Изобретение относится к неразрушающим методам контроля и может быть использовано для тестирования в финальной стадии изготовления радиоэлектронной аппаратуры, элементы которой покрыты защитным диэлектриком.
Известен способ обнаружения дефектов сплошности диэлектрика с использованием газового разряда коронного типа [1]. В данном способе контролируемый объект, покрытый защитным диэлектриком, и игольчатый зонд образуют разрядный промежуток. Между объектом и зондом создается разность потенциала источником напряжения, выполняющим одновременно функцию регистратора тока. При наличии дефектов в покрытии между зондом и объектом загорается коронный разряд, ток которого ограничен внутренним сопротивлением источника напряжения.
Недостатком является высокое напряжение, необходимое для зажигания разряда, представляющее опасность для контролируемого объекта, в случае использования данного способа для тестирования радиоэлектронной аппаратуры.
Известен способ контроля сплошности покрытия из диэлектрических материалов на электропроводной основе [2], в основе которого лежит принцип инициирования электрического разряда между сканирующим электродом, находящимся под высоким потенциалом, и контролируемой поверхностью, содержащей дефект сплошности диэлектрического покрытия. Для понижения напряжения инициирования разряда в область промежутка подается газ с низким порогом зажигания разряда.
Недостатком является то, что даже данное напряжение в любом случае остается выше порога дугообразования и представляет риск повреждения контролируемого объекта при использовании данного способа для контроля сплошности диэлектрических покрытий на радиоэлектронной аппаратуре.
Диэлектрические покрытия в радиоэлектронной аппаратуре используются для электроизоляционных целей и наносятся на финальной стадии изготовления изделий. Критическими дефектами, ухудшающими электрическую изоляцию, являются дефекты сплошности покрытия. Для обнаружения дефектов сплошности покрытия должны использоваться методы неразрушающего контроля без воздействия, опасного для контролируемого объекта. При этом способ контроля должен обеспечивать диагностику всей поверхности объекта, в том числе в случае применения способа к изделиям сложной топологии и состоящих из большого числа компонентов. Принципиально важной характеристикой способа контроля является его эффективность с точки зрения сокращения времени процедуры контроля, при этом способ должен обеспечивать достоверность обнаружения дефектов.
Известен способ бесконтактного тестирования устройства [3] с использованием плазменной струи, генерируемой в источнике плазмы с полым катодом. Контролируемый объект расположен на проводящем столе и находится с ним в электрическом контакте. Источник плазмы размещен на двухкоординатном манипуляторе, обеспечивающем сканирование объекта плазменной струей. Между источником плазмы и рабочим столом создается разность потенциалов, и при экспозиции плазмой дефекта, оголенных проводников в контролируемом объекте, в цепи протекает ток, который фиксируется. Данный способ может рассматриваться в качестве прототипа, поскольку для регистрации тока, протекающего через плазменную струю, может использоваться низкое напряжение, не представляющее опасности для объекта в случае применения способа для контроля радиоэлектронной аппаратуры.
Недостатком данного способа контроля является необходимость длительного сканирования объекта контроля в случае наличия в его составе большого количества элементов. При отсутствии дефекта в объекте контроля сканирование становится необязательной процедурой и прямой потерей времени производственного процесса.
Диэлектрические покрытия в радиоэлектронной аппаратуре используются для электроизоляционных целей и наносятся на финальной стадии изготовления изделий. Критическими дефектами, ухудшающими электрическую изоляцию, являются дефекты сплошности покрытия. Для обнаружения дефектов сплошности покрытия должны использоваться методы неразрушающего контроля без воздействия, опасного для контролируемого объекта. При этом способ контроля должен обеспечивать диагностику всей поверхности объекта, в том числе в случае применения способа к изделиям сложной топологии и состоящих из большого числа элементов. Принципиально важной характеристикой способа контроля является его эффективность с точки зрения сокращения времени процедуры контроля, при этом способ должен обеспечивать достоверность обнаружения дефектов.
