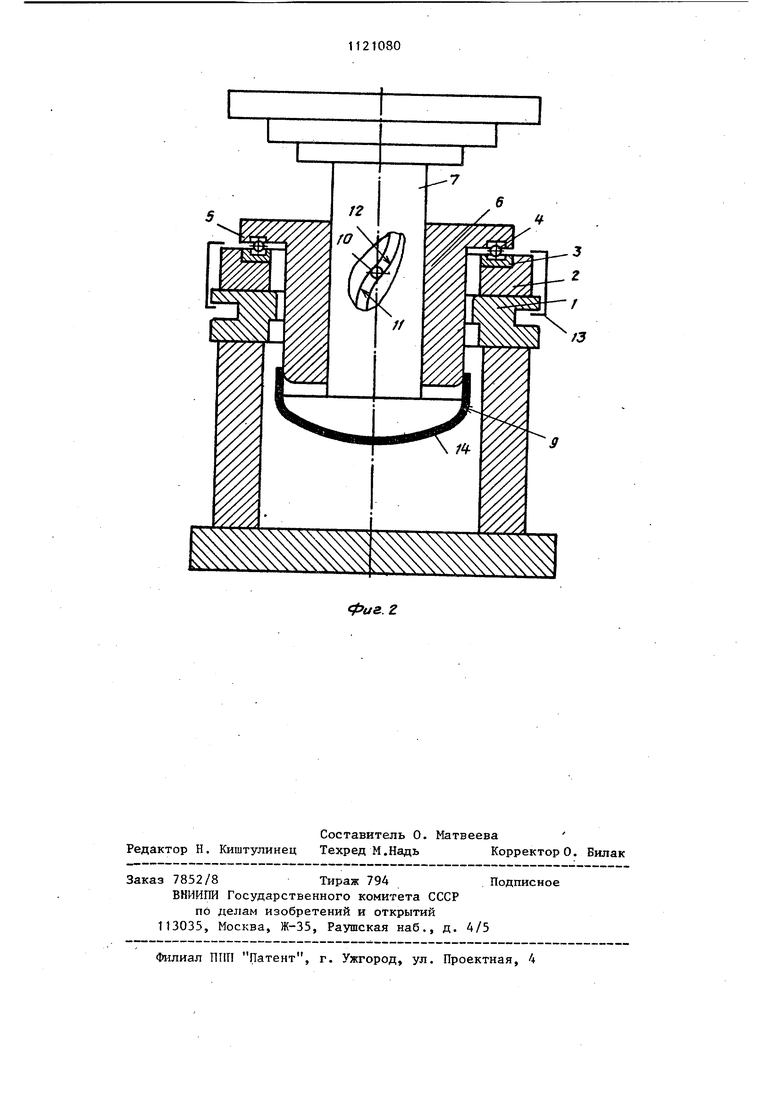
1 Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупн габаритных сферических днищ. Наиболее близким к предлагаемому является штамп для вытяжки днищ, содержащий матрицу, прижим и пуансон со сферической донной частью, несущий цилиндрическое кольцо с буртом ( 1 7. Недостатком известного штампа является затрудненный съем готового изделия с пуансона, что ухудшает ка чество готового изделия. Цель изобретения - повышение качества готовых изделий за счет исключения брака при съеме с пуансона Поставленная цель достигается тем, что в штампе для вытяжки днищ, содержащем матрицу, прижим и пуансон со сферической донной частью, несущий цилиндрическое кольцо с буртом, последнее установлено на пуансоне с возможностью вращения и выполнено со спиральными пазами на внутренней поверхности, а пуансон снабжен упорами, размещенными на его боковой поверхности и входя1ЦИМИ в спиральные пазы. При этом штамп снабжен сепаратором с шариками, размещенными между прижимом и буртом цилиндрического кольца, На фиг. 1 изображен штамп в поло жении, при котором днище охлаждается на пуансоне; на фиг. 2 - снятие днища с пуансона. Штамп содержит матрицу.1, прижим 2 с сепаратором 3, несущим шарики 4, установленные по периметру бурта 5 цилиндрического кольца 6, которое надето на пуансон 7 со сферической донной частью 8 и заплечиками 9 . На пуансоне 7 смонтированы упоры 10, которые взаимодействуют с боковыми поверхностями 11 спираль ных направляющих пазов 12, расположенных диаметрально в цилиндрическом кольце 6. Прижим 2 фиксируется на матрице 1 с помощью скоб 13. Снятие днища 14 производится 02 при перемещении пуансона 7 относительно неподвижного цилиндрического кольца 6 на стадии съема детали. Наружный диаметр цилиндрического кольца 6 соответствует рабочему диаметру сферической донной части 8 пуансона 7, которые равны внутреннему диаметру цилиндрической части днища 14. Штамп работает следующим образом. Нагретую листовую заготовку устанавливают на матрицу 1, центрируют и прижимают прижимом 2 с помощью скоб 13, после чего производится штамповка днища 14 за один или несколько нажимов пуансона 7. По окончании вытяжки пуансон 7 останавливают и вьщерживают днище 14 на пуансоне 7, охлаждая его до температуры, остаточная усадка при которой не превьшает величины минусового допуска на диаметр днища 14. При охлаждении, в результате усадки, днище плотно охватывает пуансон 7 по наружной части, кроме того, плотно охватывается и наружная часть цилиндрического кольца 6. Диаметр днища стабилизируется до размера пуансона 7. При достижении днищем 14 необходимой степени охлаждения пугнсону 7 сообщают движение вниз. Бурт 5 через шарики 4 взаимодействует с сепаратором 3 прижима 2 и осуществляет остановку цилиндрического кольца 6. Начинается процесс снятия днища 14 с цилиндрического кольца 6. Одновременно с этим упоры 10 входят во взаимодействие с боковыми поверхностями 11 спиральных направляющих пазов 12 и поворачивают цилиндрическое кольцо 6 вокруг пуансона 7. Для облегчения поворачивания цилиндрического кольца 6 взаимодейст вие бурта 5 с прижимом 2 осуществляется через шарики 4.J Предлагаемый штамп обеспечивает получение изделий хорошего качества за счет стабилизации процесса съема готового изделия с пуансона.
