Изобретение относится к измерительной технике и может быть использовано для дефектоскопии, а именно, для определения:-качества залщтно.го диэлектрического покрытия на поверхности металлических изделий.
Цель изобретения - повьппение точности контроля.
На чертеже показано устройство для реализации предлагаемого способа.
Устройство содержит изделие 1 (например, стальную трубу с диэлект-- рическим покрытием), электрод 2 разрядника , пневмоцилиндр 3 и источник. 4 напряжения.
Способ осуществляется следующим образом.
Изделие 1 перемещается относителвг- но электрода 2 разрядника, совершая одновременно вращательное- и осевое движения. Электрод 2 разрядника прижимают с некоторым усилием к поверхности контролируемого изделия 1, нап ример, при помощи пневмоцилиндра 3. Источник 4 высокого напряжения соединяют с контролируемым изделием 1 и электродом. 2 разрядника. При вклю-о чении высокого напряжения и отсутствий дефекта ток источника близок к нулю и при перемещении электрода разрядника относительно изделия по- аерхность изделия остается чистой. При наличии в диэлектрическом покрытии дефекта между электродом разрядника и изделием возникает разряд, приводящий к. выгоранию электрода и на поверхности изделия в месте
Л2427952
дефекта появляется пятно от осаждения в этом месте продуктов сгорания электрода.
Точностд) контроля дополнительно 5 повышается, если в процессе переме щения электрод разрядника поджимается с усилием 50-200 кПа, что позволяет исключить погрещность от наличия на поверхности покрытия, неровнос- 10 тей (наплывов, впадин).
Точность фиксирования дефектов возрастает,до 100%.
15
20
25
30
35
Формула изобретения
1. Способ контроля сплошности диэлектрического покрытия на металлических изделиях, заключающийся в обнаружении дефекта покрытия по величине тока, разряда и нанесении метки на поверхность изделия, свидетельствующей о наличии дефекта, от л и- чающийся тем, что, с целью повышения точности контроля, метку наносят одновременно с обнаружением дефекта путем осаждеиия в месте дефекта продуктов выгорания .материала электрода разрядника, при этом электрод изгота зливают из электропроводящего эластичного материала.
.2. .Способ поп.1,отлича-. ю щ и и с я тем, что электрод разрядника поджимается к поверхности изделия с усилием 50 - 200 кПа.
3. Способ по п.2, о тлич аю- щ и и с.я тем, что прижимное усилие создается при помощи пневмоцилиндра.
Формула изобретения
1. Способ контроля сплошности диэлектрического покрытия на металлических изделиях, заключающийся в обнаружении дефекта покрытия по величине тока, разряда и нанесении метки на поверхность изделия, свидетельствующей о наличии дефекта, от л и- чающийся тем, что, с целью повышения точности контроля, метку наносят одновременно с обнаружением дефекта путем осаждеиия в месте дефекта продуктов выгорания .материала электрода разрядника, при этом электрод изгота зливают из электропроводящего эластичного материала.
.2. .Способ поп.1,отлича-. ю щ и и с я тем, что электрод разрядника поджимается к поверхности изделия с усилием 50 - 200 кПа.