Техническим результатом данного изобретения является сокращение времени контроля элементов радиоэлектронной аппаратуры, имеющей защитное диэлектрическим покрытие, на предмет наличия дефектов сплошности покрытия при сохранении достоверности результатов контроля.
Указанный технический результат достигается за счет того, что контроль осуществляется в две стадии, в первой из которых используется процедура полного погружения контролируемого объекта в плазму, выявляющая наличие дефекта сплошности диэлектрического покрытия на объекте, и при необходимости во второй стадии осуществляется сканирование объекта плазменной струей с сечением, обеспечивающим точность локализации дефекта, при этом сканирование осуществляется лишь для тех объектов, для которых выявлено наличие дефекта при полном погружении в плазму.
Техническая сущность изобретения заключается в следующем. Контролируемый объект, представляющий собой модуль или составную часть модуля, состоящую из элементов радиоэлектронной аппаратуры, покрытый защитной диэлектрической пленкой, помещается в вакуумную камеру, в которой создается вакуум. Затем вокруг объекта создается плазменное окружение, при котором плазма находится под отрицательным потенциалом относительно объекта. Разность потенциалов между плазмой и объектом устанавливается ниже напряжений, опасных для объекта контроля, и в любом случае не выше порога дугообразования в вакууме (порядка 30 В). В случае наличия дефекта сплошности в диэлектрической пленке за счет разности потенциалов из плазмы на объект замыкается ток электронов, эмитируемых плазмой. Электронный ток jes из плазмы на дефект сплошности вычисляется по формуле  , где е - заряд электрона, ne - электронная концентрация плазмы, νe - хаотическая (тепловая) скорость электронов плазмы (для плазмы электрического разряда в вакууме и газе низкого давления можно полагать νe=106 м/с), S - площадь дефекта сплошности диэлектрической пленки. В зависимости от требований к максимально допустимому размеру дефекта сплошности и чувствительности регистратора тока формулируется требование к способности источника плазмы создавать плазму с электронной концентрацией ne.
, где е - заряд электрона, ne - электронная концентрация плазмы, νe - хаотическая (тепловая) скорость электронов плазмы (для плазмы электрического разряда в вакууме и газе низкого давления можно полагать νe=106 м/с), S - площадь дефекта сплошности диэлектрической пленки. В зависимости от требований к максимально допустимому размеру дефекта сплошности и чувствительности регистратора тока формулируется требование к способности источника плазмы создавать плазму с электронной концентрацией ne.
Для повышения эффективности способа контроль осуществляется в две стадии. В первой стадии контроля объекты, содержащие дефекты сплошности покрытия, отделяются от бездефектных объектов путем полного погружения каждого из контролируемых объектов в плазму. На второй стадии используется сканирование поверхности объекта узкой плазменной струей с малым шагом перемещения источника плазмы относительно объекта при сканировании. Соответственно, при отсутствии дефектов, выявленных на первой стадии, вторая стадия контроля не проводится.
