2.Футеровка по п. 1, отличающаяся тем, что в качестве облицовочного материала использован термостойкий кирпич из корунда на фосфатной связке.
3.Футеровка по п. 1, отличающаяся тем, что швы между кирпичами облицовочного слоя заполнены огнеупорным мертелем, дополнительно содержащим алюмохромофос- фатную связку, при следующем соотношении KOMnotftHTOB, мае.. %:
Огнеупорный мертель25-50
1м
1
Изобретение относится к цветной металлургии, в частности к оборудованию по переработке алюминия и его сплавов и наиболее эффективно может быть использовано для футеровки отражательных печей при производстве продукции из алюминия и его сплавов.
Цель изобретения - повыщение срока службы футеровки, снижение трудозатрат на обслуживание печи и повышение качества продукции.
Облицовочный слой боковых стен и пода выполняют из материала, обладающего низкой смачиваемостью металлическим расплавом и высокой шлакоустойчивостью и не содержащего в своем составе соединений кремния, толщиной 0,1-0,4 толщины боковой футеровки печи, а высота облицовочного слоя боковых стен от пода печи составляет 0,3-0,6 высоты ванны печи.
В качестве облицовочного материала берут плотный термостойкий кирпич, изготовленный из корунда на фосфатной связке. Швы между кирпичами облицовочного слоя заполняют огнеупорным мертелем, дополнительно содержащим алюмохромофосфатную связку при следующем соотношении компонентов, мае. %:
Огнеупорный мертель25-50
Алюмохромофосфат50-75
Швы между кирпичами облицовочного слоя боковых стен и пода выполняют толщиной, равной 0,01-0,04 толщины изделия облицовочного материала.
Швы между кирпичами облицовочного слоя пода заполняют огнеупорной засыпкой, в качестве которой используют глинозем.
Уменьшение толщины облицовочного слоя менее 0,1 толщины боковой футеровки печи не обеспечивает увеличения срока службы футеровки, а увеличение более 0,4 ведет к снижению ее тепловой изоляции. Уменьшение высоты облицовочного слоя боковых
Алюмохромофосфатная
связка50-75
4.Футеровка по п. 1, отличающаяся тем, что швы между кирпичами облицовочного слоя боковых стен и пода выполнены толщиной, равной 0,01-0,04 толщины облицовочного слоя.
5.Футеровка по п. 3, отличающаяся тем, что швы между кирпичами облицовочного слоя пода заполнены огнеупорной засыпкой из глинозема.
стен от пода печи менее 0,3 высоты ванны ведет к соприкосновению расплава ее стенкой, не защищенной облицовочным материалом, а увеличение более 0,6 - к перерасходу облицовочного материала. Уменьшение содержания огнеупорного мертеля менее 25% и увеличение содержания алюмохромофос- фатной связки более 75% ведет к снижению пластических свойств состава, а увеличение содержания огнеупорного мертеля более 50%
0 и уменьшение содержания алюмохромофос- фатной связки менее 50% - к снижению термостойкости и шлакоустойчивости швов между кирпичами, уменьшение толщины швов между кирпичами облицовочного слоя менее 0,01 толщины изделия облицовочного
материала ведет к возникновению термических напряжений в облицовочном слое, а увеличение более 0,04 - к снижению строительной прочности облицовочного слоя и его плотности.