3. Способ по п.2, о тлич аю- щ и и с.я тем, что прижимное усилие создается при помощи пневмоцилиндра.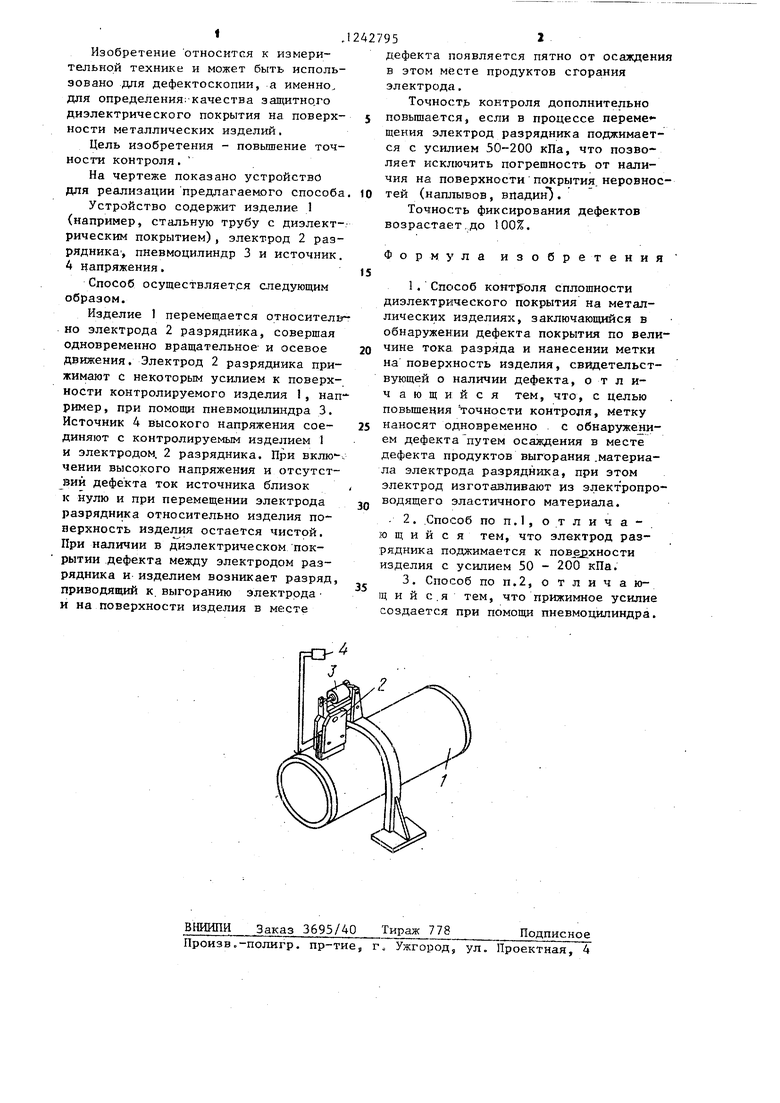
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ ДИЭЛЕКТРИЧЕСКОГО ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 2017 |
|
RU2656292C1 |
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ ПОКРЫТИЯ ИЗ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ НА ЭЛЕКТРОПРОВОДНОЙ ОСНОВЕ | 2002 |
|
RU2237890C2 |
| ЭЛЕКТРОИСКРОВОЙ ИМПУЛЬСНЫЙ ДЕТЕКТОР СПЛОШНОСТИ | 1995 |
|
RU2091784C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СПЛОШНОСТИ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 1992 |
|
RU2046364C1 |
| Устройство для контроля качества неэлектропроводящих покрытий | 1981 |
|
SU987505A1 |
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ ДИЭЛЕКТРИЧЕСКОГО ПОКРЫТИЯ НА ЭЛЕМЕНТАХ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2015 |
|
RU2613571C1 |
| Дефектоскоп | 1989 |
|
SU1805374A1 |
| Электростатический разрядник-индикатор | 1988 |
|
SU1669088A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СПЛОШНОСТИ ПОКРЫТИЯ НА ЛИСТОВОМ ПРОКАТЕ ПРИ ЕГО ДЕФОРМАЦИИ | 2016 |
|
RU2622224C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СПЛОШНОСТИ ПОКРЫТИЯ ПРИ ЕГО ДЕФОРМАЦИИ | 2016 |
|
RU2618720C1 |
Изобретение относится к измерительной технике и предназначено для дефектоскопии, а именно для опредет- ления качества защитного диэлектрического покрытия на поверхности металлических изделий, и может быть использовано в металлургии и других отраслях промышленности при изготовлении проката, труб и других изделий с защитным покрытием. Способ контроля сплошности диэлектрического покрытия на металлическом изделии осуществляется при перемещении : контролирз емого объекта относительно электрода разрядника, при этом объект совершает одновременно осевое и вращательное движения. Для повьш1ения точности обнаружения дефекта наличие его контролируют по электрическому разряду, проводящему к выгоранию электрода, изготовленного из электропроводящего эластичного материала. В месте разряда образуется метка из продуктов сгорания материала электрода. Электрод разрядника прижимают с усилием 50-200 кПа к поверхности контролируемого, изделия, с помощью пневмоцилиндра электрод и изделие соединяют с источником высокого напряжения. 2 з.п. ф-лы, I ил. с (О СЛ
| Способ отметки дефектов на поверхности изделия при акустическом импедансном контроле с помощью искателя и устройство для его осуществления | 1981 |
|
SU993115A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 758709, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