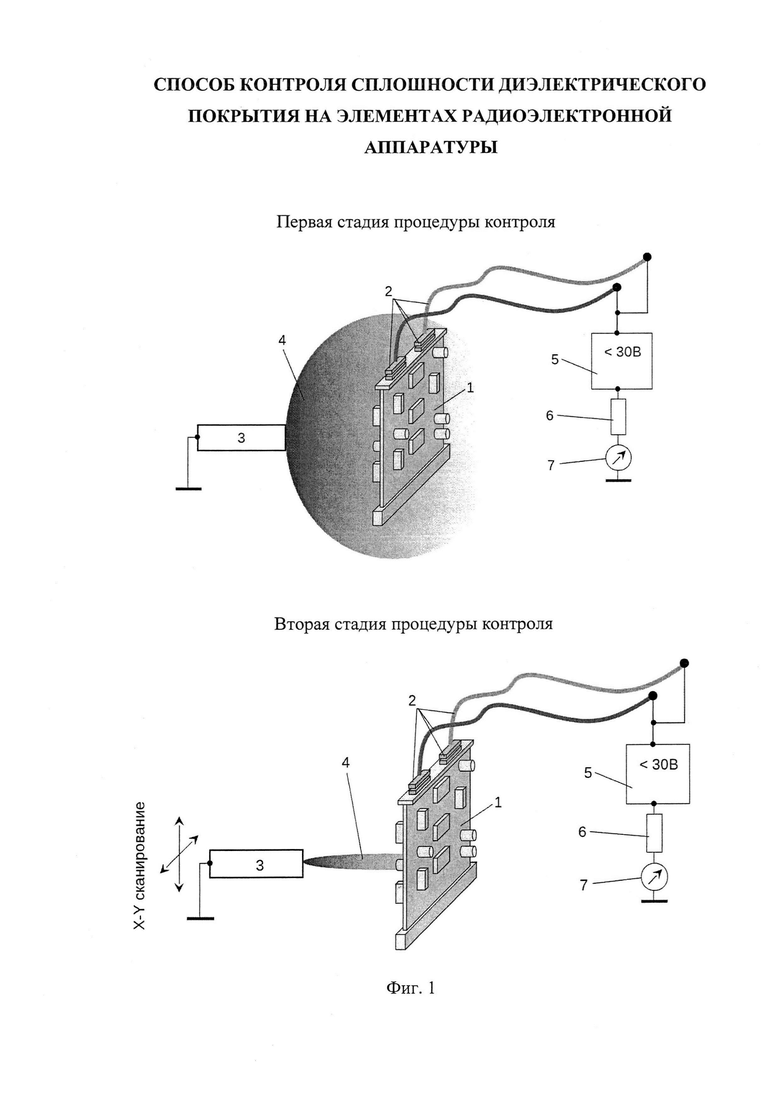
Указанный способ может быть реализован с использованием схемы, представленной на Фиг. 1.
Объект контроля в виде модуля аппаратуры 1 и элементов кабельной сети 2 расположены напротив источника плазмы 3. В первой стадии источник плазмы 3 генерирует плазменную струю 4 большой площади сечения, обеспечивающую плазменное окружение вокруг контролируемого объекта. Элементы кабельной сети 2 подключены к источнику напряжения 5, при этом потенциал объекта контроля относительно источника плазмы 3 устанавливается ниже уровня, опасного для контролируемого объекта. При наличии дефектов защитной изоляции на поверхности объекта в цепи источника напряжения 5 протекает ток, измеряемый прибором 7. При необходимости раздельного контроля по цепям компонентов объекта тестирования 1 и 2 прибор 7 является многоканальным с числом каналов, пропорциональным числу цепей, требующих контроля. Для дополнительного ограничения тока в цепи используется резистор 6. По величине тока вычисляется суммарная площадь открытых токоведущих поверхностей объекта, не имеющих защитного диэлектрического покрытия.
При отсутствии тока (либо при токе ниже критического уровня, соответствующего дефекту максимально допустимого размера) в цепи источника напряжения 5 объект контроля считается бездефектным и вторая стадия процедуры контроля не требуется. При обнаружении тока в цепи источника напряжения 5 выше критического уровня процедура контроля переходит во вторую стадию. Во второй стадии источник плазмы 3 обеспечивает генерацию узкой плазменной струи и с использованием двухкоординатного манипулятора сканирует объект контроля с шагом перемещения источника плазмы 3 порядка радиуса сечения плазменной струи 4. Вторая стадии процедуры контроля применяется лишь к объектам, в которых обнаружены дефекты в первой стадии. В отличие от первой стадии во второй стадии обеспечивается локализация дефектов диэлектрического покрытия.