Фи&.г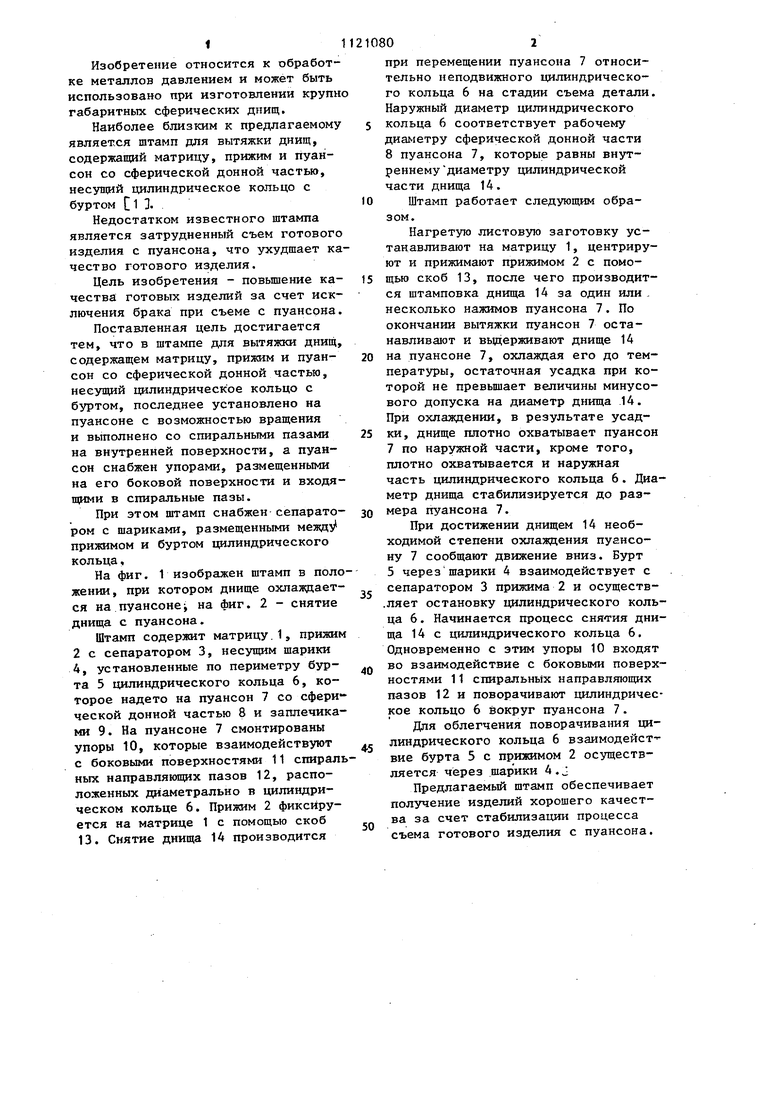
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ, ЭЛЛИПТИЧЕСКИХ И ДРУГИХ КУПОЛООБРАЗНЫХ ДНИЩ | 1991 |
|
RU2018389C1 |
| Вытяжной штамп для днищ | 1959 |
|
SU123929A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| Штамп для вытяжки | 1986 |
|
SU1362541A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Способ изготовления коробчатых изделий и штамп для его осуществления | 1978 |
|
SU747577A1 |
| Штамп для вытяжки изделий | 1984 |
|
SU1222734A1 |
| Штамп для вытяжки днищ | 1974 |
|
SU550198A1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
1. ШТАМП ДЛЯ ВЫТЯЖКИ ДНИЩ, содержащий матрицу, прижим и пуансон со сферической донной частью, несущий цилиндрическое кольцо с буртсм, отличающийся тем, что, с целью повышения качества готовых изделий за счет исключения брака при съеме с пуансона, цилиндрическое кольцо установлено на пуансоне с возможностью вращения и вьшолнено со спиральными пазами на внутренней поверхности, а пуансон снабжен упорами, размещенными на его боковой поверхности и входящими в спиральные пазы. 2. Штамц по п. 1, отличающийся тем, что он снабжен сепаратором с шариками, размещенными между прижимом и буртом цилиндрического кольца. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вытяжной штамп для днищ | 1959 |
|
SU123929A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (прототип). | |||
