Изобретение относится к прокатном производствуj в частности к конструк циям валков клетей кварто, используемых при изготовлении листов, лент и полос, Известна конструкция валкового узла прокатной клети, в которой валки, деформирующие металл, имеют различные диаметры бочек ll . Однако от действия усилия прокатки -валки прогибаются неодинаково вследствие разности диаметров рабочи валков, что снижает точность размеров прокатываемого металла. Наиболее близким по технической сущности и достигаемому результату к изобретению является валковый узел листопрокатной клети кварте, содержа щий рабочие валки с различными диаметрами бочек. Каждый из рабочих валков оперт на опорный валок. Опорные валки имеют бочки одинаковых диаметров 2J . Недостаток известного валкового узла заключается в том, что вследствие неодинаковой жесткости валковы пар, обусловленной разницей диаметро бочек рабочих валков, прогиб их от действия усилия прокатки различен так как жесткость валка пропорционал на четвертой степени его диаметра, В результате снижается точность размеров, нарушается симметрия профиля поперечного сечения листов и, кроме того, неравномерность вытяжек по сторонам листов нарушает их планшетность. Все это ухудшает качество.лис тов. Цель изобретения,состоит в повыше нии качества прокатываемых листов Поставленная цель достигается тем что в валковом узле клети кварто, со держащем рабочие валки разного диаме ра и опорные валки, бочка опорного валка, опертая на рабочий валок с меньшим диаметром бочки, выполнена с большим диаметром, чем бочка друго го опорного валка, при этом соотноше ние диаметров бочек опорных валков составляет 1,002-1,093. Предложенная конструкция валкового узла обеспечивает выравнивание прогибов рабочих валков различных диаметров от действия .усилия прокатки. В результате этого повышается точность размеров и симметрия профиля поперечного сечения листов, улучшается их качество. На чертеже изображена схема расположения валков в клети Кварто. Валковый узел листопрокатной клети кварто состоит изнижнего рабочего валка 1 с диаметром бочки d и верхнего рабочего валка 2 с диаметром бочки dg, Для