Обрезка конусов у трубок высокого давления производится в настоящее время при помощи ножниц, которые дают низкую производительность, сминают концы у обрезанной трубки, что вызывает необходимость выполнения дополнительной операции - торцовки обрезанных концов трубок на наждачном круге.
Описываемый станок для обрезки конусов у трубок высокого давления роторного типа, в котором обрезаемые трубки вставляются в кли-. новые пазы дисков вращающегося барабана и прижимаются в них роликами во время отрезки конусов дисковой пилой, дает возможность ликвидировать операцию торцовки концов трубок, полуавтоматизировать процесс обрезки конусов.
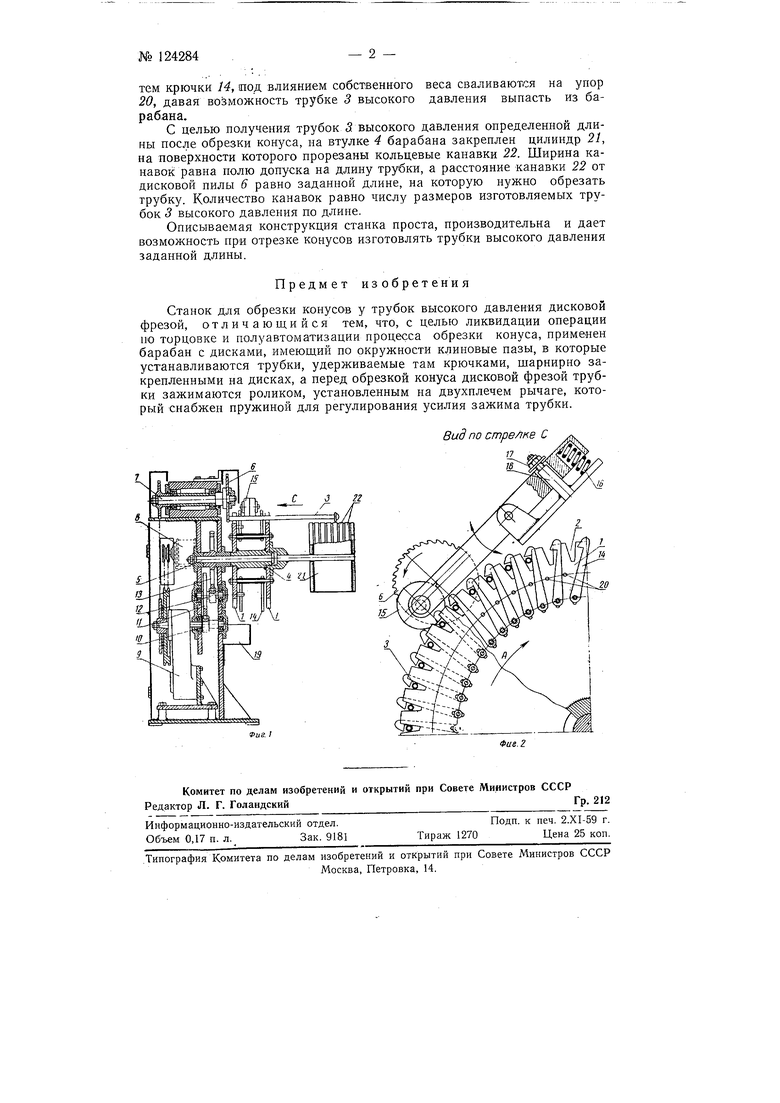
На фиг. 1 схематически изображен станок для обрезки конусов у трубок высокого давления; на фиг. 2 - вид по стрелке С на фиг. 1.
Станок состоит из барабана, представляющего собой два диска /, имеющие прорези 2, в которые закладываются обрабатываемые трубки 3 высокого давления, закрепленные на одной втулке 4, плотно посаженной на валу 5, и дисковой пилы 6 для обрезания конусов у трубок 5 высокого давления, плотно посаженной на шпинделе 7. Вал 5 приводится во вращение мотором 8 через редуктор 9 и шестерни 10, 11, 12 и 13. Шпиндель 7 приводится во вращение тем же мотором 8 через шкив редуктора 9 и цепь Галля.
