Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении особо тонкостенных среднегабаритных точных сферических неполного контура деталей, например днищ, из труднодеформируемого титанового сплава ВТ 14.
Характерной особенностью титановых сплавов является пониженная пластичность, следовательно, пониженная штампуемость в холодном состоянии. Для повышения штампуемости, т.е. получения большей степени деформации за одну операцию, для вытяжки титановых сплавов применяется способ вытяжки с нагревом. Для титанового сплава ВТ14 вытяжка с нагревом для достижения наибольшей штампуемости должна производиться в температурном интервале 600-750°С. При этом рабочие части штампа (матрица, прижим) рекомендуется предварительно подогревать, т.к. нагретая заготовка быстро остывает при контакте со штампом. Штампы для вытяжки, как правило, подогреваются электрическими нагревательными спиралями. Для соблюдения оптимального температурного режима штамповки, температуру штампа следует контролировать и регулировать через подведенную термопару автоматическими потенциометрами. Штамповая оснастка должна быть изготовлена из специальных жаропрочных материалов и сплавов. Практически установлено, что нагретые листовые заготовки толщиной 0,8-2,0 мм при переносе и установке их в штамп остывают за 7-10 сек на 150-200°С (1). Следовательно, при штамповке с подогревом тонкостенных деталей, необходимо обеспечить их нагрев непосредственно в зоне штамповки специальными нагревательными устройствами. Очевидно, что способ вытяжки с нагревом для труднодеформируемых титановых сплавов является металлоемким, энергоемким, трудоемким, требует изготовления дополнительных дорогостоящих устройств. Еще одним очень существенным недостатком вытяжки с нагревом является невозможность получения высокой точности профиля вытянутой детали из-за значительной, до 15-20%, разнотолщинности стенки, обусловленной повышенной пластичностью нагретой заготовки.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является способ получения вытяжкой без подогрева полой детали сферической неполного контура формы с относительной глубиной не более 0,1 из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе с минимальным утонением по сферическому профилю не более 5% и высокой точностью профиля с отклонением геометрии в пределах не более 0,05 мм.
Данный технический результат достигается с помощью заявленного способа, включающего установку плоской закаленной заготовки в матрицу с рабочим профилем с геометрией штампуемой детали, прижим фланцевой части заготовки листоприжимом и вытяжку сферической полости неполного контура формы эластичным цилиндрическим пуансоном по жесткой матрице, защемление фланца вытянутой детали с помощью клинового зажима, окончательную вытяжку - формовку жестким сферическим пуансоном в той же матрице и фиксацию пуансона клиновым зажимом с последующей термообработкой детали, находящейся в закрытом комбинированном штампе, используя штамп в качестве приспособления для термофиксации.
При этом эластичный пуансон имеет форму цилиндра с диаметром равным диаметру сферической полости детали
Dцил.пуансона=Dсф.п.дет.
и высотой:
hцил.пуансона=праб.+hприж.+hприп.,
где hраб. - высота рабочей части эластичного пуансона, необходимая для заполнения сферической полости детали находится из равенства объемов цилиндра и сферической полости детали, мм:
hраб.=Vсф.п.дет. × 4/я × Dцил.пуансона2, мм;
Vсф.п.дет.- объем сферической полости детали, мм3;
hприж. - высота листоприжима в штампе, выбирается конструктивно, мм;
hприп.- высота технологического припуска, необходимая для извлечения эластичного цилиндрического пуансона после окончания штамповки, выбирается конструктивно, мм.