реализации асимметричной прокатки рабочие валки 1 и 2 выполнены с различными диаметрами бочек, а именно: . Верхний рабрчий валок 2 оперт на бочку верхнего опорного валка 3, диаметр которой DO. Нижний рабочий валок 1 оперт на бочку нижнего опорного валка 4, диаметр которой ,DU При этом бочка верхнего опорного валка 3, опертого на верхний рабочий валок 2 с меньшим диаметром бочки (), выполнена с большим диаметром5 чем у другого опорного валка 4, т.е. , Соотношение диаметров бочек оперных валков 3 и 4 находится в пределах Dg/Djj 1,002-1,093. Оптимальность указанного соотношения диаметров бочек опорных валков по критерию качества прокатываемого металла установлена экспериментально для случаев асимметричной прокатки, когда диаметры рабочих валков отличаются на 1-16%. При соотношении диаметров бочек опорных валков менее 1,002 не достигается выравнивание прогибов валковых пар от действия усилия прокатки даже при разнице в диаметрах рабочих валков Б 1%. Это приводит к асимметрии поперечного профиля листов и снижению ТОЧНОС1И их геометрических размеров. При соотношении диаметров бочек опорных валков более 1,093 происходит перекомпенсация,, т.е. прогиб рабочего валка с большим диаметром бочки превышает прогиб другого рабочего валка, вследствие чего также появляется асимметрия профиля поперечного сечения листов5 сн1-шаются точность прокатки и качество металла. I Устройство работает следуюш,йм образом. Н.ЩКНИЙ и верхний опорные валки 3 и 4 с диаметрами бочек Df., 1480 мм и DQ 1550 мм заваливают в клеть нв прерыиного ширскополостного стана 2000 горячей прокатки. Соотношение диаметров бочек оперных валков 4 к 3 в этом случае составляет ,. 1,. 047, Затем в клеть заваливают j верхний н нижний рабочие валки 2 и 1 31 с диаметрами бочек dg 736 мм и d, 800 мм. Рабочие валки 1 и 2, опертые на бочки опорных валков 4 и 3 соответственно, связывают через шестеренную клеть с двигателем главно-го привода. За счет разницы в диаметрах бочек нижнего рабочего валка 1 и верхнего рабочего валка 2 при вращении создается рассогласование их окружных скоростей, равное 8%. Полоса задается в рабочие валки 1 и 2j