Изобретение относится к области прокатного производства и может быть использовано на станах кварто для горячей и холодной прокатки листовой стали.
Известен способ охлаждения валков клети кварто, согласно которому охлаждающую жидкость подают в зону контакта рабочего и опорного валков и осуществляют ее разгон вдоль оси рабочего валка от середины бочки к краям по спиральным канавкам на поверхности опорного валка [1]
Недостаток известного способа состоит в том, что он не обеспечивает одинаковых условий охлаждения в середине бочки рабочего валка и на ее краях, что ухудшает равномерность температуры, тепловой выпуклости и качество прокатываемых полос. Кроме того, способ не применим для реверсивной прокатки, так как при смене направления вращения валков изменится направление разгона охладителя и неравномерность охлаждения валков усугубится, грязь и окалина также будут накапливаться в середине бочки.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ очистки поверхности валков при холодной прокатке путем подачи охладителя в зону контакта рабочего и опорного валков. При этом охлаждающую жидкость разгоняют вдоль оси рабочего валка от середины к краям бочки по спиральным канавкам на поверхности опорного валка [2] проточки.
Указанный способ также не обеспечивает равномерного охлаждения по всей длине бочки, что приводит к изменению тепловой выпуклости валков и ухудшению качества прокатываемых полос. Другим недостатком является невозможность применения способа для реверсивной прокатки.
Цель изобретения состоит в повышении равномерности охлаждения и качества прокатываемых полос.
Цель достигается тем, что в известном способе охлаждения валков клети кварто путем подачи охлаждающей жидкости в зону контакта рабочего и опорного валков и ее разгона вдоль оси рабочего валка по спиральной канавке на поверхности опорного валка согласно изобретению разгон охлаждающей жидкости осуществляют от одного конца бочки к другому по спиральной канавке с углом подъема 80-88o.
Известное и преложенное технические решения имеют следующие общие признаки. Оба они являются способами охлаждения валков клети кварто путем подачи охлаждающей жидкости в зону контакта рабочего и опорного валков. Оба предусматривают разгон охлаждающей жидкости вдоль оси рабочего валка. В обоих случаях разгон осуществляют по специальной канавке на поверхности опорного валка.
Отличия предложенного способа заключается в том, что разгон охлаждающей жидкости осуществляют от одного конца бочки к другому, тогда как в известном охлаждающую жидкость разгоняют от середины бочки к краям. Другое отличие состоит в том, что разгон осуществляют по спиральной канавке с углом подъема 80-88o, в известном способе этот параметр не регламентирован.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков, и состоящие в повышении равномерности охлаждения и качества прокатываемых полос. Побочным эффектом является возможность реализации реверсивной прокатки. Хотя регламентирование угла подъема спиральной канавки само по себе известно, эта величина не может быть применена в предложенном техническом решении, так как приведет к ухудшению равномерности охлаждения и качества прокатываемых полос. Это свидетельствует о соответствии предложенного технического решения критерию "существенных отличий".
На чертеже изображен график с экспериментальными линиями распределения температуры Т по длине бочки В рабочего валка 11-ой клети стана 2000 горячей прокатки: 1 охлаждение без разгона охлаждающей жидкости; 2 охлаждение по способу прототипу; 3 охлаждение по предложенному способу.
Из представленных данных следует, что при охлаждении валков без разгона охладителя (спиральные канавки на опорных валках отсутствуют) имеет место неравномерность температурного поля по длине бочки рабочего валка (линия 1), максимальная температура превышает 80oC. Охлаждение валков с разгоном охлаждающей жидкости от середины бочки к краям (линия 2) по способу - прототипу улучшает равномерность охлаждения и снижает максимальную температуру. Охлаждение по предложенному способу (линия 3) обеспечивает наиболее равномерную температуру по длине бочки валка при снижении ее максимального значения до -52oC.
Экспериментально установлено, что при угле подъема винтовой линии менее 80o эффективность охлаждения снижается вследствие сокращения продолжительности единичного цикла разгона. Увеличение угла наклона более 88o также приводит к ухудшению равномерности охлаждения и, к тому же, ослаблению бочки валка слишком большим числом витков спиральной канавки.
Пример. Опорные валки со спиральной канавкой, идущей от одного конца бочки к другому, имеющей угол подъема винтовой линии, равный 84o, заваливают в 11-ю клеть непрерывного широкополосного стана 2000 горячей прокатки. После этого заваливают рабочие валки и осуществляют горячую прокатку полос. В процессе прокатки валки охлаждают подачей воды в зону контакта рабочего и опорного валков. При вращении валков спиральная канавка на поверхности опорного валка сгоняет охлажденную воду по длине бочки от одного ее конца к другому, что повышает эффективность охлаждения и качество прокатываемых полос: перепад температуры по длине бочки Т 7oC, неплоскостность S 2 мм/м, относительная разнотолщинность H ±3o.
