Изобретение относится к технологии олнмерных материалов и может быть„ спользовано для контроля отверждения итьевых полимерных композиций горяего отверждения, например эпоксидых, полиэфирных, полиуретановых и др.
Целью изобретения является повы- . шение точности контроля отверждения высоковязких литьевых полимерных композиций при одновременном упрощении - способа контроля.
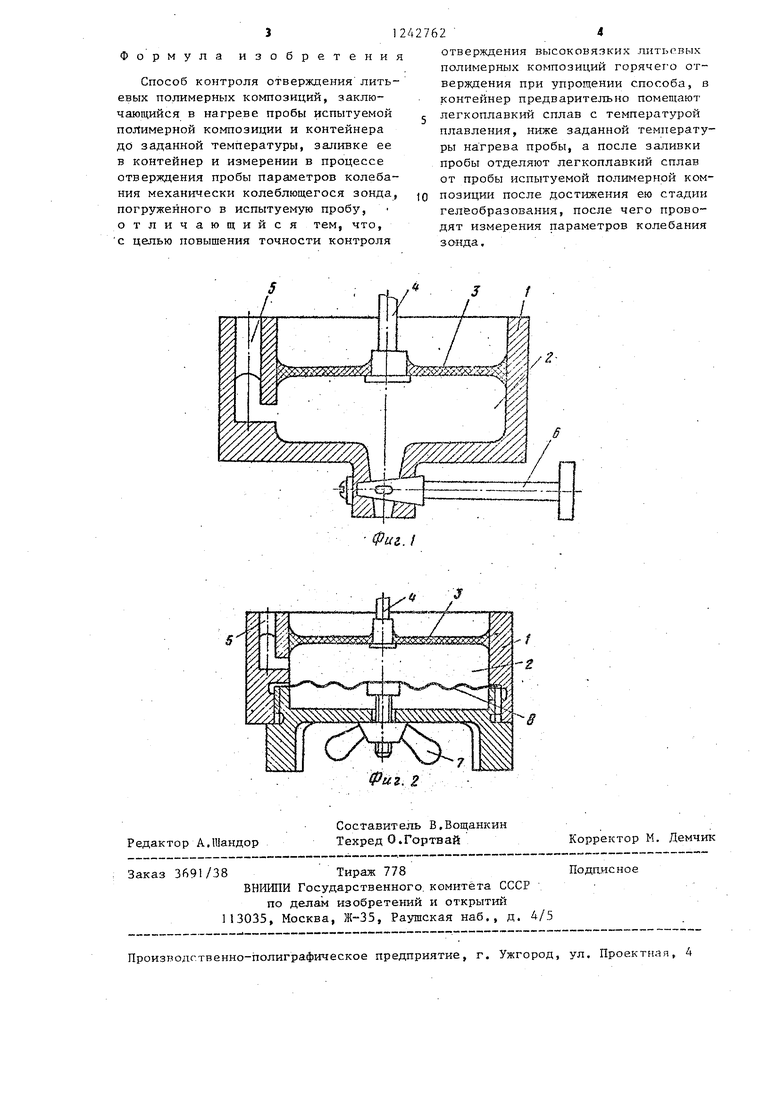
На фиг. 1 и 2 показано устройство для осуществления способа.
Сущность предлагаемого способа заключается в нагреве пробы испытуемой полимерной композиции и контейнере до заданной температуры, заливки ее в контейнер и измерения в процессе отверждения пробы параметров колебания механически колеблющегося зондаf погруженного в исследуемую пробу, причем предварительно перед заливкой помещают в контейнер легкоплавкий сплав (например, сплав Вуда) с температурой плавления, ниже заданной температуры нагрева пробы, а после заливки пробы отделяют легкоплавкий сплав от пробы испытуемой полимерной композиции после достижения ею стадии гелеобразования, после чего проводят измерения параметров колебаний зовда, по которым ведут контроль отверждения пробы,.
Способ осуществляют следующим образом.
