Изобретение относится к очистке и может быть использовано в ультразвуковых технологических установках при очистке нористо-капиллярных фильтроэлементов, применяемых в гид равлических,. масляных или- в топливных системах аппаратов различного назначения.
Цель изобретения - повышение производительности устройства и увеличение срока службы очищаемых фильтро- элементов,
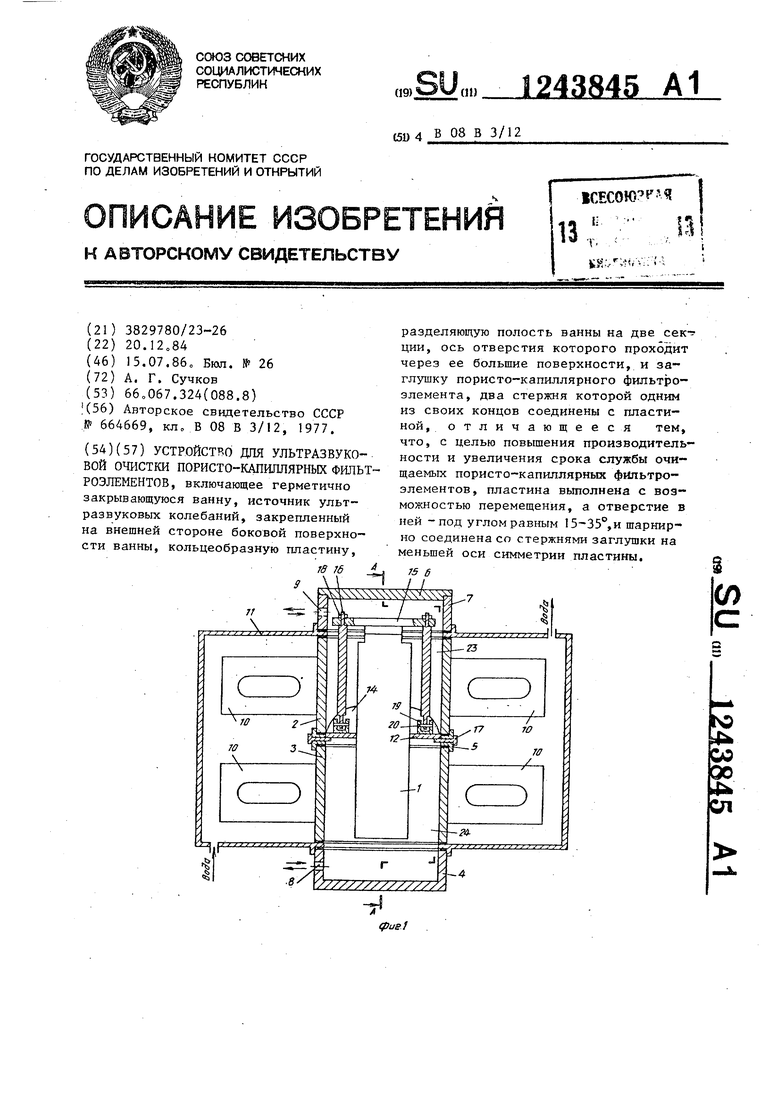
На фиг. 1 представлено предлагаемое устройство, вертикальный разрез; на фиг, 2 разрез А-А на фиг. -1; на фиг. 3 - схема устройства в момент введения фильтроэлемента в отверстие пластины) на фиг. 4-7 представлены возможные варианты выполнения пласти ны.
Устройство для ультразвуковой очистки фильтроэлемента 1, состоит из технологической ванны, источника уль тразвуковых колебаний, системы цирку ляции моющего раствора (не показана и средства фиксации фильтроэлемента в полости ванны. Герметично закрывающаяся технологическая ванна образована акустически разобщенными посредством, например, резиновых прокладок двумя полыми цилиндрами 2 и 3 установленными на одной оси, дном 4 и составной крьшкой. Лолые цилиндры 2 и 3 отделены один от другого с помощью ступенчатого кольца 5, а диск 6 и стойка 7 .крьшки ванны взаимосвязаны между собой быстродействующим затвором (не показан). Технологическая ванна при помощи отверстий 8 и 9, выполненных в ее дне и В крышке, соответственно сообщена с, системой циркуляции моющего раствора, которая оснащена средством, обеспечивающим периодическое изменение направления его движения, т.е. прокачки (не пока зано).
