Мкогошпиндельные станки для притирки клапанов к седлам головки двигателя с использованием пневматических прижимов для клапанов известны. Особенностью предлагаемого многошпиндельного станка того же типа является применение работающего в комплексе с реле времени распределительного механизма, автоматически направляющего сжатый воздух в индивидуальные регулируемые пневматические прижимы клапанов лишь по истечении установленного промежутка времени после пуска станка. Такое выполнение станка обеспечивает растирание пасты на притираемой поверхности без прижима клапанов к седлам, чем предотврап1ается выдавливание пасты клапанами и необходимость вторичной подмазки в процессе притирки.
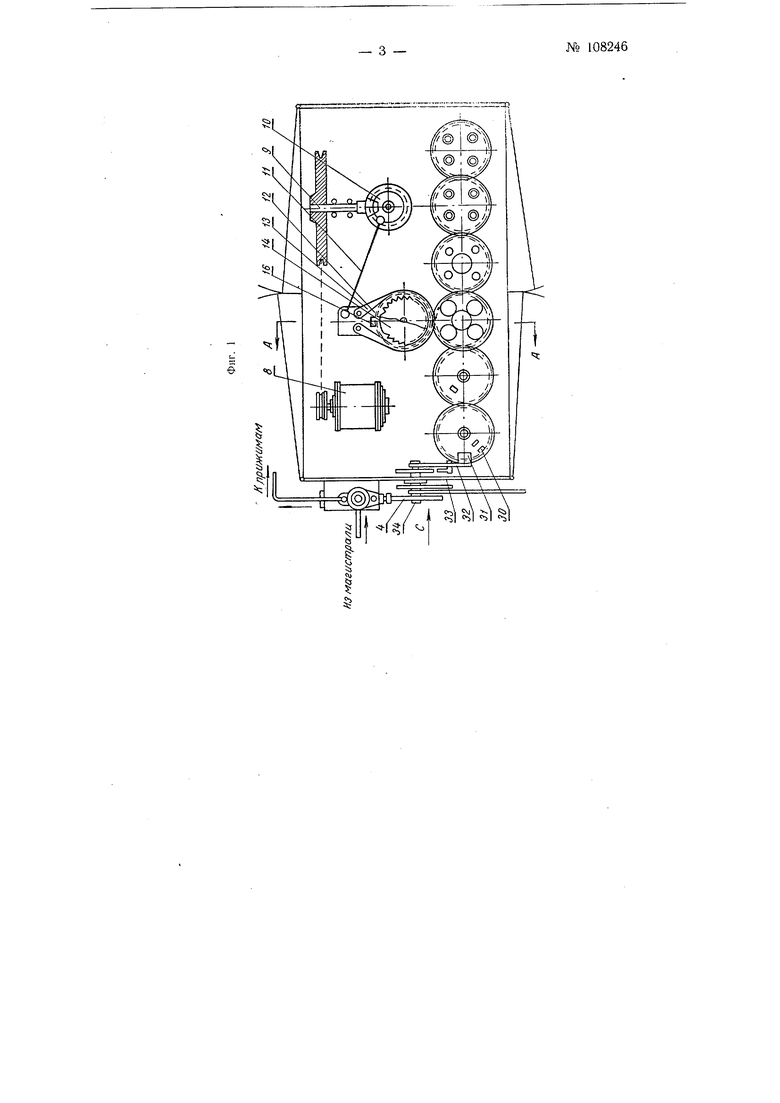
Предлагаемый станок схематически показан на фиг. 1 сверху; на фиг. 2-в разрезе по АА на фиг. 1; на фиг. 3-по стрелке С на фиг. 1.
При подъеме вверх ручки / собачка 2 поворачивает храповик 3 и диск 4, укрепленные на одной оси.