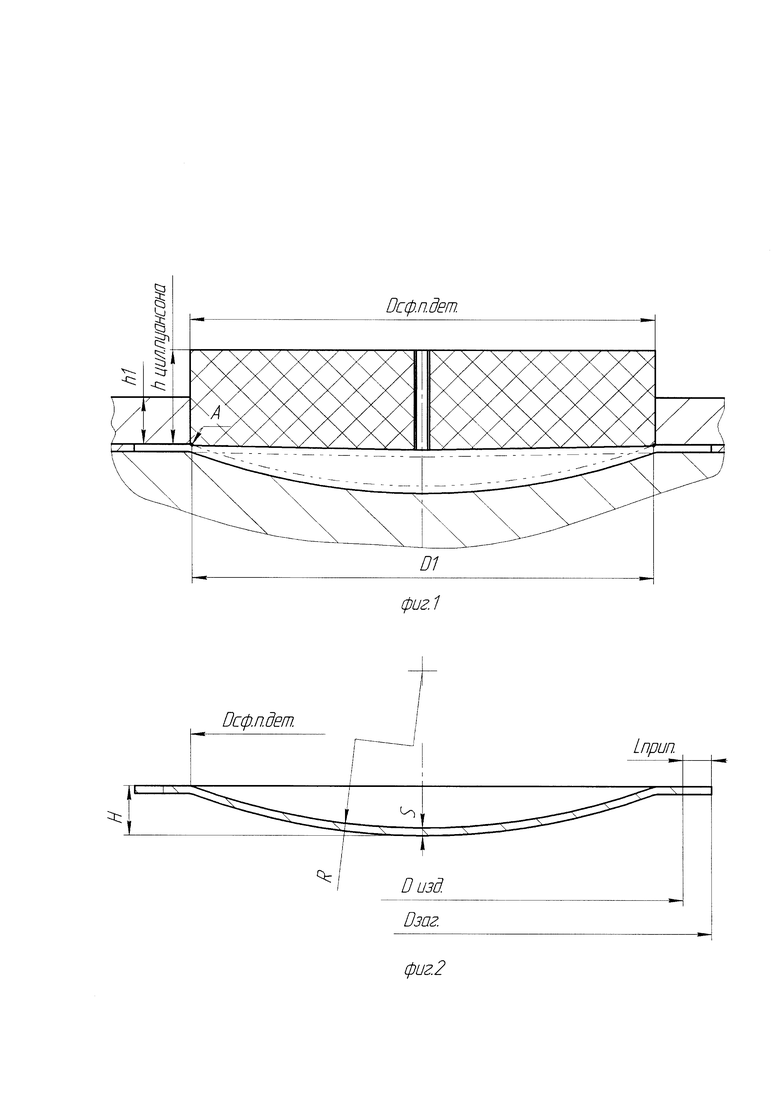
Цилиндрическая форма эластичного пуансона позволяет осуществить прижим заготовки эластичным пуансоном к матрице в самом начале формообразования (вытяжки) в зоне, свободной от соприкосновения с пуансоном - зона А, исключая гофрообразование в этой зоне, что неизбежно при штамповке сферическим пуансоном, причем усилие прижима эластичным пуансоном в зоне А намного превышает усилие вытяжки, вследствие чего, вытяжка сферической полости детали диаметром Dсф.п.дет. производится из заготовки, прижатой эластичным пуансоном в зоне А в начале штамповки и имеющей диаметр D1, очень близкий к Dсф.п.дет., значит, формообразование сферической полости происходит за счет утонения зоны заготовки, ограниченной диаметром D1 (фиг. 1).
При конструктивных параметрах вытягиваемой детали, ограничивающих область применения данного способа и оговоренных выше, а именно, относительной глубине сферической полости не более 0,1 и, следовательно, малой степени деформации, утонение стенки вытянутой детали не превысит 5%.
Для обеспечения полного плотного прилегания эластичного цилиндрического пуансона по всему профилю вытягиваемой детали, указанный пуансон имеет по центру выход воздуха через металлическую трубу ∅6×1,4, также эластичный цилиндрический пуансон заключается в замкнутом металлическом корпусе с внутренним диаметром равным Dцил.пуансона=Dсф.п.дет. В нашем штампе таким корпусом является листоприжим.
В результате такой схемы формообразования, получают деталь с очень высокой точностью сферического профиля без следов, возникающих при многопереходной схеме вытяжки; отсутствием утонения в донной части сферы и дефектов гофрообразования в зоне, свободной от соприкосновения с пуансоном, а также надрывов и разрушений детали, которые часто возникают при вытяжке труднодеформируемых металлов и сплавов по другим известным схемам (2).
При разработке заявленного способа были учтены такие особенности титанового сплава ВТ14, как низкая штампуемость и высокая упругая отдача металла, деформируемого в холодном состоянии. Для улучшения штампуемости, в заявленном способе перед формообразованием используется метод закалки заготовки в воду с t=820...880°C, при этом у сплава ВТ14 значительно снижается предел текучести и уменьшается отношение σ0,2/σв, характеризующее диапазон пластической деформации. Чем ниже отношение σ0,2/σв, тем шире этот диапазон и тем лучше штампуемость (1).
