Изобретение относится к производ ству сборного железобетона и может быть использовано для тепловой обработки железобетонных трубчатых изделий.
Цель изобретения - интенсификация процесса и снижение удельной знергоемкости.
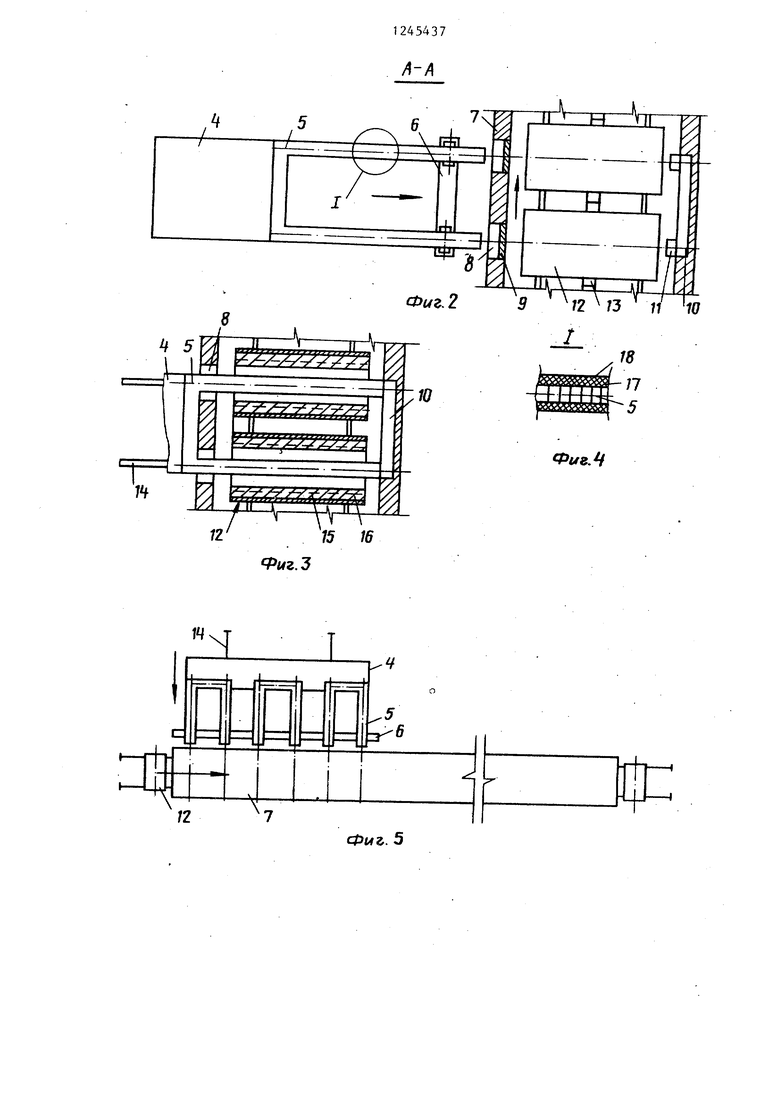
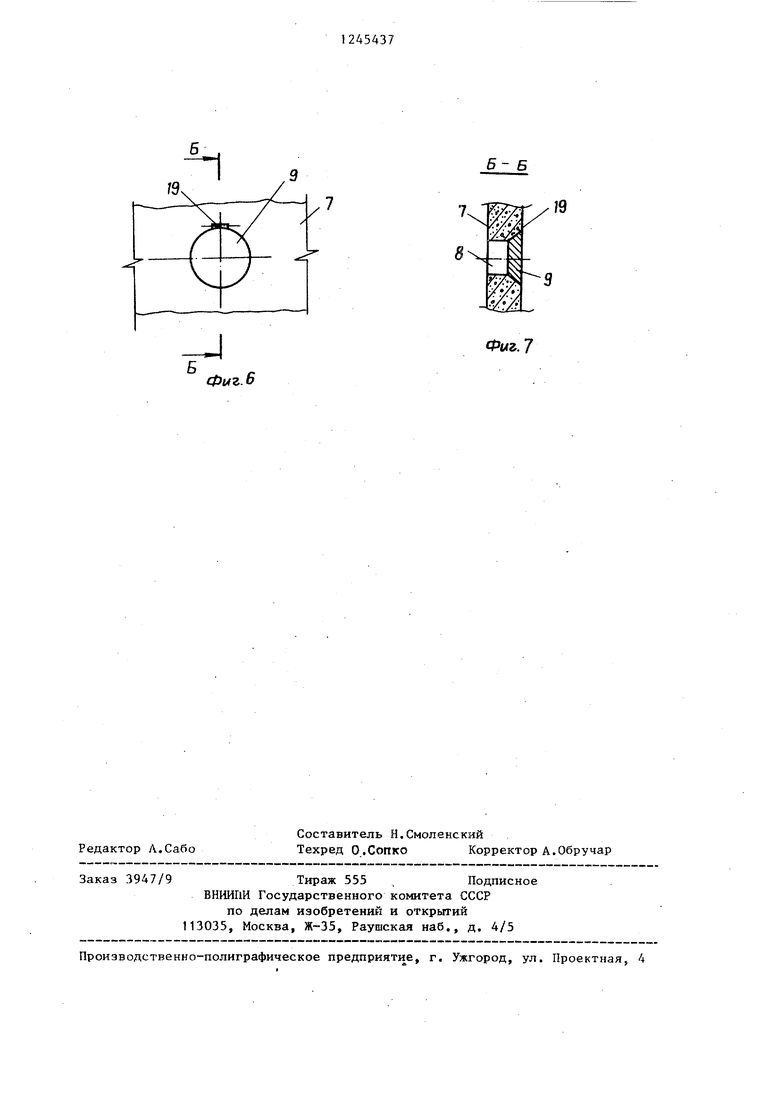
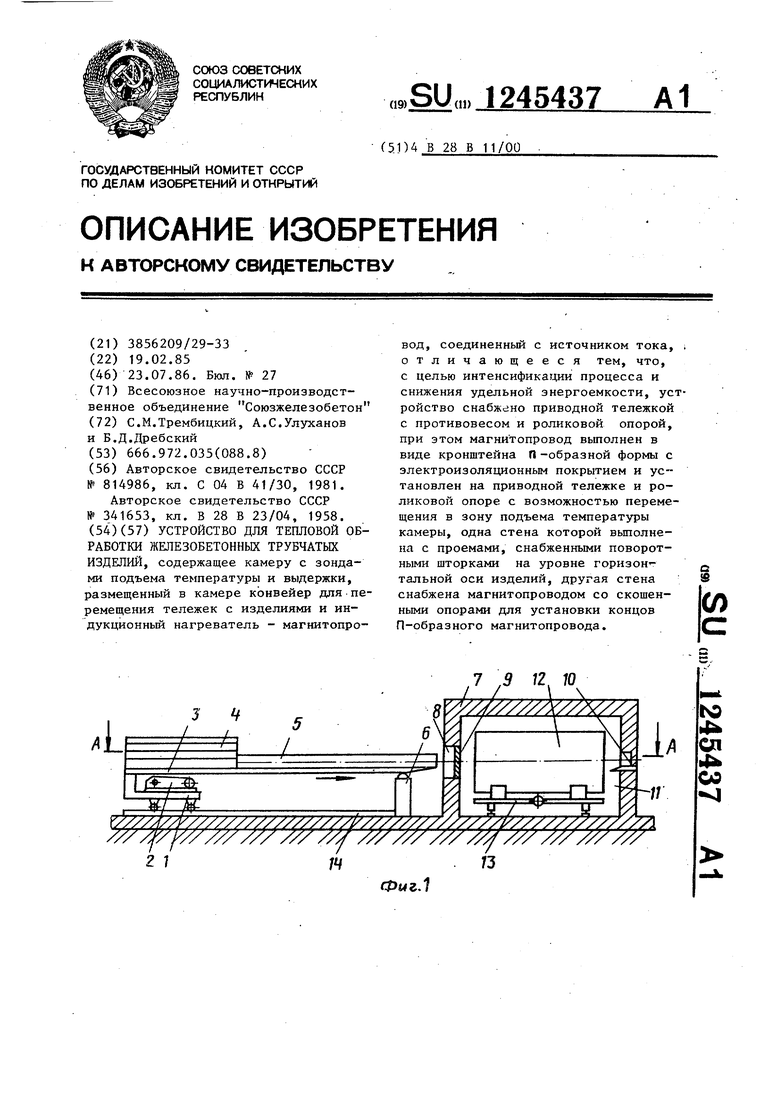
На фиг. 1 показано устройство, поперечный разрез; на фиг. 2 - рйзрез А-А на фиг. 1; на фиг. 3 - схема устройства в рабочем положении} на фиг. 4 - узел 1 на фиг. 2 (устройство индукционного нагревателя - источника магнитного поля) на фиг.5 устройство, вид сверху; на фиг. 6 - поворотная шторкаJ на фиг. 7 - разрез Б-Б на фиг. 6.
