом конце имеют участок с резьбой для крепления в обойме 6.
Внутри обоймы в кольцевой расточке помещается втулка 7, на торцовых по(верхностях которой имеются равномерно распределенные по окружности радиальные пазы для установки в них сменных разделителей 8. Разделители со стороны, обращенной внутрь штампа, имеют острые или слегка притупленные кромки.
На тыльной стороне (обращенной наружу) разделителей имеется выступ, который препятствует перемещению их вдоль пазов, так как этот выступ с одной стороны упирается
в обойму 6, а с другой стороны во втулку 7.
Ширина пазов и разделителей одинакова. Втулка 7 на торцовых поверхностях вблизи внутреннего диаметра имеет небольшой фигурный выступ, который образован кольцевым пояском и конической поверхностью.
Втулка 7 с установленными в ее пазах разделителями 8 удерживается внутри обоймы с помощью обрезной матрицы 9, которая привертывается к обойме 6 тягами 5 и болтами 10.
Внутри обоймы 6 установлен пуансон 11, который на середине высоты имеет снаружи выступ, препятствующий выпадению пуансона из обоймы. На цилиндрический участок пуансона выше выступа с небольшим зазором надет пакет тарельчатых пружин 12, которые снаружи охвачены кольцом 13. Это кольцо через торцовой выступ обоймы 6 с помощью прижимного кольца 14 крепится к ползуну пресса. В свободном состоянии пружин .между верхним торцом пуансона 11 и опорной поверхностью ползуна имеется гарантированный зазор, необходимый для нормальной работы пружин 12.
Штамп работает следующим образом.
Трубная заготовка 15 в раскрытом положении щтампа устанавливается в центре матрицы 4. При ходе ползуна пресса вниз заготовка, перемещаясь вместе с матрицей, улавливается заходной частью колонки 3 и зависает на ней. При дальнейщем движении ползуна вниз пуансон М, воздействуя на торец заготовки, проталкивает её на участок колонки большего диаметра. При этом тарельчатые пружины сжимаются на некоторую величину. После того как заготовка коснулась своим нижним торцом поверхности матрицы 4, начинается процесс высадки заготовки с выдавливанием металла в полость пуансона, формующего горловину фланца. По мере возрастания нагрузки на пуансон тарельчатые пружины сжимаются, а пуансон 11 своим верхним торцом приходит в контакт с опорной поверхностью ползуна и дальнейшее сжатие пружин прекращается. При дальнейшей осадке заполняется полость, в которой формуется полка фланца. Металл, достигнув
внутренней поверхности втулки 7, заполняет углы по периферии полости штампа с частичным истечением в кольцевую компенсационную щель.
При окончании штамповки местный избыточный металл вытесняется в компенсационную щель отдельными лучами благодаря наличию разделителей 8.
При ходе ползуна пресса вверх обойма 6 с тягами 5, втулкой 7, разделителями 8 и обрезной матрицей 9 поднимается, а пуансон 11 под действием сжатых пружин остается на фланце 16, прижимая его к матрице 4. При этом производится отделение от фланца вытесненного в компенсационную щель металла. После того как пружины разжались, пуансон, коснувщись буртиком обоймы 6, начинает движение вверх.
Фланец 16 остается на колонке до тех пор, пока тяги 5 не достигнут буртами нижнего торца матрицы 4, после чего осуществляется съем изделия с колонки и удаление его из штампа. Металл, остающийся в компенсационной щели, вытесняется избыточным металлом пои штамповке следующей заготовки.
Предмет изобретения
1.Штамп для изготовления деталей типа фланцев, содержащий верхнюю плиту с монтированными на ней подпружиненными пуансоном и обоймой и основание с установленными на нем колонкой и матрицей, отличающийся тем, что, с целью снижения усилия штамповки и облегчения удаления облоя, в штампе предусмотрена кольцевая компенсационная щель, образованная втулкой, обрезной матрицей и радиально установленными между ними сменными разделителями, острые скошенные кромки которых обращены внутрь штампа.
2.Штамп по п. 1, отличающийся тем, что, с целью облегчения его переналадки, разделители установлены в радиальных пазах торцовой поверхности втулки и удерживаются от смещения вдоль паза заплечиком, выполненным на тыльной части разделителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для отбортовки | 1980 |
|
SU940927A1 |
| Штамп для закрытой объемной штамповки | 1987 |
|
SU1579623A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |

вытесненный S . номпенсачуоЩК vfenb металл