Для сохранения всех высоких точностных параметров вытянутой детали, т.е. исключения последствий упругой отдачи металла, в заявленном способе используется метод термофиксации, который осуществляется в том же штампе после переформовки детали, вытянутой эластичным пуансоном, с предварительно защемленным фланцем, жестким сферическим пуансоном в той же матрице и последующей его фиксацией клиновым зажимом. Детали штампа, в связи с их нагревом в процессе термофиксации до t=900...1200°С, следует изготавливать из стали марки 12Х18Н10Т по ГОСТ 5632-72 или высокопрочного чугуна ВЧ-45-5 по ГОСТ 7293-85.
Способ поясняют чертежами. На фиг. 1 показана схема формовки эластичным цилиндрическим пуансоном. На фиг. 2 изображена штампуемая деталь для примера.
Способ осуществляют следующим образом.
Исходная плоская заготовка из титанового сплава ВТ14 толщиной S=0,8...2,5 мм.
Диаметром Dзаг.=1,13√Рдет.+2 × Lприп., где
Fдет. - площадь поверхности штампуемой детали, мм2;
Lприп.- длина технологического припуска, мм (фиг. 2).
Заготовка перед формообразованием закалена согласно рекомендации
(1).
Формообразование детали заявленным способом осуществляют на прессе двойного действия в комбинированном штампе для вытяжки и последующей термофиксации детали, состоящем из:
- матрицы с рабочим профилем с геометрией штампуемой детали;
- пуансона эластичного, например, полиуретанового, цилиндрической геометрии;
- пуансона жесткого сферического с рабочим профилем с геометрией штампуемой детали;
- плоского листоприжима.
Заготовку устанавливают в трафарет матрицы, опускают прижимную траверсу с листоприжимом, усилие на прижимную траверсу не подается. Внутри листоприжима монтируют эластичный пуансон. Опускают вытяжную траверсу и осуществляют вытяжку эластичным цилиндрическим пуансоном, при этом равномерно выкладывая материал заготовки по профилю матрицы, начиная с наибольшего диаметра сферического профиля к средине (вершине) сферы. После окончания вытяжки, не поднимая вытяжную траверсу, дают давление на прижимную траверсу. Вытянутая деталь находится в зажатом состоянии между матрицей и листоприжимом по фланцевой области, между матрицей и эластичным цилиндрическим пуансоном по сферическому профилю. При помощи клинового зажима «матрица-листоприжим» фиксируют листоприжим и, следовательно, фланец детали. Вытяжную и прижимную траверсы поднимают, извлекают эластичный цилиндрический пуансон. При этом деталь под действием упругой отдачи металла распружинивается в центральной части, фланец остается в неизменном (зажатом) состоянии. Монтируют жесткий сферический пуансон к вытяжной траверсе. Вытяжную траверсу опускают, переформовывая распружинившуюся деталь вышеуказанным пуансоном обратно в первоначально вытянутую эластичным цилиндрическим пуансоном, в конце хода деталь жестко защемляется по профилю между матрицей и жестким сферическим пуансоном. Не поднимая вытяжную траверсу, фиксируют жесткий сферический пуансон при помощи клинового зажима «матрица-пуансон». После чего штамп с зафиксированной в нем деталью подвергают термообработке в электрической печи по режиму окончательного отжига.
При таком способе формообразования полых деталей сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 для деталей с относительной глубиной не более 0,1, получают высокоточные детали с отклонением от профиля в пределах ±0,05 мм с равномерным утонением по сферическому профилю не более 5%. Заявленный способ успешно внедрен на предприятии.
Пример.
Для нашего конкретного случая, внедренного в производство, из плоской закаленной заготовки из сплава ВТ14 толщиной S=0,8 мм и диаметром Dзаг.=600 мм изготавливают сферическую неполного контура формы деталь с фланцем и относительной глубиной Н/Dсф.п.дет.=45/482,87=0,09 (фиг. 2).
Рассчитываем высоту эластичного цилиндрического пуансона:
hцил.пуансона=hраб.+hприж.+hприп.
hприж. - высота листоприжима в штампе выбрана конструктивно и равна 50 мм.
hприп. - высота технологического припуска выбрана конструктивно и равна 27,65 мм.
hраб.=Vсф.п.дет. × 4/π × Dсф.п.дет.2=4092309,055 × 4/π × 482,872=22,35
мм.
hцил.пуансона=22,35+50+27,65=100 мм.
Для расчета утонения в зоне сферической полости находим величину деформации в этой зоне.