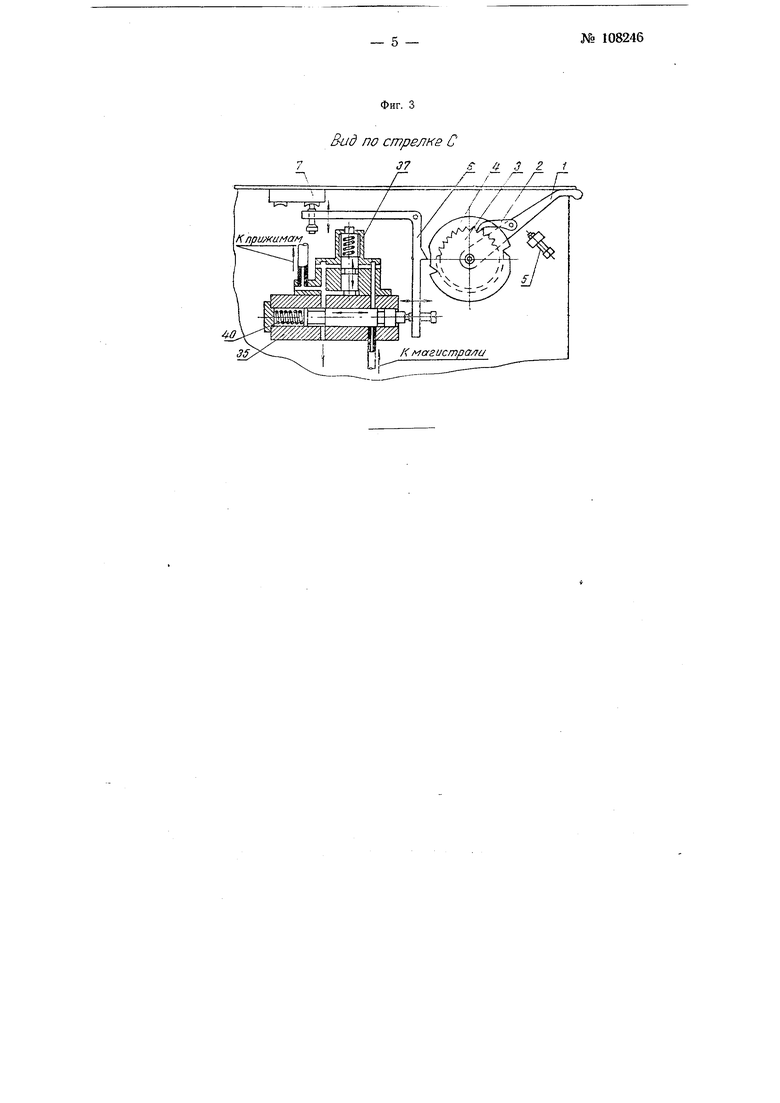
Поворот ручки / регулируется винтом 5 так, чтобы плечо рычага 6 вывести из глубокой в мелкую впаднну (в положение, показанное на фиг. 3). Противоположное плечо рычага 6 через электрокпопку 7 замыкает контакт включения привода электродвигателя 8. Электродвигатель через клиноременную передачу BpauiaeT валик 9, с которого врапление передается на кривошип 10. От кривошипа шатун // приводит в движение кулису 12 и две собачки 13, входяшие в зацепление с храповиками 14 и вращаюш,ие валик 15.
Одна из собачек выводится из зацепления регулируемым упором 16, осуществляя поворот валика 75 на больший угол в одном направлении, чем в другом. Па валике 15 закреплена ведущая шестерня 17, приводящая в движение шесть шестерен }8, и валики 19. С каждым валиком 19 находятся в зацеплении по четыре шпинделя 20, на квадрат каждого из которых надет быстросменный патрон 21 с плавающим поводком 22. Поводок 22 входит в
зацепление с клапаном. Намазанный пастой клапан вращается сначала без прижима, в свободном состоянии. Смазка шпинделей и шестерен происходит через сальники 23 маслом, залитым в коробку станины 24. Как только станок пуш,еп, собачка 25 от кулисы 12 толкает только в одну сторону храповик 26, который связан с шестерней 27, а затем с шестью шестернями 28. На каждой шестерне 28 по оси от шпинделей 20 закреплен ролик 29. Ролик приподнимает валики, таким образом производя пристукивание клапанов.
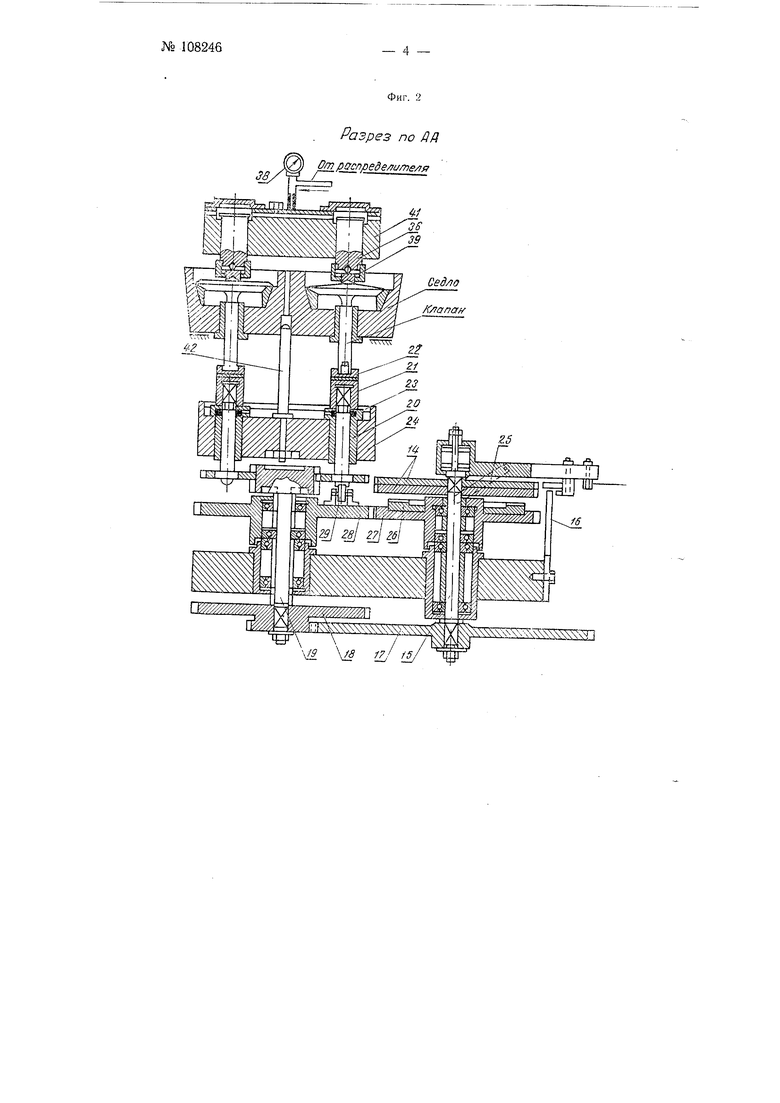
На крайней шестерне 28 закреплен регулируемый по высоте выступ 30. Выступ 30 приподнимает ролик 31 с рычагом 32 и повертывает собачкой 33 храповик 34. Храповик 34 закреплен на одной оси с диском 4. Поворачивая таким образом диск 4 по стрелке, как показано на фиг. 3, производят подъем рычага 6, который, нажимая на плунжер 35, производит впуск воздуха из магистрали в пружинный редуктор, а затем на плунжеры 36, при этом притирка клапанов производится зже под усилием плунжеров 36.
Поворотом гайки 37 можно задать давление воздуха до желаемого зсилия на прижим, контролир}я давление манометром 38.
Плунжер 36 через плаваюший прижим 39 давит на притираемый клапан. Станок в работе находится до тех пор, пока диск 4 к рычагу 6 подойдет глубокой впадиной. Рычаг 6, запав в прорезь, выключает через электрокнопку 7 электродвигатель, а пружиной 40 выталкивает плунжер 35 в крайнее положение, сбрасывая давление воздуха из-под плунжеров.