Обрабатываемые трубки 3 высокого давления вставляются в прорези 2 дисков 1 барабана и удерживаются в них от выпадания двумя крючками 14, падающими на трубки 3 под действием собственного веса при вращении барабана по стрелке А.
При подходе трубок 3 высокого давления к дисковой пиле 6 ролики 15 под действием пружины 16 заклинивают трубку 5 в пазах дисков 1 барабана и в таком .положении производится обрезка конусов. Пружина 16 регулируется гайкой 17, навинчиваемой на стержне 18. Отрезанные конуса падают в корыто 19.
Продвигаясь по стрелке А из-под пилы 6, обрезанные трубки 3 высокого давления сначала освобождаются от прижима роликов 15, а за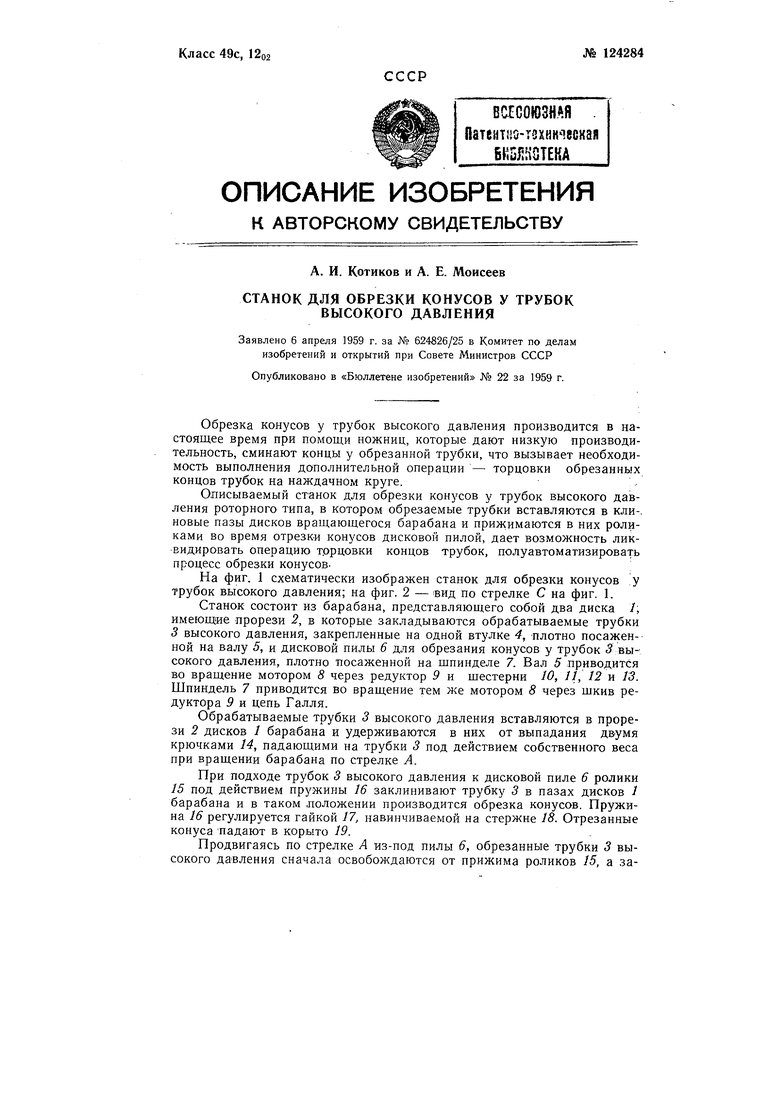
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный станок для притирки клапанов к седлам головки двигателя | 1956 |
|
SU108246A1 |
| Машина для разделки рыбы | 1932 |
|
SU39945A1 |
| СПОСОБ ПОПЕРЕЧНОЙ РАСПИЛОВКИ ЗАГОТОВОК И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057639C1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| Станок для двухстороннего печатания делений и цифр на деревянных пластинках | 1930 |
|
SU24415A1 |
| Машина для разделки рыбы для консервов | 1938 |
|
SU59553A1 |
| Стенд для консервации поршневых двигателей | 1962 |
|
SU151921A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Станок для обрезки выпрессовок по носку борта покрышек пневматических шин | 1977 |
|
SU679417A1 |
| Станок для резки труб на куски одинаковой длины | 1945 |
|
SU66761A1 |
