1
Изобретение относится к области машиностроения и касается способов очистки деталей в жидкой среде при воздействии ультразвука.
Известен способ очистки деталей от жировых и механических загрязнений с применением ультразвуковых колебаний, по которому очищаемые детали вращают в процессе обработки в двух взаимно перпендикулярных плоскостях.
Однако при вращении деталей в двух взаимно перпендикулярных плоскостях различные участки поверхности деталей перемещаются по строго определепиым траекториям, а в случае, если интеисивность ультразвуковой кавитации в рабочем объеме неравномерна, например при использовании фокусирующих излучателей, то разные участки поверхности обрабатываются неодинаково, что приводит к неравномерной очистке деталей.
Так, например, при обработке деталей в ванне, образованной внутренним стаканом цилиндрического излучателя с крыщками по торцам, очистка поверхности деталей по известному способу будет неравномерной, так как в цилиндрическом излучателе интенсивпая кавитационная область располагается в виде узкого столба вдоль центральной оси в фокусе цилиндра, образуя так называемую фокальную область кавитации. При перемещении деталей известиым способом отдельные участки поверхности деталей не проходят через выщеуказанную фокальную область, так как поверхность тела вращения, образованного движением деталей, значительно превыщает щирину фокальной кавитационной области, которая, например, для цилиндрического излучателя типа 1ДЛ1С-8 не превышает 40 мм. Равномерная очистка по известиому способу в случае использования цилиндрических излучателей возможна только для очень мелких деталей, линейные размеры которых в трех измерениях не превышают ширины фокальной области интенсивной кавитации.
Кроме того, но известному способу нельзя обрабатывать детали, у которых один из линейных размеров больше, чем максимальный размер рабочей ванны в плане (например, больше, чем диаметр рабочей ванны, образованной внутренним стаканом цилиндрического излучателя).
Цель изобретения-обеснечение качественной и равномерной очистки всей поверхности деталей.
Для этого вращение детале осуществляют относительно оси, параллельной оси симметрии фокальной области ультразвуковых колебаний и одновременно поступательно перемещают их вдоль той же детали.
С целью обеспечения обработки деталей в фокальной области кавитации дополнительiioe перемещение осуществляют вдоль оси вращения, которую располагают на расстоянии, не превышающем V4 внутреннего днаметра нилиндрического излучателя.
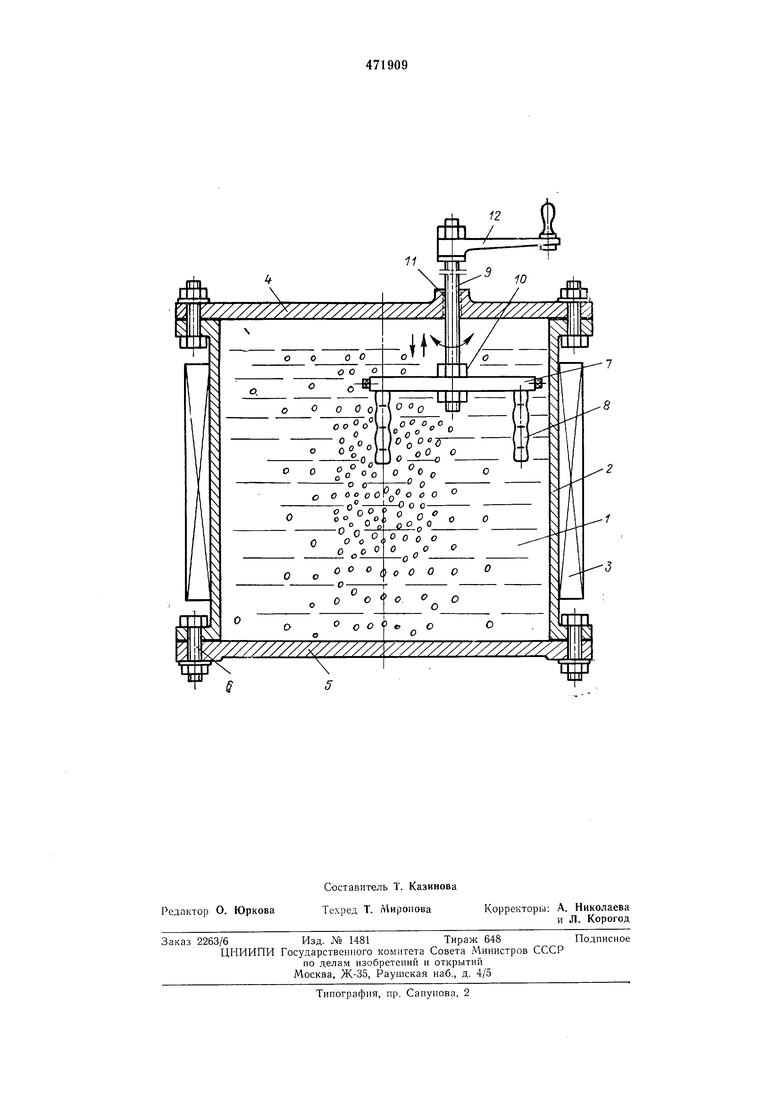
На чертеже изображено устройство для реализации предложенного способа.