За счет использования дополнительной операции достигается более высокая эффективность процедуры контроля серии объектов с сохранением высокой точности локализации дефектов.
Источники информации
1. Yoshikazu Hamada. Method and Apparatus for Detecting Pinhole // Патент США (19) US (11) 4914395 (13) G01R 31/12. - Заявл. 12.05.1989. - Опубл. 03.04.1990.
2. Астафьев А.Г. Способ контроля сплошности покрытия из диэлектрических материалов на электропроводной основе // Патент РФ (19) RU (11) 2237890 (11) МПК G01N 27/68, G01R 31/12. - Заявл. 11.10.2002. - Опубл. 20.04.2004.
3. David Dutton, Gloria Hofler, Michael Nystrom. Systems and methods for a contactless electrical probe // Заявка на патент США (19) US (11) 20060139039 (13) G01R 31/02. - Заявл. 23.12.2004. - Опубл. 29.06.2006.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ И УСТРАНЕНИЯ ДЕФЕКТОВ СПЛОШНОСТИ ДИЭЛЕКТРИЧЕСКОГО ПОКРЫТИЯ НА ЭЛЕМЕНТАХ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2017 |
|
RU2664784C1 |
| СПОСОБ ИСПЫТАНИЯ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ КОСМИЧЕСКИХ АППАРАТОВ НА СТОЙКОСТЬ К ВТОРИЧНОМУ ДУГООБРАЗОВАНИЮ | 2016 |
|
RU2644455C1 |
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ ДИЭЛЕКТРИЧЕСКОГО ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 2017 |
|
RU2656292C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОЧИЩЕННЫХ ПОДЛОЖЕК ИЛИ ЧИСТЫХ ПОДЛОЖЕК, ПОДВЕРГАЮЩИХСЯ ДОПОЛНИТЕЛЬНОЙ ОБРАБОТКЕ | 2006 |
|
RU2423754C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТОЙКОСТИ К ДУГООБРАЗОВАНИЮ ЭЛЕМЕНТОВ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ КОСМИЧЕСКИХ АППАРАТОВ | 2013 |
|
RU2539964C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРИПОВЕРХНОСТНЫХ СЛОЕВ ДИЭЛЕКТРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2083981C1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕХАНИЧЕСКИХ ДЕФЕКТОВ НА ПОВЕРХНОСТИ ТВЕРДЫХ МАТЕРИАЛОВ | 2014 |
|
RU2579546C1 |
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ ПОКРЫТИЯ ИЗ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ НА ЭЛЕКТРОПРОВОДНОЙ ОСНОВЕ | 2002 |
|
RU2237890C2 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА | 1995 |
|
RU2113331C1 |
| Способ многоуровневого комплексного контроля технического состояния радиоэлектронных систем | 2018 |
|
RU2694158C1 |
