1 . 1
Инобретение относится к области . прокатного производства, конкретнее к конструкциям валков станов кварто, и может быть использовано при холодной и горячей прокатке нолос, ле1гг, . жести.
Цель изобретения состоит в повышении равномерного охлалодения валков.
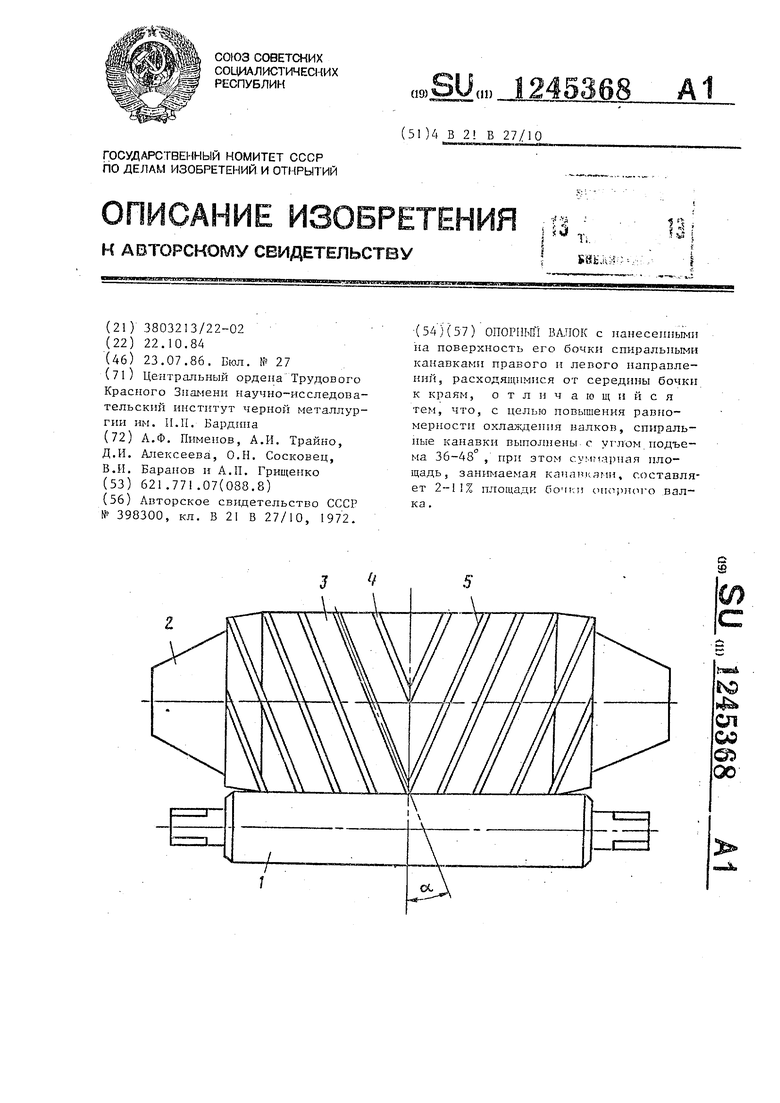
Па чертеже изображены верхние рабочий и опорный валок, разрез.
Валковый узел листопрокатной клети кварто состоит из пары рабочих - валков , опертых на опорные валки .2. Опорный валок 2 имеет бочку 3, па поверхности которой выполнены спиральные канавки 4 и 5 соответственно прггвого и левого направлений, расходящиеся от середины бочки 3 к ее краям. -Спиральпые канавки 4 и 5 правого и левого направлений имеют угол подъема ot 36-48°. Суммарпая площадь, занимаемая канавками 4 и 5, составляет 2-1 1.% площади бочки 3 опорпого валка 2..
При выполнении спиральных канавок 4 и 5 с. углом подъема tiL более увеличивается скорость перемещения охладителя вдоль оси по поверхности бочки рабочего валка 1, при вращении прижатых рабочего.-1 и опорного 2 валков, что приводит к порче и повышенному износу шероховатости поверхности рабочего валка 1, снижепию качества прокатываемого металла. Уменьшение углас менее 36° замедля- - ет скорость разгона охладителя гю поверхности рабочего вальса 1 , что спи- жает эффективность и. равномерность 1;хлаждення.
При у 1еньшенни суммарной площади, занимаемой канавками, менее 2% площади бочки 3 опорного валка 2 не проявляется эффект повышепия качества металла от улучшения равномерности охлаждения рабочего Г н онорпого 2 валков, так как количество разгоняемой охлаждающей жидкости мало. При повышении суммарной площади канавок более 1 1% от площади бочки 3 опорного валка 2 происходит снижение качества прокатываемого металла вследствие интенсивного износа валков, увеличивается тепловыделение и ухудшается равномерность охлаждения.
45368 .2
Устройство работает следующим образом,
В .леть жестекатального стана кварто 1400 заваливают опорные валки .
5 2. диаметром 1300 мм. Шющадь поверхности бочки 3 опорного валка 2 сое-. . тавляет 4082 мм . На бочках 3 выполнены сняраль.ные канавки 4 п 5, угол подъема которых равен 42 . Площадь,
10 занимаемая кацавками 4 и 5, равна 245 мм , что составляет 6% от площади бочки 3 опорного валка 2.