ε=(F1-F2)/F2 × 100%, где
F1 - площадь поверхности сферической полости по средней линии, мм2;
F2 - площадь поверхности заготовки для сферической полости (∅482,87),
мм2.
Fl=2π×R × h=2π × 681,9×44,6=187950,73 мм2,
h=(Н - S/2)=45 - 0,4=44,6 мм.
F2=π × Dсф.п.дет.2/4=π × 482,872/4=183033,298 мм2.
ε=(187950,73-183033,298)/183033,298 × 100=2,6%.
Следовательно, толщина стенки сферической полости с учетом утонения:
Syт.=S - (S × 2,6/100)=0,78 мм, где
S=0,8 мм - исходная толщина заготовки.
Таким образом, предлагаемое изобретение позволяет получить вытяжкой в холодном состоянии в одном комбинированном штампе из листа толщиной 0,8 мм из титанового сплава ВТ14 деталь сферической неполного контура формы с относительной глубиной 0,09 с равномерным утонением по сферическому профилю до толщины 0,78 мм и с отклонением от геометрии профиля в пределах ±0,05 мм.
Источники информации
1. Ю.П. Давыдов. Технология листовой штамповки титановых сплавов. М. Машгиз., 1963, стр. 37-38; 48.
2. В.П. Романовский. Справочник по холодной штамповке. Л. Машиностроение, 1979, стр. 156-157, 208-211.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛИ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С В ОДНОМ ШТАМПЕ | 2015 |
|
RU2635990C2 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 1998 |
|
RU2158644C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2020014C1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2000 |
|
RU2187399C2 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАКЕТА ЭКВИДИСТАНТНЫХ КРУПНОГАБАРИТНЫХ ОБОЛОЧЕК ОЖИВАЛЬНОЙ ФОРМЫ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2434705C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1999 |
|
RU2150344C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2069593C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении особо тонкостенных среднегабаритных точных сферических неполного контура деталей, например днищ, из труднодеформируемого титанового сплава ВТ14. Плоскую закаленную заготовку устанавливают в матрицу с рабочим профилем с геометрией штампуемой детали. Осуществляют прижим фланцевой части заготовки листоприжимом и вытяжку сферической полости неполного контура эластичным цилиндрическим пуансоном по жесткой матрице. При этом защемление фланца вытянутой детали осуществляют клиновым зажимом, а окончательную вытяжку - формовку жестким сферическим пуансоном в той же матрице. После чего в том же штампе осуществляют термофиксацию детали. Обеспечивается равномерное утонение по сферическому профилю детали. 2 ил., 1 пр.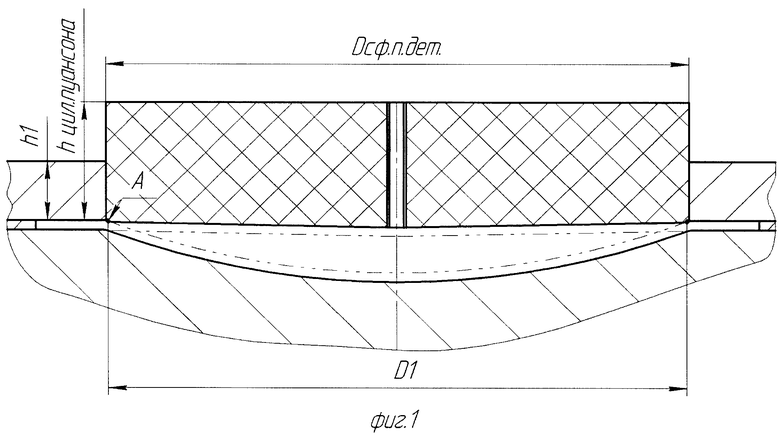
Способ изготовления вытяжкой без подогрева полой сферической детали неполного контура из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе, включающий установку плоской закаленной заготовки в матрицу с рабочим профилем с геометрией штампуемой детали, прижим фланцевой части заготовки листоприжимом и вытяжку сферической полости неполного контура эластичным цилиндрическим пуансоном по жесткой матрице, защемление фланца вытянутой детали с помощью клинового зажима, окончательную вытяжку - формовку жестким сферическим пуансоном в той же матрице и фиксацию пуансона клиновым зажимом с последующей термообработкой детали, находящейся в закрытом комбинированном штампе, используемом в качестве приспособления для термофиксации.
| RU 1185706 C, 27.03.1999 | |||
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| GB 1057464 A, 01.02.1967. | |||