Источник ультразвуковых колебаний, рассчитанный на частоту, например в 19,5 кГц, и состоящий из восьми стержневых магнитострикционных преобразователей 10 (далее преобра зователь), заключен в цилиндрический водоохлаждаемый корпус 11, свободные концы кольцевых стенок кото.рого герметизированы прокладками и расположены между внешними торцами цилиндров 2 и 3 и торцами дна 4 и стойки 7 крышки. Преобразователи 10,
243845J
жестко закрепленные на внешней поверхности цилиндров 2 и 3 по четыре преобразователя на каждом из них, расположены под углом в 90 один от5 носительно другого и снабжены обмот- нами возбуждения (не показаны), подключенными к ультразвуковому генератору (не показаны), например УЗГ - 2-10.
to Средство фиксации фильтроэлемента образовано пластиной 12, выполненной в виде эллипса с центральным отверстием 13 (фиг. 4 и 5), ось которого (ОО) под углом . 30 прохо15 дит через большие поверхности 14 пластины; ступенчатой заглушкой 15, соединенной при помощи двух равновеликих стержней 16 с пластиной, и фиксатором положения пластины, со-
20 стоя: цим из двух винтов 17, жестко закрепленных один против другого в ступенчатом кольце 5. Каждый из стержней 16 одним из своих концов с помощью резьбового соединения на- 25 пример, гайкой- 8, жестко соединен с заглушкой 15, а,другим концом он посредством оси 19 шарнирно соединен с П-образной втулкой 20, которая своей перемычкой жестко соединена 30 (например приварена) с пластиной 12.
Устройство работает следующим образом.
Перед началом эксплуатации устройства водоохлаждаемый корпус 11
сообщают с водопроводной магистралью, а обмотки возбуждения преобразователей 10 подсоединяют к ультразвуковому генератору. Вода, заполняя корпус 11, омывает поверхности преобразова-
телей -10 и создает тем самым оптимальные условия для их работы. Затем фильтроэлемент , подлежащий очистке,, вставляют (фиг. З) в отверстие 13 пластины 12, предварительно установленной параллельно ступенчатой заглушке 15, и соединяют его с заглушкой. После этого пластину 12 поворачивают вокруг оси 19, прижимая ее меньшую внутреннюю 21 поверхность
50 (фиг. 4-7) к поверхности фильтроэлемента, открывают крышку технологической ванны, т.е. поднимают диск 6, и устанавливают фильтроэлемент в полости .ванны. При этом меньшая
55 внешняя 22 поверхность (фиг. 4-7) пластины 12 контактирует с внутренней поверхностью ванны (фиг.. 2), а ее большая поверхность 14 входит в
45
контакт с винтами фиксатора 17, обеспечивающего строго определенное положение фильтроэлемента в полости ванны, которая пластиной 12 разделяется на две секции 2.3 и 24 верхнюю и нижнюю соответственно. После установки фильтроэлемента в полости ванны опускают диск 6 крьшки и прижимают его быстродействующим затвором к стойке 7 крышки. Затем включают систему циркуляции моющего раствора, оснащенную средством, обеспечивающим периодическое изменение направления его движения, и через некоторый промежуток времени, достаточный для заполнения секций 23 и 24 моющим раствором, включают ультразвуковой генератор. Переменное напряжение резонансной частоты, поступая с ультразвукового генератора на обмотки возбзпкдения, создает магнитное поле, под воздействием которого преобразователи 10 возбуждаются и начинают совершать колебания с ультразвуковой частотой, которые передаются полым цилиндрам 2 и 3, акустически отдаленным один от другого и от дна 4 и стойки 6 крьшки с помощью прокладок. Под воздействием колебаний полых цилиндров в моющем растворе возникает кавитационное облако, обеспечивающее качественную очистку поверхностей фильтро- злемента. В процессе очистки моющий раствор, поступающий под давлением ; в полость ванны через отверстие 8, заполняет секцию 24 и через капилляры фильтроэлемента, находящиеся в секции 24, прокачивается внутрь очищаемого элемента, откуда через его капилляры, расположенные в секции 23 он поступает в полость секции 23 и покидает ее через отверстие 9. Поскольку направление движения моющего раствора периодически изменяется, то через каждый капилляр в разных направлениях прокачивается моющий раствор, что положительно сказывается на качестве очистки.
По окончании очистки выключают ультразвуково.й генератор и систему циркуляции моющего раствора, сливают из технологической ванны моющий расг вор, вскрьгоают ее крышку и извлекают из полости ванны средство фиксации фильтроэлементов, Затем пластину 12 устанавливают параллельно заглущке 15 и отделяют от нее очищенный фильт роэлемент. Далее цикл очистки повто2438454
ряется для следующего фильтрозлемен- та.
При изготовлении устройства .особое внимание следует уделить соблюдению с угла наклона Dt оси 00 отверстия 13 по отношению к большим поверхностям 14 пластины 12 и расположению звена кинематической вращательной пары, в данном случае П-образной втулки 20, (О на меньшей оси симметрии АА(фиг. 5- 7) пластины, большая ось симметрии которой на чертежах обозначена как ВВ.