После этого в. клеть заваливают рабочие валки 1, которые соединяют
15 с двигателями главного привода. Рабочие валки оперты па опорные валки 2. Па контактпую поверхность . рабочих валков с опорными подают ох- лшвдающую жидкость. При вращении 20 опорного валка 2 сниральные канавки 4 и 5 па поверхности бочки 3 разгоняют охладсдаюв1;ую жидкость вдоль рабочего валка 1 , очищая ег.о от остатков, масла, окислов и металлической пьи1И,
25 а также повышая эффективность охлаждения рабочего валка 1. За счет этого улучшается равномерность охлаждепня валков и повьциается качество прокатываемого металла.
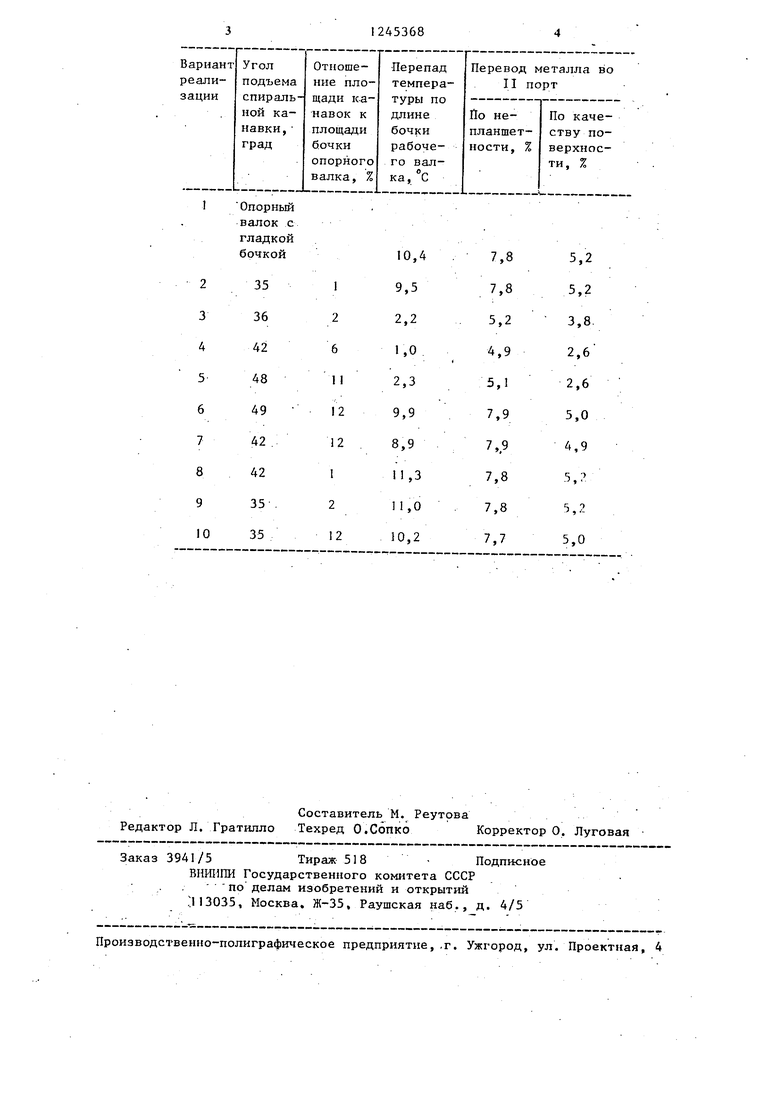
30 Варпанть реализации валкового узла представлены в таблице, где также пршзедены данные о температурном режиме работы валков и качестве металла.
35 Как следует из данных, приведен- ных в таблице, варианты реализации 3-5, соответствующие заявленному диапазону параметров, являются оптимальными по улучшению равномернос4Q тп охлаждения валков, повышению качества прокатываемого металла.
Технико-экономические преимущества 1редло хенного технического решения ваключаются в том, что оно определяет,
g асповные значения параметров спиральных канавок правого и левого направлений , пып.охпшниых на бочке опорного валка: угол подъема спиральной линии 36-48 н относительную площадь по5Q верхностп, занятую канавками 2-11%. JTH диапазопы являются оптимальными и обеспечивают улучшепие равномерности охлажд,епня налков при одновременном улучшении качества прокатываемого металла.
Составитель М. Реутова Редактор Л. Гратилло Техред О.Сопко Корректор О. Луговая
Заказ 3941/5 Тираж 518 - Подписное ВНШ1ПИ Государственного комитета СССР
по делам изобретений и открытий ,;il3035, Москва. Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,,г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ | 1997 |
|
RU2109584C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ КЛЕТИ КВАРТО | 1998 |
|
RU2131310C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ | 1996 |
|
RU2094142C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ НЕПРЕРЫВНОГО СТАНА КВАРТО | 2000 |
|
RU2177845C1 |
| Валковый узел листопрокатной клети кварто | 1983 |
|
SU1122383A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ | 2007 |
|
RU2354469C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2010 |
|
RU2455089C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И ОЧИСТКИ ПОВЕРХНОСТИ ВАЛКОВ ПРИ ХОЛОДНОЙ ПРОКАТКЕ | 0 |
|
SU398300A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
