днища стабилизируется (до размера пу аисона).
По достижении необходимой степени охлаждения (которая зависит от марки стали) пуансону сообщают движение вниз. При этом упор 10 начинает взаимодействовать с прижимным кольцом 2 и дальнейшее перемещение пуансона вниз вызывает внутренней части 8 кольца пуансона вверх по пуансону. Часть 11 кольца пуансона сжимается и донная часть 5 цуансона стягивает днище с части И. Далее днище свободно сцадает в полость матрицы 1.
Ф о р iM у л а Изобретения
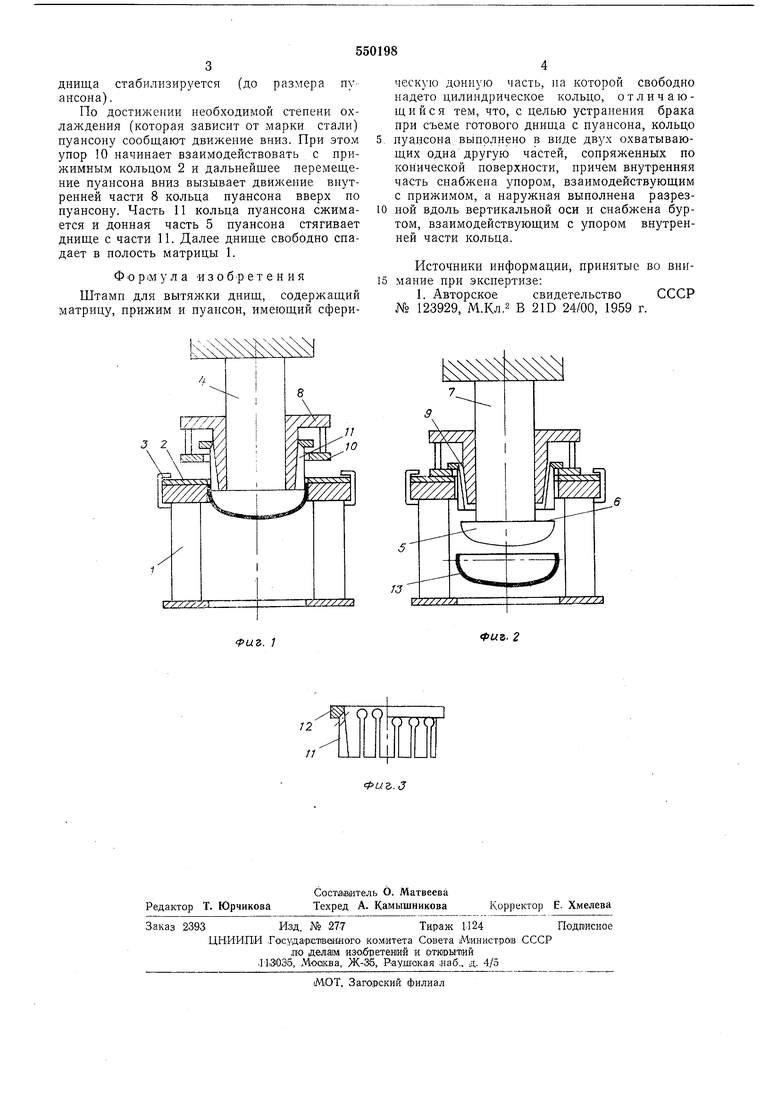
Штамп для вытял ки днищ, содержащий матрицу, прижим и пуансон, имеющий сферическую донную часть, на которой свободно надето цилиндрическое кольцо, отличающийся тем, что, с целью устранения брака при съеме готового днища с пуансона, кольцо
пуансона, выполнено в виде двух охватывающих одна другую частей, сопряженных по конической поверхности, причем внутренняя часть снабжена упором, взаимодействующим с прижимом, а наружная выполнена разрезной вдоль вертикальной оси и снабжена буртом, взаимодействующим с упором внутренней части кольца.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 123929, М.Кл.2 В 21D 24/00, 1959 г.
