Изобретение относится к области холодной обработки металлов давлением и может быть использовано при изготовлении сферических днищ.
Известен штамп для калибровки полусферических изделий из листового материала, содержащий сферический пуансон и соответствующую ему по форме матрицу, закрепленную в нижней части штампа.
Описываемый штамп отличается от известного тем, что, с целью повышения точности калибровки внутренней поверхности изделия и улучшения его качества, матрица выполнена тонкостенной из упругого материала с равномерной толщиной стенки по сферической поверхности и имеет утолщение в виде кольцевого бурта, которым она опирается на установленную в нижней части штампа кольцевую подставку.
С целью калибровки полусферических изделий, имеющих фланец, штамп снабжен соответствующим размеру фланца калибрующим плоским кольцом и зажимным кольцом, свободно установленным на припусковые края фланца, при этом калибрующее плоское кольцо имеет кольцевую выемку, в которую свободно входит зажимное кольцо, а на подставке, имеющей кольцевую коническую проточку, установлена кольцевая опора с соответствующей конической внутренней поверхностью и с наружным диаметром, меньшим внутреннего диаметра зажимного кольца на двойную толщину фланца.
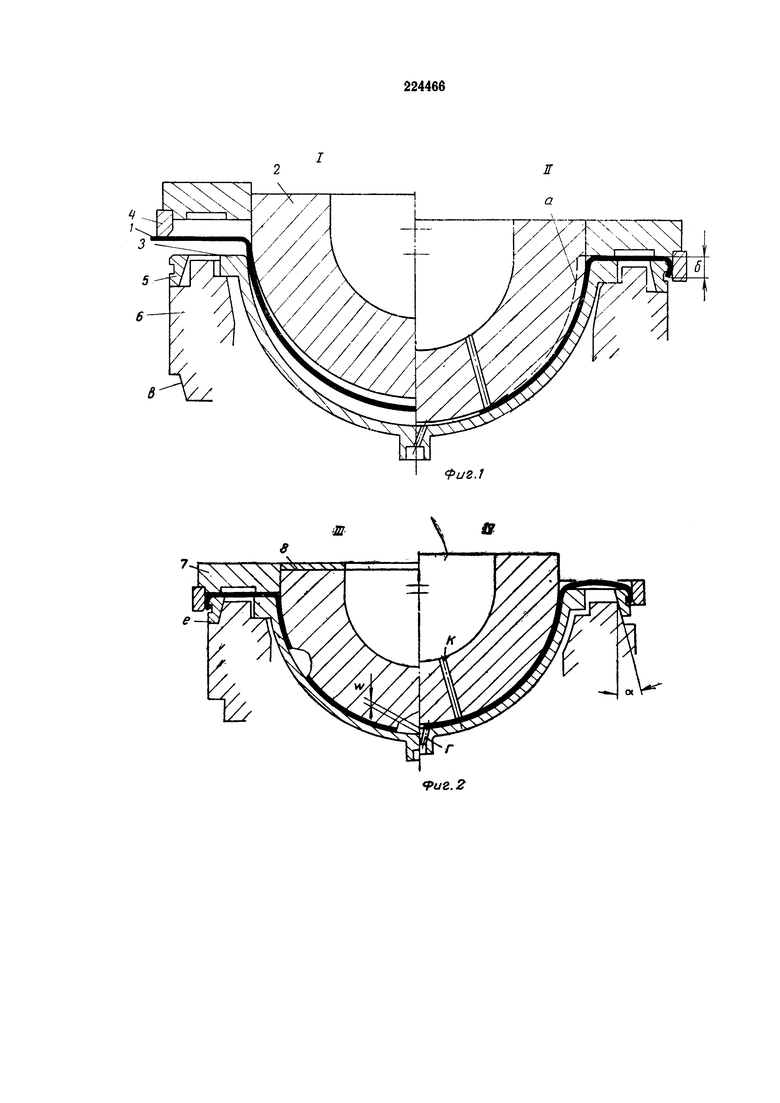
На фиг. 1 дано расположение деталей штампа в процессе калибровки сферы; на фиг. 2 - расположение деталей штампа при калибровке фланца.
В положении I заготовка 1 защемляется между пуансоном 2 и буртом матрицы 3 за счет натяга. По мере внедрения пуансона в заготовку (положение II) матрица расширяется и постепенно прижимает заготовку к пуансону.
Для тонких деталей необходимо, чтобы скольжение происходило между пуансоном и заготовкой. Это достигается более высокой чистотой поверхности на пуансоне, чем на матрице.
Одновременно происходит отбортовка и предварительное защемление наружного контура фланца заготовки под действием упругих колец 4 и 5 (борт б технологический).
Таким образом, первым ходом штампа осуществляется равномерное защемление фланца по наружному и внутреннему контурам и частичная деформация полусферы (пунктир а); при этом детали 2, 3, 4, 5 и заготовка 1 становятся связанными между собой.
Далее эти детали поднимаются и после переворота подставки 6 устанавливаются уже на коническую часть подставки в конической поверхностью кольца 5.
Повторным ходом штампа осуществляется калибровка фланца и окончательная калибровка сферы. Деформация сферической части заготовки осуществляется совместно с матрицей под действием пуансона до упора в плиту 7 (положение III); при этом введением прокладки 8 предварительно увеличивается высота пуансона на величину  .
.
Деформация фланца осуществляется совместно с упругими кольцами под действием конуса подставки до упора в торец е.
Во избежание коробления заготовки под действием упругих сил матрицы (при разборе) в первую очередь из матрицы выталкивается заготовка совместно с пуансоном, затем пуансон выталкивается из заготовки. Выталкивание осуществляется сжатым воздухом соответственно через отверстия  .
.
После снятия давления штампа (положение IV) кольца 4 и 5 вследствие упругости поднимаются (α больше угла трения) и совместно с бортом фланца принимают свой первоначальный размер, сжимая фланец, который теряет устойчивость. При снятии наружного кольца фланец снова принимает плоскую форму и освобождает кольцо 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586174C1 |
| Способ изготовления изделий типа патрубков с фланцем | 1984 |
|
SU1181771A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления оболочки и устройство для его осуществления | 1985 |
|
SU1609438A3 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
1. Штамп для калибровки полусферических изделий из листового материала, содержащий сферический пуансон и соответствующую ему по форме матрицу, закрепленную в нижней части штампа, отличающийся тем, что, с целью повышения точности калибровки внутренней поверхности изделия и улучшения его качества, матрица выполнена тонкостенной из упругого материала с равномерной толщиной стенки по сферической поверхности и имеет утолщение в виде кольцевого бурта, которым она опирается на установленную в нижней части штампа кольцевую подставку.
2. Штамп по п. 1, отличающийся тем, что, с целью калибровки полусферических изделий, имеющих фланец, он снабжен соответствующим размеру фланца калибрующим плоским кольцом и зажимным кольцом, свободно устанавливаемым на припусковые края фланца, при этом калибрующее плоское кольцо имеет кольцевую выемку, в которую свободно входит зажимное кольцо, а на подставке, имеющей кольцевую коническую проточку, установлена кольцевая опора с соответствующей конической внутренней поверхностью и с наружным диаметром, меньшим внутреннего диаметра зажимного кольца на двойную толщину фланца.