захватывается ими. От действи усилия прокатки нижний рабочий валок 1 и опертый на него нижний опорный вилок 4 прогибаются вниз, а верхний рабочий валок 2 и опертый на него верхний опорный валок 3 прогибаются вверх. При этом, несмотря на то, что диаметр бочки верхнего рабочего валка 2 меньше, чем у нижнего рабочего валка 1 на величины прогибов рабочих валков 1 и 2 равны, так как диаметр бочки верхнего опорного валка 3 в 1,047 раза больше, чем у нижнего опорного валка 4. Равенство .величин прогибов нижнего рабочего валка 1 и верхнего рабочего валка 2 3 .4 обеспечивает симметрию поперечного профиля прокатываемых листов, повышение точности их геометрических размеров, что Ьбуславливает повышение качества листов. Возможные варианты, соотношений диаметров бочек рабочих и опорных валков, а также вькод листов I сорта приведены в таблице. Как видно.из таблицы, наибольший выход листов I сорта (88-94%) обеспечивает соотношение диаметров опорных валков, равное 1,047. Предложенный диапазон соотношений диаметров бочек опорных валков, равный 1,002-1,093, является оптимальным по параметру качества прокатываемых листов. Таким образом, применение опорных валков с соотношением диаметров бочек 1,002-1,093 при использовании рабочих валков различных диаметров позволяет выровнять прогибы верхней « нижней пар ваЛков клети Кварто, за счет чего улучшается качество прокатываемых листов. Экономический эффект от внедрения изобретения составит 150000 руб. в год.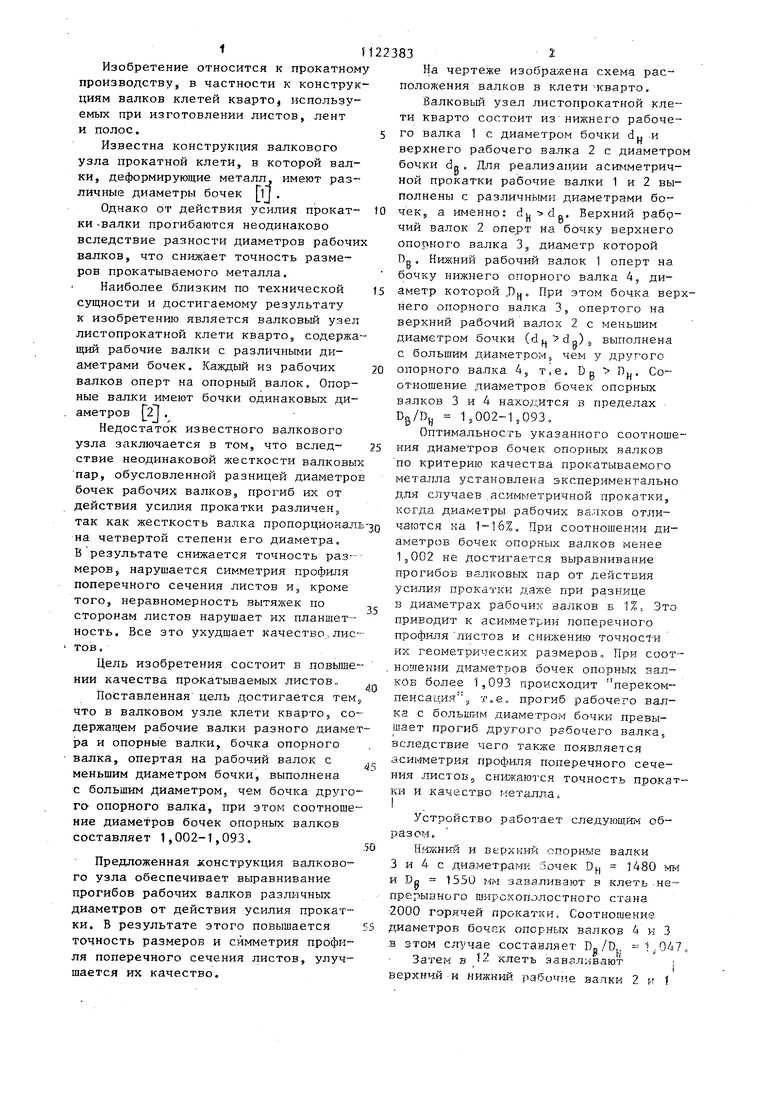

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ | 2007 |
|
RU2354469C1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО, содержащий рабочие валки разного диаметра и опорные валки, отличающийся, тем, что, с целью повышения качества прокатываемых листов, бочка опорного валка, опертая на рабочий валок с меньшим диаметром бочки, выполнена с большим диаметром, чем бочка другого опорного валка, при этом соотношение диаметров бочек опорных валков составляет 1,002-1,093, 9f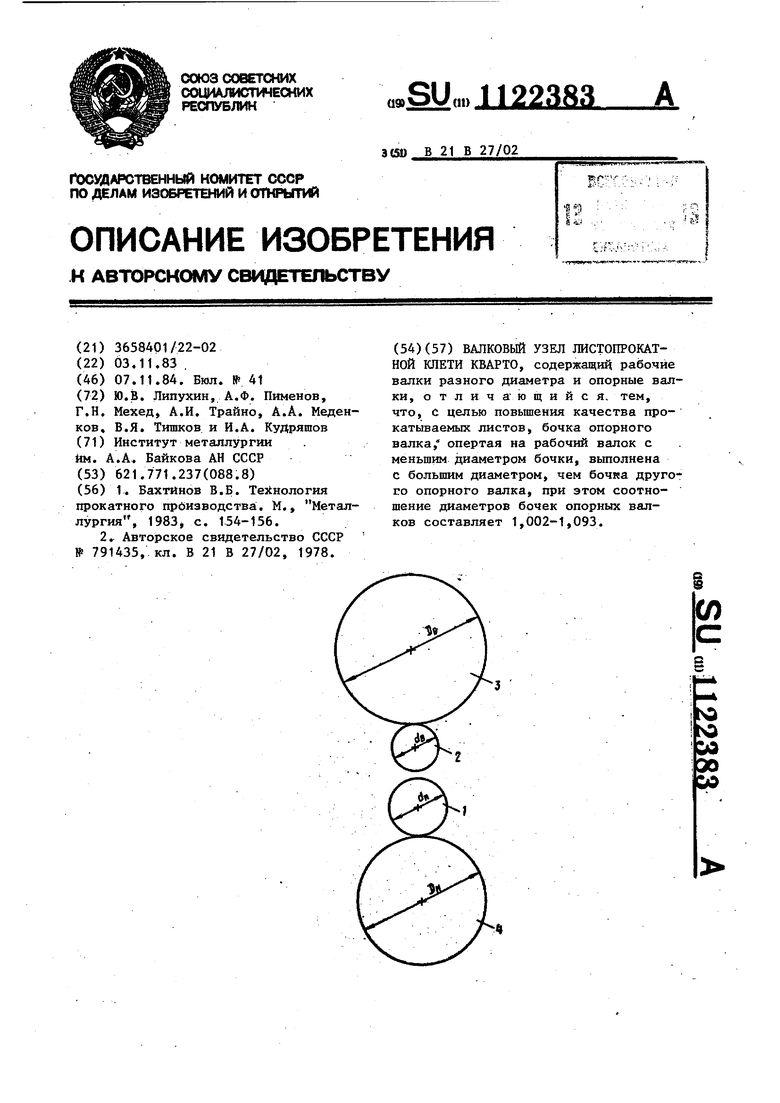
1,000
68-69
Асимметричный, выпуклость вверх
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