3 2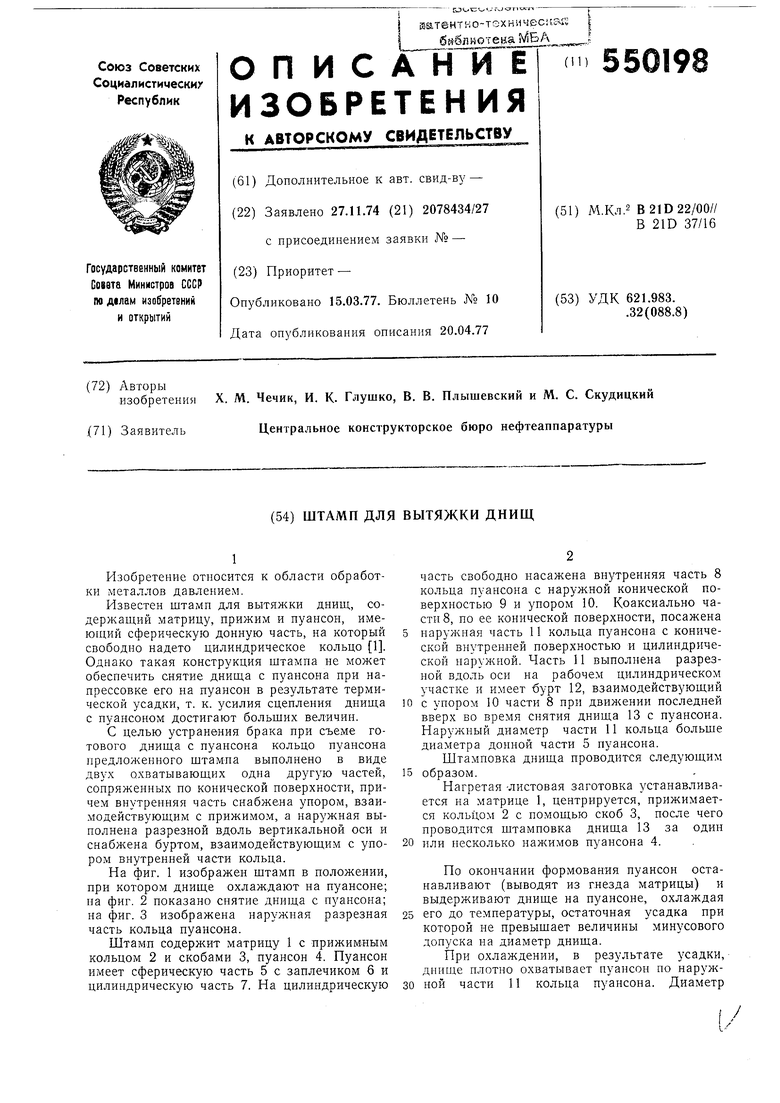
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки днищ | 1983 |
|
SU1121080A1 |
| Устройство для получения колец роликоподшипников из комплектных заготовок | 1990 |
|
SU1807913A3 |
| Вытяжной штамп для днищ | 1959 |
|
SU123929A1 |
| Устройство для формовки полых деталей из листовых заготовок | 1980 |
|
SU997908A1 |
| Штамп для изготовления полых изделий | 1991 |
|
SU1819710A1 |
| Способ изготовления коробчатых изделий и штамп для его осуществления | 1978 |
|
SU747577A1 |
| Штамп для выдавливания и протяжки изделий типа стаканов | 1976 |
|
SU703207A1 |
| СПОСОБ ДЕМОНТАЖА ПУЛЬ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2015 |
|
RU2587771C1 |
| Пресс-форма | 1985 |
|
SU1310234A1 |
| Устройство для обратного выдавливания полых изделий с фланцем | 1973 |
|
SU471946A1 |