Пример, В контейнер 1 (фиг. 1) помещают легкоплавкий сплав
(например, сплав Буда) 2, по объему раза в 3-5 превосходящий объем пробы 3 исследуемой литьевой полимерной композиции. Затем контейнер 1 и пробу 3 композиции нагревают до установленной температуры. При этом легкоплавкий спЛйВ 2, имеющий более низкую температуру плавленияj, чем установленная температура нагрева контейнера 1 и пробы 3, расплавляется и занимает некоторый объем в нижней части контейнера 1, После этого пробу 3 исследуемой пол:имерной композиции заливают в контейнер 1 и она растекается по свободной поверхности расплавленного легкоплавкого сплава 2, Так как легкоплавкий сплав 2 имеет объемньй вес, в несколько раз больший, чем исследуемая композиция, то через некоторое вре
мя на свободной пов.ерхности легкоплавкого сплава проба испытуемой литьевой полимерной композиции формируется в виде тонкой равнотолщинной
пластинки. По периметру проба соприкасается с, контейнером 1 , образуя за счет в огнутого мениска ее наружной поверхности и выпуклого мениска легкоплавкого сплава полосу контакта более широкую, чем толщина пробы. Этим обеспечивается более надежная адгезионная связь между контейнером 1 и пробой 3, а также между пробой 3 и зондом 4,
г
После заливки пробы ее отвержда- ют в соответствии с установленной температурой отверждения. После гелеобразования, протекающего в пробе, в процессе отверждения через определенный промежуток времени проба способна сохранять свою первоначальную форму, поэтому легкоплавкий сплав отедляют от нее. Так как легкоплавкий сплав сообщается с атмосферой через отверстие 5 в контейнере 1, то, поворачивая выпускной кран 6, удаляют легкоплавкий сплйв из полости контейнера 1, После этого проба материала, сформированная в полости контейнера в виде равнотолщинной пласт нки, приводится в непрерывные или периодические колебания посредством зонда 4, вплоть до окончательного отверждения пробы.
Контроль полноты отверждения производится, как и в известных способах, путем измерения параметров колебания: механически колебл ощегося зонда.
Пример 2, Способ, реализуемый с применением устройства, изображенного на фиг, 2, протекает та- таким же образом, как и в примере 1, с той лишь разницей, что в данном случае отделение пробы испытуемой полимерной композиции от легкоплавкого сплава происходит иначе, а
именно: гайка 7 завинчивается, при этом сопрягаемый с ней винт, жестко соединенный с металлической гофрированной мембраной 8, перемещается вниз, оттягивая мембрану 8. В данном случае отпадает необходимость в переливании легкоплавкого сплава, а он всегда находится в контейнере, что делает способ более удобным.
Формула изобретенн
Способ контроля отверждения литьевых полимерных композиций, заключающийся в нагреве пробы испытуемой полимерной композиции и контейнера до заданной температуры, заливке ее в контейнер и измерении в процессе отверждения пробы параметров колебания механически колеблющегося зонда, погруженного в испытуемую пробу, отличающийся тем, что, с целью повышения точности контроля
отверждения высоковязких литьевых полимерных композиций горячего отверждения при упрощении способа, в контейнер предварительно помещают легкоплавкий сплав с температурой плавления, ниже заданной температуры нагрева пробы, а после за.пивки пробы отделяют легкоплавкий сплав от пробы испытуемой полш 1ерной композиции после достижения ею стадии гелеобразования, после чего проводят измерения параметров колебания зонда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля отверждения полимерных композиций | 1982 |
|
SU1032418A1 |
| Способ контроля степени отверждения полимерной композиции | 1980 |
|
SU894477A1 |
| Способ контроля отверждения электроизоляционных полимерных композиций | 1982 |
|
SU1045101A1 |
| Способ контроля степени отверждения термореактивных полимерных материалов | 1984 |
|
SU1267221A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОВОЛОКОННОГО МОДУЛЯ | 2018 |
|
RU2706302C1 |
| СПОСОБ УПАКОВКИ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 1996 |
|
RU2109355C1 |
| Способ определения гель-точки при отверждении реакционноспособных олигомерных систем | 1990 |
|
SU1767404A1 |
| ЭЛАСТИЧНЫЙ ПОЛИМЕРНЫЙ ЭЛЕМЕНТ, ПОДЛОЖКА ОТВЕРЖДАЮЩЕЙСЯ КОМПОЗИЦИИ, ОТВЕРЖДАЮЩАЯСЯ КОМПОЗИЦИЯ, СПОСОБЫ ИХ ПОЛУЧЕНИЯ, СПОСОБ ОТВЕРЖДЕНИЯ, ИЗДЕЛИЯ | 2001 |
|
RU2272051C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗОНДА ДЛЯ БЛИЖНЕПОЛЕВОЙ СВЕРХВЫСОКОЧАСТОТНОЙ МИКРОСКОПИИ | 2011 |
|
RU2475761C2 |
| Эпоксидная композиция | 2023 |
|
RU2807757C1 |
Описан способ контроля степени отверждения полимерных композиций с использованием вибродатчика, в котором формирование пробы осуществляют путем предварительной заливки в контейнер для испытуемой среды легкоплавного сплава, температура плавления которого ниже температуры твердения полимерной композиции, с после- дуюн(ей заливкой исследуемой композиции и отделением ее от сплава. 2 ил. ю 0) fO 
Фиг.}
i t
--8
Фиг, 2
Редактор А.Шандор
Составитель В,Вощанкин Техред О.Гортвай
Заказ 3691/38Тираж 778Подписное
ВШ-ШПИ Государственного, комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М. Демчик
| Резонансный вибрационный способ определения вязкоупругих свойств полимеров | 1971 |
|
SU444092A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля степени отверждения полимерной композиции | 1980 |
|
SU894477A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля отверждения полимерных композиций | 1982 |
|
SU1032418A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