Использование: для тестирования в финальной стадии изготовления радиоэлектронной аппаратуры, элементы которой покрыты защитным диэлектриком. Сущность изобретения заключается в том, что способ содержит сканирование элементов радиоэлектронной аппаратуры контролируемого объекта плазменной струей при разности потенциалов между плазмой и объектом ниже уровня напряжений, опасных для объекта контроля, с одновременной регистрацией электрического тока из объекта в плазму, предварительно контролируемый объект полностью погружается в плазму, выявляя на этой стадии наличие дефекта сплошности диэлектрического покрытия на объекте, и при необходимости выполняется дальнейшее сканирование элементов объекта плазменной струей с сечением, обеспечивающим точность локализации дефекта. Технический результат: обеспечение возможности сокращения времени обнаружения дефектов сплошности диэлектрического покрытия при сохранении достоверности результатов контроля. 1 з.п. ф-лы, 1 ил.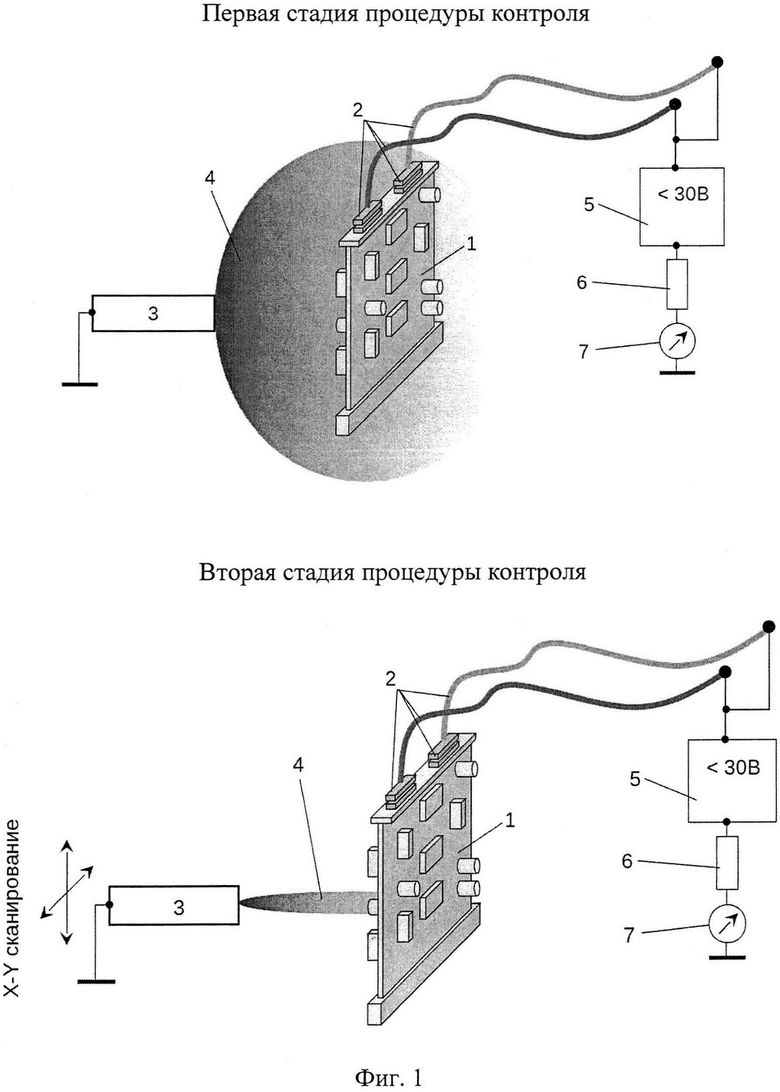
1. Способ контроля сплошности диэлектрического покрытия на элементах радиоэлектронной аппаратуры, использующий сканирование элементов радиоэлектронной аппаратуры контролируемого объекта плазменной струей при разности потенциалов между плазмой и объектом ниже уровня напряжений, опасных для объекта контроля, с одновременной регистрацией электрического тока из объекта в плазму, отличающийся тем, что предварительно контролируемый объект полностью погружается в плазму, выявляя на этой стадии наличие дефекта сплошности диэлектрического покрытия на объекте, и при необходимости выполняется дальнейшее сканирование элементов объекта плазменной струей с сечением, обеспечивающим точность локализации дефекта.
2. Способ по п. 1, отличающийся тем, что разность потенциалов между плазмой и объектом устанавливается не выше порога дугообразования в вакууме.
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ ПОКРЫТИЯ ИЗ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ НА ЭЛЕКТРОПРОВОДНОЙ ОСНОВЕ | 2002 |
|
RU2237890C2 |
| Способ контроля сплошности диэлектрических покрытий | 1988 |
|
SU1599747A1 |
| Способ контроля сплошности диэлектрических покрытий металлических объектов и устройство для его осуществления | 1989 |
|
SU1709253A1 |
| US 20060139039 A1, 29.06.2006 | |||
| US 6118285 A, 12.09.2000. | |||

