Изобретение относится, к промышлености строительных материалов,к огнепорной промьшшенности и может быть, спользовано в печах для обжига стротельных и огнеупорных изделий.
Целью изобр етения является увелиение срока службы вагонетки.
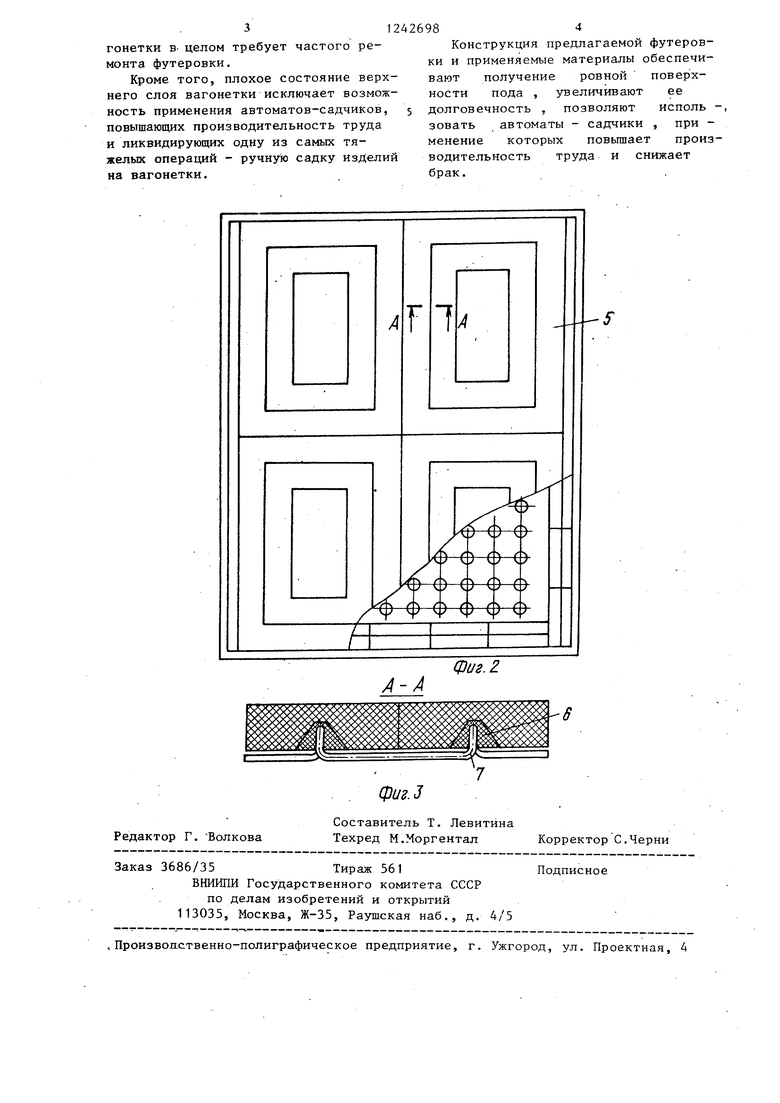
На фиг. 1 представлена вагонетка, на фиг. 2 - то же, вид сверху, на иг. 3 - разрез А-А на фиг. 2.
Вагонетка содержит металлическое основание 1, на котором располоена комбинированная футеровка. Нижний слой 2 футеровки выполнен из обычного холоднотвердеющего бетона, в котором замоноличены окантовочные блоки.3, выполненные из бгнеупорного бетона и основания опор 4 верхнего слоя. При этом нижний слой является нивелирующим и обеспечивающим плоскостность верхних поверхностей окан- товочных блоков и опор. Верхний слой устанавливается на блоки и опоры, что более равномерно распределяет нагрузку на основание вагонетки и . состоит из коаксиально расположенных элементов 5, изготовленных из огнеупорного бетона. Опоры верхнего слоя представляют собой стержни, выполненные из огнеупорного бетона и установленные в нижнем слое с частотой, обеспечивающей равномерное перераспределение нагрузки с верхнего слоя на основание вагонетки.
С целью сохранения достаточной прочности и обеспечения монолитности элемента верхнего слоя имеются Гнезда 6 для установки в них замков 7 в виде скоб, например металлических. Между верхним и нижним слоями имеется теплоизоляционный слой 8.
Размеры футеровки составляют 2200 X 1800 мм. Окантовочные блоки, опоры и элементы верхнего слоя выполнены из огнеупорного бетона на
фосфатном связующем с корундовым заполнителем. В качестве теплоизоляционного слоя используется шамот
и вспученный вермикулит.
Термостойкость футеровки определяется термостойкостью верхнего- слоя, которая, в свою очередь,определяется свойствами материала и наличием правильно расположенных зазоров - термических швов между отдельными эле- :м.ентами верхнего слоя. Термические швы позволяют компенсировать терми
5
0
5
0
5
0
5
0
5
ческие напряжения, .возникающие из-за. наличия разности температур в различных местах верхнего слоя. Т акая разность температур возникает в результате технической сложности достижения равномерного температурного поля в печи и принципа работы печных вагонеток, так как она предназначена для обжига изделий, которые до обжига, как правило, имеют большую теплоемкость и обладают эндотермическим эффектом. Таким образом, при идеальном температурном поле печи неизбежна разность температур между той частью верхнего слоя, на которой расположены обжимные изделия, и той частью, на которой их нет. На- пример, если происходит обжиг глиняного кирпича, то вектор градиента температур на верхнем слое футеровки вагонетки направлен от периферии к центру пакета кирпичей. Опасные термические напряжения возникают в сечениях, параллельных фронту распространения тепла. Об этом свидетельствует характер образования трещин верхнего слоя футеровки вагонетки. Поэтому для того, чтобы исключить образование трещин, необходимо расчленить на элементы верхний слой, т.е. убрать между отдельными частями верхнего слоя механическую связь, выполнив зазоры, параллельные фронту распространения тепла.
