Изобретение относится к прокатному производству и может быть использовано на нереверсивных станах кварто для горячей и холодной прокатки листовой стали.
Известен способ охлаждения валков клети кварто, согласно которому охлаждающую жидкость подают в зону контакта рабочего и опорного валков и осуществляют ее разгон вдоль оси рабочего валка от середины бочки к краям по спиральным канавкам левого и правого направлений на поверхности опорного валка [1].
Недостаток известного способа состоит в том, что он не обеспечивает равномерного охлаждения бочки рабочего валка, что снижает равномерность температуры, тепловой выпуклости и ухудшает качество прокатываемых полос.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ охлаждения и очистки поверхности валков при холодной прокатке путем подачи охладителя в зону контакта рабочего и опорного валков. При этом охлаждающую жидкость разгоняют вдоль оси рабочего валка от середины к краям бочки по спиральным канавкам на поверхности опорного валка. Разгон охлаждающей жидкости от середины бочки рабочего валка в противоположные стороны обеспечивается спиральными канавками левого и правого направлений [2] - прототип.
Указанный способ также не обеспечивает равномерного охлаждения по всей длине бочки, что приводит к нестабильности тепловой выпуклости валков и ухудшению качества прокатываемых полос.
Цель изобретения состоит в повышении равномерности охлаждения валков и качества прокатываемых полос.
Цель достигается тем, что в известном способе охлаждения валков клети кварто путем подачи охлаждающей жидкости в зону контакта рабочего и опорного валков и ее разгона вдоль оси рабочего валка от середины бочки к ее краям по спиральным канавкам левого и правого направлений на поверхности опорного валка, согласно предложению разгон охлаждающей жидкости осуществляют по спиральным канавкам с углом подъема, равномерно увеличивающимся от середины бочки к ее краю с 80-84o до 87-95o.
Известное и предложенное технические решения имеют следующие общие признаки. Оба они являются способами охлаждения валков клети кварто путем подачи охлаждающей жидкости в зону контакта рабочего и опорного валков. Оба предусматривают разгон охлаждающей жидкости вдоль оси рабочего валка от середины бочки к ее краям. В обоих случаях разгон осуществляют по спиральным канавкам левого и правого направлений по поверхности опорного валка.
Отличия предложенного способа заключаются в том, что разгон охлаждающей жидкости осуществляют по спиральным канавкам с углом подъема, равномерно увеличивающимся от середины бочки к ее краю, тогда как в известном - по спиральным канавкам с постоянным углом подъема. Другое отличие состоит в том, что угол подъема спиральных канавок увеличивается с 80-84o до 87-95o, тогда как в известном способе угол подъема спиральных канавок не регламентирован.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и состоящие в повышении эффективности охлаждения валков и качества прокатываемых полос. Побочным эффектом является повышение стойкости опорных валков, так как в местах наиболее вероятного появления выкрошек, расположенных на концевых участках бочки, шаг спиральных канавок увеличен (вследствие увеличения угла подъема спиральных канавок) и поверхность бочки опорного валка ослаблена канавками в меньшей степени. Хотя регламентирование угла подъема спиральной канавки само по себе известно (а.с. СССР N 1245368, кл. B 21 B 27/10, 1986), эта величина постоянна и неприемлема в предложенном техническом решении, так как приводит к ухудшению охлаждения валков и качества прокатываемых полос. Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
Сущность изобретения поясняется следующим. При прокатке полос температурное поле по длине бочки рабочего валка распределено неравномерно: средняя часть бочки имеет максимальную температуру, которая снижается к ее краям. Для выравнивания температурного поля рабочего валка середину его бочки следует охлаждать более интенсивно, чем края. Выполнение спиральных канавок на поверхности опорного валка с углом подъема, равномерно увеличивающимся от середины бочки к ее краям с 80-84o до 87-95o, позволяет организовать более интенсивное охлаждение середины бочки рабочего валка, уменьшающееся к ее краям. За счет этого достигается повышение равномерности температуры и тепловой выпуклости рабочего валка, точности и плоскостности прокатываемых полос.
Экспериментально установлено, что при угле подъема спиральной канавки в середине бочки опорного валка менее 80o эффективность охлаждения снижается вследствие сокращения продолжительности единичного цикла разгона охлаждающей жидкости. Увеличение этого угла более 84o ухудшает равномерность температурного поля рабочего валка: температура в середине бочки становится ниже, чем по краям. В результате ухудшается качество прокатываемых полос. При угле подъема спиральной канавки на краю бочки более 95o снижается эффективность охлаждения концевых участков рабочего валка, увеличивается их температура и тепловая выпуклость, на прокатываемых полосах образуется краевая волна. Уменьшение этого угла менее 87o приводит к ухудшению равномерности охлаждения и к тому же, ослаблению поверхности бочки опорного валка слишком большим числом витков спиральной канавки.