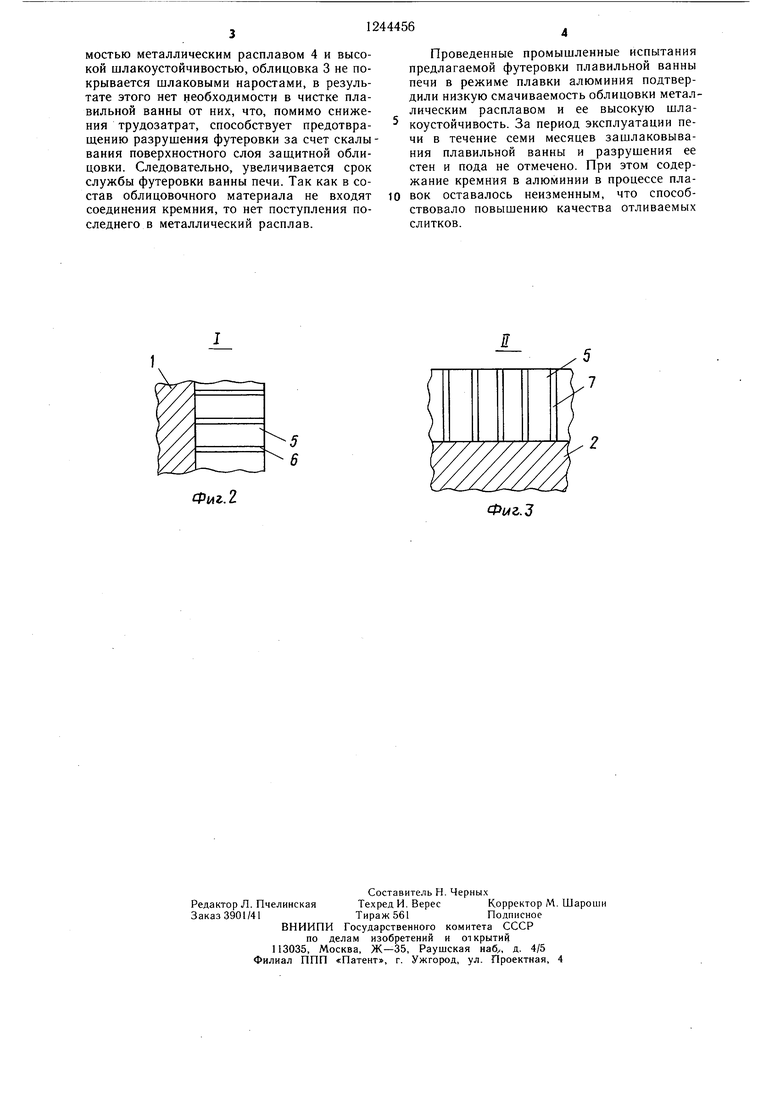
На фиг. 1 изображена футеровка ванны отражательной печи; на фиг. 2 и 3 - узлы I и II на фиг. 1.
Футеровка состоит из кирпичной кладки 5 стен 1 и пода 2 и облицовочного слоя 3, выполненного из материала, обладающего низкой смачиваемостью металлическим расплавом 4 и высокой шлакоустойчивостью и не содержащего в своем составе соединений кремния. В качестве такого материала ис- 0 пользуют плотный термостойкий кирпич 5, изготовленный из корунда на фосфатной связке. Швы 6 облицовочного слоя 3 выполнены из огнеупорного мертеля, дополнительно содержащего алюмохромофосфатную связку. Швы 7 облицовочной кладки пода заполнены огнеупорным порошком из глинозема.
В процессе плавки алюминия и его сплавов металлический расплав 4 контактирует с облицовкой 3 плавильной ванны, состоящей из плотного термостойкого кирпича 5 и швов 6 и 7. Обладая низкой смачиваемостью металлическим расплавом 4 и высокой шлакоустойчивостью, облицовка 3 не покрывается шлаковыми наростами, в результате этого нет необходимости в чистке плавильной ванны от них, что, помимо снижения трудозатрат, способствует предотвращению разрушения футеровки за счет скалы вания поверхностного слоя заш,итной облицовки. Следовательно, увеличивается срок службы футеровки ванны печи. Так как в состав облицовочного материала не входят соединения кремния, то нет поступления последнего в металлический расплав.
Проведенные промышленные испытания предлагаемой футеровки плавильной ванны печи в режиме плавки алюминия подтвердили низкую смачиваемость облицовки металлическим расплавом и ее высокую шлакоустойчивость. За период эксплуатации печи в течение семи месяцев зашлаковывания плавильной ванны и разрушения ее стен и пода не отмечено. При этом содержание кремния в алюминии в процессе плавок оставалось неизменным, что способствовало повышению качества отливаемых слитков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2149923C1 |
| Футеровка отражательной печи для плавки алюминия и его сплавов | 1981 |
|
SU953403A1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2406953C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| Огнеупорная футеровка плавильной печи и способ ее изготовления | 1980 |
|
SU1015223A1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2011 |
|
RU2480694C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2011 |
|
RU2481534C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2529348C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2017 |
|
RU2656426C1 |

5 6
Фиг. 2
Фмг.З
| Футеровка отражательной печи для плавки алюминия и его сплавов | 1981 |
|
SU953403A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