Механическая прочность футеровки определяется, кроме свойств материала футеровки, конструкцией основания вагонетки, в частности металлическим ограясдением окантовочных блоков футер-овки. Как показывает анализ практического опыта кирпичных заводов это ограждение служит не долго по следующей причине. Нагрузка на печную вагонетку, например, от пакета кирпичей в основном действует нормально поверхности верхнего слоя центральной части футеровки, который при незначительном разрушении не способен воспринимать всю нагрузку и распределять ее через окантовочные блоки на их ограждение. Кроме того, металлическое ограждение испытывает воздействие высокой температурь;., . что также снижает механическую прочность.
Таким образом, небольшой срок службы футеровки, а следовательно, и вагонетки B. целом требует частого ремонта футеровки,
Кроме того, плохое состояние верхнего слоя вагонетки исключает возможность применения автоматов-садчиков, повышающих производительность труда и ликвидирующих одну из самых тяжелых операций - ручную садку изделий на вагонетки.
Конструкция предлагаемой футеровки и применяемые материалы обеспечивают получение ровной поверхности пода , увеличивают ее
долговечность
позволяют исполь -,
зовать автоматы - садчики , при - менение которых повышает производительность труда и снижает брак.
А
Г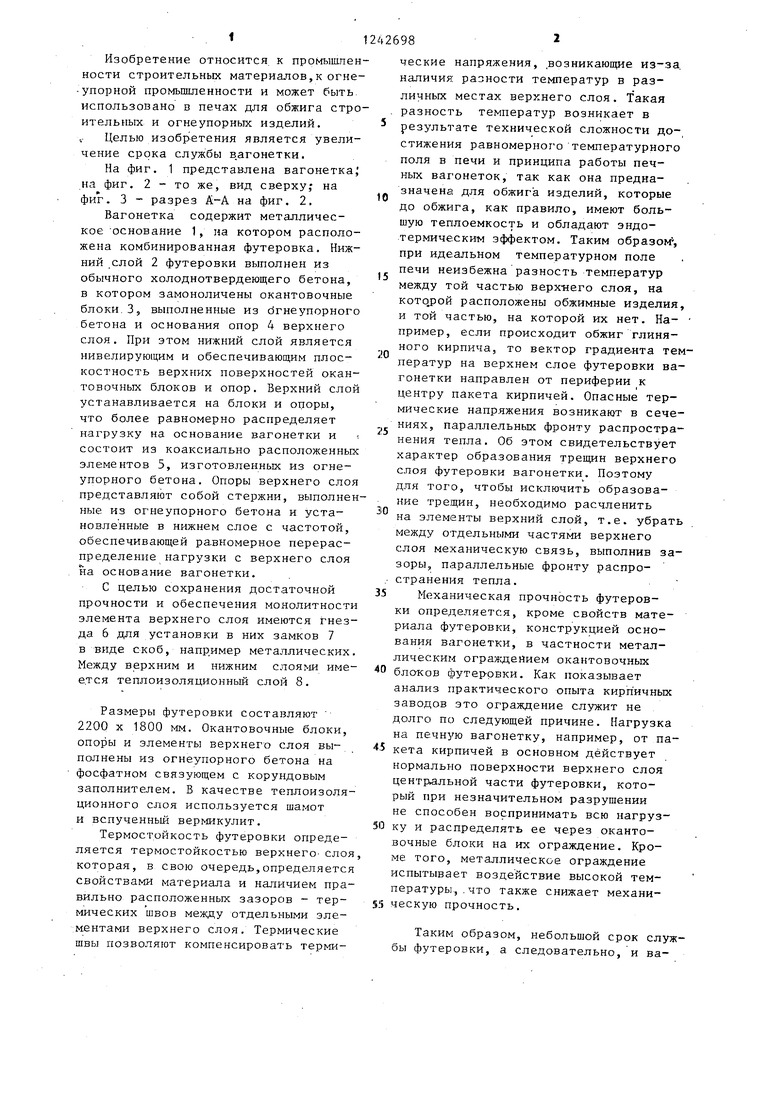
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАГОНЕТКА ДЛЯ ТУННЕЛЬНОЙ ПЕЧИ | 2009 |
|
RU2403520C1 |
| ЗАЩИТНОЕ ОБРАМЛЕНИЕ ПОДВИЖНОЙ ПОДИНЫ | 2005 |
|
RU2300065C2 |
| Вагонетка туннельной печи | 1987 |
|
SU1483227A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ МЕТОДОМ КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2009 |
|
RU2397068C1 |
| Вращающаяся печь | 1982 |
|
SU1141291A1 |
| ПЕЧЬ ДЛЯ СУШКИ И ОБЖИГА ИЗДЕЛИЙ | 1992 |
|
RU2041437C1 |
| Вагонетка туннельной печи | 1985 |
|
SU1435917A1 |
| Футеровка вагонетки туннельной печи | 1987 |
|
SU1698609A1 |
| ТУННЕЛЬНЫЙ АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031341C1 |
| Технологическая линия производства керамических изделий | 1986 |
|
SU1399130A1 |

А-А
Фиг. 2
фиг.З
Составитель Т. Левитина Редактор Г -Волкова Техред М.Моргентал Корректор С.Черни
Заказ 3686/35Тираж 561Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Произвопственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Тележка для транспортировки мульд | 1980 |
|
SU911114A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Кашкаев И.С | |||
| Шейман Е.Ш.Производство глиняного кирпича | |||
| М.: Высшая школа, 1978, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