Рабочий объем 1 образован внутренним стаканом 2 цилиндрического излучателя 3 и крыщками 4 и 5, которые при помощи болтов 6 крепятся к фланцам внутреннего стакана 2. Кассета 7 с деталями 8 соединена со штангой 9 нрн помощи резьбового соединения 10.
Штанга 9 проходит через резьбовое отверстие И, которое смещено относительно центральной оси преобразователя на расстояние, равное /4 диаметра внутреннего стакана 2, чтобы продольная ось обрабатываемой детали совпадала с центральной осью излучателя. Движение штанге 9 передается нриводом 12.
Предлагаемый снособ очистки осуществляют следующим образом. В рабочую камеру 1 с закрытой крышкой 5 наливают моющую жидкость (например, щелочной раствор). Закрывают крышку 4.
При помощи механического привода 12 штанге 9 передают вращение. Одновременно в результате взаимодействия резьбы на щтанге 9 с резьбой в отверстии 11 на крыщке 4 штанга 9 получает продольное перемещение вдоль своей оси вращения. При этом обрабатываемые детали 8, жестко закреплениые в кассете 7 винтами и ноэтому жестко связанные со штангой 9, перемещаются внутри ванны по винтовой линии, последовательно проходя все участки кавитационной области.
Движение деталей по винтовой линии юзволяет получить одинаковую степень очистки различных участков поверхности деталей независимо от раснределения интенсивности кавитации внутри рабочего объема ультразвуковой ваины, так как все участки поверхности обрабатываемых деталей последовательно проходят через различные (по степени интенсивпости) зоны кавитации в рабочем объеме. В крайних положениях продольного перемещения штанги 9 меняют направления вращения механического привода 12, 1следетБие чего ;;змеияются и панравления продольного перемещения штанги 9.
Миогократпые новторения движения по винтовой линии вверх-иииз дополнительно обеспечивают равномерность очистки деталей.
Перемещение деталей вдоль оси вращения, расположенной на расстоянии, равном /4 длины внутреннего диаметра цилиндрического излучателя, позволяет деталям проходить через фокальнуЕо область, r/ie интенсивность кавитации наибольшая, что способствует быстрой и качественной очистке. Перемещение деталей последовательно но ви1 товой линии по всему объему рабочей камеры позволяет получить равномерную очистку Bceit поверхности.
В случае если одни из ли 1ейных размеров деталей превышает диаметр рабочей камеры в плане, то деталь располагают в рабочей ванне наибольшим лиие1 ным размером параллельно центральной осн цилиндрического излучателя н производят очистку, как описано выше.
Предмет изобретения
1. Способ очистки деталей в жидкой среде, при котором их приводят Ео вращение в сфокусированном ультразвуковом ноле, отличающийся тем, что, с целью повыше::ия
качества очистки, вращение деталей осущеетвляют относительно оси, п.;|раллельной оси симметрии фокально ; областн ультразвуковых колебаний н од1Ю1феменно перемещают их поступательно вдоль Toii же оси.
2. Способ по п. I, о т л и ч а ЕО щ н и с я тем, что при применении цилиндрического ультразвукового излучателя ось вращения и поступательного перемещения деталей располагают на расстоянии, не превышающим /4 внутренпего диаметра излучателя от его центра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковое устройство для обработки деталей | 1973 |
|
SU483159A1 |
| Способ ультрозвуковой обработки материалов | 1973 |
|
SU563200A1 |
| Способ ультразвуковой очисткидЕТАлЕй и уСТАНОВКА для ЕгООСущЕСТВлЕНия | 1973 |
|
SU795589A1 |
| Установка для очистки изделий | 1979 |
|
SU825202A1 |
| Способ ультразвуковой очистки деталей | 1979 |
|
SU878373A1 |
| УЛЬТРАЗВУКОВОЙ ДИСПЕРГАТОР ПРОТОЧНОГО ТИПА | 2001 |
|
RU2221633C2 |
| Способ проведения акустических процессов в жидкости | 1975 |
|
SU900881A1 |
| Установка для ультразвуковой обработки | 1977 |
|
SU626842A2 |
| Датчик контроля работы ванны для ультразвуковой обработки изделий | 1982 |
|
SU1104412A1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОЙ СОНОХИМИЧЕСКОЙ ОЧИСТКИ ДЕТАЛЕЙ ПОДШИПНИКОВ КАЧЕНИЯ И СПОСОБ ЕГО ПЕРЕНАЛАДКИ ПОД КОНКРЕТНЫЙ ТИПОРАЗМЕР ОЧИЩАЕМОЙ ДЕТАЛИ | 2009 |
|
RU2426609C1 |