Примеры осуществления способа.
На бочках опорных валков непрерывного широкополосного стана 2000 горячей прокатки выполняют спиральные канавки левого и правого направлений, расходящиеся от середины бочки к ее краям. Каждая из спиральных канавок имеет угол подъема, равномерно увеличивающийся от середины бочки к ее краю от ϕc=82o до  .
.
Опорные валки со спиральными канавками, а затем и рабочие валки заваливают в 11-ю клеть стана. После этого осуществляют горячую прокатку полос. В процессе прокатки валки охлаждают подачей воды в зону контакта рабочего и опорного валков. При вращении валков спиральные канавки на поверхности опорного валка разгоняют охлаждающую воду по длине бочки рабочего валка от середины к ее краям. За счет регламентированного изменения угла подъема спиральной канавки достигается изменение интенсивности охлаждения: средняя более горячая часть бочки рабочего валка охлаждается интенсивнее, чем ее края. Это приводит к улучшению равномерности охлаждения и повышению качества прокатываемых полос: перепад температуры по длине бочки Δ T = 3oC, неплоскостность полос S = 1 мм/м, относительная разнотолщинность Δ H = ±1%.
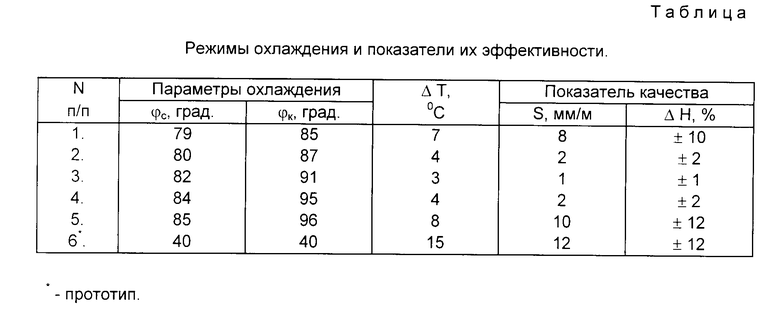
Варианты реализации способа и показатели их эффективности приведены в таблице.
Как следует из данных, приведенных в таблице, наилучшую равномерность охлаждения валков и качество прокатываемых полос обеспечивает предложенный способ (варианты 2-4).
В случае запредельных значений заявленных параметров (варианты 1 и 5) и при реализации способа-прототипа (вариант 6) эффективность охлаждения валков и качество прокатанных полос ухудшаются.
Технико-экономические преимущества предложенного способа заключаются в том, что разгон охлаждающей жидкости по спиральным канавкам правого и левого направлений, выполненным на бочке опорного валка, с углом подъема, равномерно увеличивающимся от середины бочки к ее краям с 80-84o до 87-95o, обеспечивает наилучшие условия охлаждения валков, повышает равномерность температуры по длине бочки валков и улучшает качество прокатываемых полос. Помимо этого достигается повышение стойкости опорных валков за счет увеличения шага между витками спирали на краях бочки.
За базовый объект принят способ-прототип. Использование предложенного способа охлаждения валков нереверсивной клети кварто позволит повысить рентабельность производства горячекатаной и холоднокатаной полосовой стали на 17%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ КЛЕТИ КВАРТО | 1998 |
|
RU2131310C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ | 1996 |
|
RU2094142C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ НЕПРЕРЫВНОГО СТАНА КВАРТО | 2000 |
|
RU2177845C1 |
| Опорный валок | 1984 |
|
SU1245368A1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2081716C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2081923C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
Изобретение относится к прокатному производству и может быть использовано на нереверсивных станах кварто для горячей и холодной прокатки листовой стали. Способ охлаждения валков клети кварто включает подачу охлаждающей жидкости в зону контакта рабочего и опорного валков и ее разгон вдоль оси рабочего валка от середины бочки к краям по спиральным канавкам левого и правого направлений на поверхности опорного валка. С целью повышения равномерности охлаждения валков и качества прокатываемых полос разгон охлаждающей жидкости осуществляют по спиральным канавкам с углом подъема, равномерно увеличивающимся от середины бочки к ее краю с 80 - 84o до 87 - 95o. 1 табл.
Способ охлаждения валков клети кварто путем подачи охлаждающей жидкости в зону контакта рабочего и опорного валков и ее разгона вдоль оси рабочего валка от середины бочки к краям по спиральным канавкам левого и правого направлений на поверхности опорного валка, отличающийся тем, что разгон охлаждающей жидкости осуществляют по спиральным канавкам с углом подъема, равномерно увеличивающимся от середины бочки к ее краю с 80 - 84o до 87 - 95o.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пименов А.Ф | |||
| и др | |||
| Высокоточная прокатка тонких листов | |||
| - М.: Металлургия, 1989, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 398300, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