отверстия большим поверхно- ограничен интер15
до
35
обе-
Угол наклона л оси 00, 13 по отношению к стям 14 пластины I2 валом в пределах от спечивающим разницу величин между большей осью симметрии DD; отверстия и диаметром ПКФЭ в интервале от двух до семи миллиметров, т.е. зазор между поверхностью ПКФЭ и поверхностью отверстия 13 равен 1-3,5 мм. Если
5
0
5
0
5
0
5
15
то величи-
угол наклона менее на указанного зазора в. силу неровностей поверхности фильтроэлемента может оказаться недостаточной для свободного прохождения через отверстие в пластине (например, при 10 она составляет всего лишь 0,5 мм). Величина зазора в 3,5 мм является вполне достаточной для свободного прохождения элемента через отверстие пластины и поэтому дальнейшее увеличение угла наклона представляется нецелесообразным (при ь1- - 40 величина зазора составляет 5 мм). Оптимальная величина угла наклона оси 00, отверстия 13 по отношению к большим поверхностям 14 пластины 12 составляет 25-32. Однако при этом необходимо учитывать и тот факт, что степень свободного прохождения фильтроэлемента через отверстие 13 пластины 12 в значительной степени зависит и от величины ьззора, образующегося между фильтроэлементом и поверхностью 21 отверстия в,направлении по меньшей.оси симметрии СЦ отверстия 13, Его величина зависит от степени шероховатости поверхности фильтроэлемента и должна быть минимально возможной.
Звено кинематической вращательной пары, при помощи которого пластина 12 взаимодействует со стержнями 16 заглушки 15, в данном случае П- образная втулка 20, должна быть закреплена на меньшей оси симметрии АА, пластины. Это обусловлено тем.
5 что только в этом случае ось симметрии ступенчатой заглушки 15 и направление движения фильтроэлемента, равно как ось симметрии, при введении, его или извлечении из отверстия 13 пластины 12 совпадают, что и предопределяет возможность их быстрого соединения (разъединения) ме5вду собой, В остальных случаях расположения указанного звена, например на большей оси симметрии ВВ пластины не достигается совпадение осей симметрии ступенчатой заглушки и фильтроэлемента, в результате чего время установки фильтроэлемента в отверстии 13 пластины 12 несколько увеличивается, что отрицательно ска- зьшается на производительности устройства.
. К другим примерам конкретного осуществления устройства следует отнести выполнение технологической ван
ны с поперечным сечением в виде срок их службы.
0
3845
рата, прямоугольника или многогранника, В этом случае пластина имеет форму прямоугольника (фиг. 6) или вытянутого многогранника (фиг. 7), на меньшей оси симметрии АА которых устанавливают и жестко закрепляют на них одно из звеньев кинематической вращательной пары. При этом плоскости меньших поверхностей пластины, т.е. внутренней 21 и внешней 22 в направлениях по меньшей АА, и большей ВВ осям симметрии пластины, параллельны между собой.
, Предлагаемое устройство характе- 5 ризуется более высокой производительностью, вследствие снижения продолжительности подготовительных опе- ра15;ий с 1,5-2 мин до Ю-1-5 с. Кроме того, устройство практически полно стью позволяет устранить нежелательную деформацию oчищae iыx фильтроэле- ментов и вследствие этого увеличить
0
10
QJt43.2
75
76.
1 79
,20.
73 74
72
фиаЗ
фиг.4/4 А 21
22
фиг. 5
22
/4
/3

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой очистки пористо-капиллярных фильтроэлементов | 1987 |
|
SU1440568A1 |
| УСТРОЙСТВО ПЬЕЗОЭЛЕКТРИЧЕСКОЕ ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ АВИАЦИОННЫХ ФИЛЬТРОЭЛЕМЕНТОВ И ФИЛЬТРОПАКЕТОВ | 2003 |
|
RU2262995C2 |
| Устройство пьезоэлектрическое для ультразвуковой очистки авиационных и фильтроэлементов и фильтродисков и способ очистки с его использованием | 2015 |
|
RU2621801C1 |
| Устройство для очистки пористокапиллярных фильтроэлементов | 1977 |
|
SU664669A1 |
| Способ ультразвуковой обработки и установка для его осуществления | 2016 |
|
RU2625465C1 |
| Установка для ультразвуковой очистки фильтропакетов и фильтроэлементов | 1982 |
|
SU1033162A1 |
| Установка для ультразвуковой очистки изделий | 1980 |
|
SU902875A1 |
| СПОСОБ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2429086C1 |
| Способ очистки деталей в жидкой среде | 1973 |
|
SU471909A1 |
| СПОСОБ ОЧИСТКИ ПОРИСТО-КАПИЛЛЯРНЫХ ФИЛЬТРОЭЛЕМЕНТОВ | 2002 |
|
RU2214300C2 |

Составитель -Л, Юпдашева Редактор С. Лисина Техред И.Попович Корректор Л. Патай
Заказ 3743/11 Тираж 571 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