Плунжеры 36, вмонтированные в балку 41, по окончании пикета легко откидываются иа рычагах, и притертая головка свободно снимается с баз 42, которые центрируют головку по отверстиям под форсунку. Заливку масла производят через пробку 43.
Таким образом, предлагаемый станок автоматически включает прижимы клапанов лишь по истечении промежутка времени, установленного при помощи описаииого реле времени, работающего в комплексе с распределительным механизмом. За этот промежуток времени происходит растирание пасты на притираемой поверхности. Лишь после растирания пасты происходит прижим клапанов к седлам и осушествляется притирание их друг к другу.
Предмет изобретения
Многошпиидельиый станок для притирки клапанов к седлам головки двигателя с использованием пневматических прижимов для клапанов, отличающийся тем, что, с целью осзществления растирания пасты на притираемой поверхности без прижима клапанов к седлам и предотвращения этим выдавливания клапанами пасты с необходимостью вторичной подмазки в процессе притирки, применен работающий в комплексе с реле времени распределительный механизм, автоматически, направляющий сжатый воздух в индивидуальные регулируемые пневматические прижимы клапанов лишь по истечении установленного промежутка времени после пуска станка.
Разрез по ДД От joacnpede/ ume/ ff
, /
-у/ 28 /7,/ /,
«/

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для притирки клапанов, кранов и т.п. | 1941 |
|
SU61104A1 |
| СТАНОК ДЛЯ ПРИТИРКИ КЛАПАНОВ | 1991 |
|
RU2031769C1 |
| Многошпиндельный станок для притирки клапанов | 1980 |
|
SU965732A1 |
| Станок для притирки встречно наклоненных клапанов головок двигателей внутреннего сгорания | 1976 |
|
SU640839A1 |
| СТАНОК ПЕРЕНОСНОЙ ДЛЯ ПРИТИРКИ СЕДЛОВЫХ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ В КОРПУСЕ ЗАДВИЖКИ | 2014 |
|
RU2553752C1 |
| Станок для притирки клапанов | 1936 |
|
SU49928A1 |
| Станок для изготовления выводов флажкового типа электрических конденсаторов | 1959 |
|
SU125627A1 |
| Устройство для притирки клапанов | 1981 |
|
SU1007937A1 |
| Приспособление для сообщения возвратно-вращательных движений шпинделям в станках для притирки клапанов | 1935 |
|
SU46162A1 |
| Станок для притирки клапанов к седлам в головке блока двигателя | 1961 |
|
SU95762A1 |