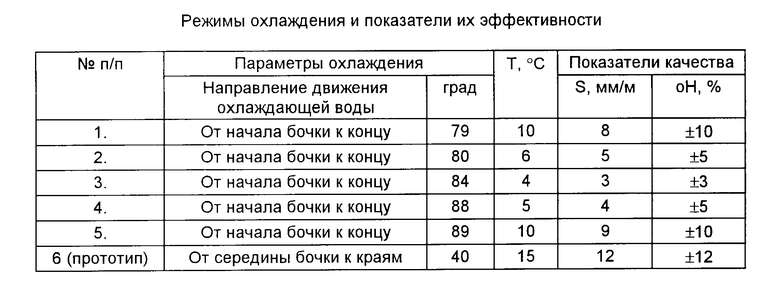
Варианты реализации способа и показатели их эффективности приведены в таблице.
Как следует из данных, приведенных в таблице, наилучшую равномерность охлаждения и качество полос обеспечивает предложенный способ (варианты 2-4).
В случае запредельных значений заявленного параметра (варианты 1 и 5) и при реализации способа прототипа (вариант 6) эффективность охлаждения валков и качество прокатанных полос ухудшается.
Технико-экономические преимущества предложенного способа заключаются в том, что разгон охлаждающей жидкости вдоль оси рабочего валка по спиральной канавке на поверхности опорного валка, причем когда разгон осуществляют от одного конца бочки к другому, а угол подъема спиральной канавки равен 80-88o, обеспечивает наилучшие условия охлаждения валков клети кварто, что в свою очередь, повышает равномерность температуры по длине бочки валков и улучшает качество прокатываемых полос. Помимо этого, расширяется область применения способа: он становится пригоден как для нереверсивной, так и для реверсивной, прокатки.
За базовый объект принят способ прототип. Использование предложенного метода охлаждения валков клети кварто позволит повысить рентабельность производства горячекатаных и холоднокатаных листов на 12%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ КЛЕТИ КВАРТО | 1998 |
|
RU2131310C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ НЕПРЕРЫВНОГО СТАНА КВАРТО | 2000 |
|
RU2177845C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ | 1997 |
|
RU2109584C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2081923C1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА | 1998 |
|
RU2146973C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
Использование: повышение равномерности охлаждения прокатных валков и качества проката при прокате на станах кварто для горячей и холодной прокатки листовой стали. Сущность: способ охлаждения валков клети кварто осуществляют путем подачи охлаждающей жидкости в зону контакта рабочего и опорного валков и ее разгона вдоль оси рабочего валка по спиральной канавке на поверхности опорного валка. Разгон охлаждающей жидкости осуществляют от одного конца бочки к другому по спиральной канавке с углом подъема 80-88o. 1 ил., 1 табл.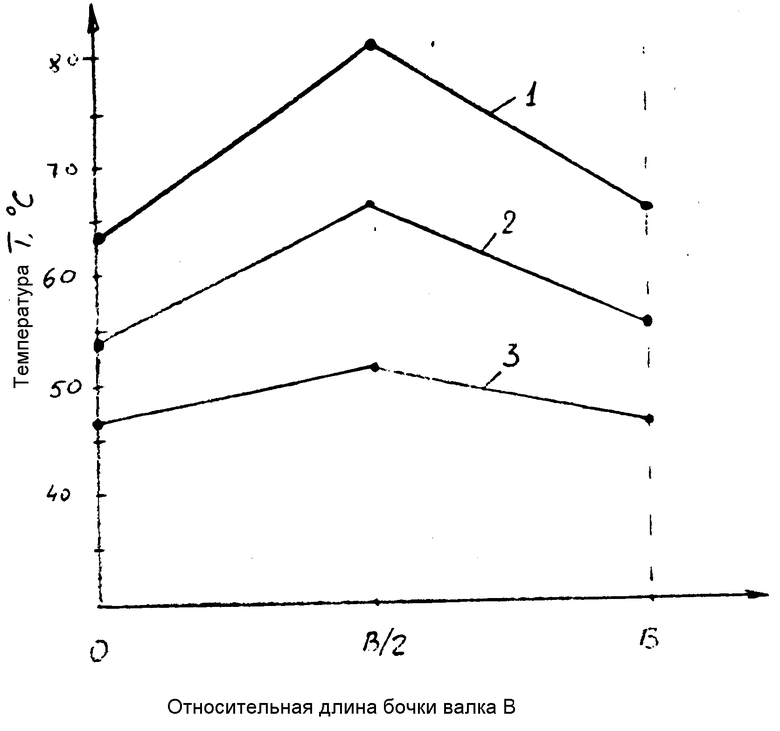
Способ охлаждения валков клети кварто путем подачи охлаждающей жидкости в зону контакта рабочего и опорного валков и ее разгона вдоль оси рабочего валка по спиральной канавке на поверхности опорного валка, отличающийся тем, что разгон охлаждающей жидкости осуществляют от одного конца бочки к другому по спиральной канавке с углом подъема 80 88°.
| Пименов А.Ф | |||
| и др | |||
| Высокоточная прокатка тонких листов | |||
| - М.: Металлургия, 1988, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОХЛАЖДЕНИЯ И ОЧИСТКИ ПОВЕРХНОСТИ ВАЛКОВ ПРИ ХОЛОДНОЙ ПРОКАТКЕ | 0 |
|
SU398300A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