Устройство для тепловой обработки железобетонных трубчатых изделий состоит из тележки 1 с электроприводом 2, соединенной с кронштейном 3, несущим противовес 4 и П-образный магнитопровод 5. Роликовая опора 6 установлена перед камерой 7 против проемов 8 с поворотными шторками 9. В противоположной стенке встроен маг нитопровод 10 со скошенными опорами 11. Внутри камеры перемещаются изделия в формах 12 на тележках 13. Движение механизированной установки индукционного нагрева осуществляется по рельсовым путям 14. Издедие выполнено из бетона 15 с арматурным каркасом 16. П-образный магнитопровод 5 индукционного нагревателя - источника магнитного поля снабжен электромагнитной обмоткой 17, покрытой электроизоляционным слоем 18, а поворот шторки 9 осуществляется на шарнире 19.
Устройство работает следующим образом.
Отформованные железобетонные труб чатые изделия в формах 12 циклично перемещаются на тележках 13 вдоль камеры 7. После каждого перемещения в изделия, находящиеся в зоне подъема тe fflepaтypы, вдвигаются П-образные магнитопроводы 5 механизированных установок индукционного нагрева С помощью тележки 1 с электроприводом 2, установленной на рельсовый путь 14, перемещается кронштейн 3
454372
по роликовой опоре Ь. П-образный магнитопровод 5 с электромагнитной обмоткой 17 в электроизоляционном покрытии 18 проходит через проем 8 с
5 поворотными шторками 9, проходит внутри изделий до соприкосновения с маг- нитопроводом 10 и опирается на скошенные опоры 11. Для исключения перекоса при выдвижении кронштейна с
10 П-образным магнитопроводом слу;кит противовес 4. Один П-образный магнитопровод охватывает два изделия, поэтому зона подъема температуры должна быть рассчитана на шесть из15 делий с механизированной установкой индукционного нагрева, состоящей из трех комплектов П-образных магнито- проводов.
После полного замыкания П-образ20 ных магнитопроводов 5 и магнитопро- вода 10 (фиг. 3) на обмотку 17 подается напряжение. Магнитный поток, возникающий в магнитопроводах, трансформирует электрический ток взаимо25 индукции в стальных короткозамкнутых формах 12 и арматурных каркасах 16 изделий. Тепловая энергия, генерируемая в этих стальных элементах, равномерно и быстро нагревает бетон 15,
30 ускоряя его твердение.
Перед следунлцим перемещением конвейера установка индукционного наг- рева откатьшается назад и конвейер перемещается в одно изделие. Установка индукционного нагрева вновь занимает рабочее положение, осуществляя разогрев следующих изделий до более высокой температуры.
Таким образом, при ци1спе формова35
0
ния,, например, труб большого диаметра, равном 30 мин, каждое изделие, проходя шесть первых постов камеры, разогревается в течение трех часов. При данном методе равномерного нагрева этого времени достаточно для разогрева бетона до 60-70°С, При дальнейшем движении изделий в тепло- защищенной камере ос тцествляется их медленное со скоростью 1-1, остыва1ше, равноценное термосно - выдерживанию, т.е. не требуется изометрический прогрев изделий, быстро и равномерно прогретых в начальной стадии тепловой обработки.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки железобетонных трубчатых изделий большого диаметра | 1977 |
|
SU727600A1 |
| Установка для формования трубчатыхиздЕлий из бЕТОННыХ СМЕСЕй | 1979 |
|
SU841986A1 |
| СУДОПОДЪЕМНОЕ СБОРНО-МОНОЛИТНОЕ ЖЕЛЕЗОБЕТОННОЕ СООРУЖЕНИЕ ДЛЯ МАЛОМЕРНЫХ СУДОВ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ | 2013 |
|
RU2524740C1 |
| КАМЕРА ДЛЯ ТЕРМООБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU370192A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU405718A1 |
| Роторный конвейер для изготовления строительных изделий | 1990 |
|
SU1765009A1 |
| Индукционный счетчик электрической энергии | 1991 |
|
SU1824585A1 |
| Устройство для тепловой обработки железобетонных шпал | 1975 |
|
SU558024A1 |
| Устройство для индукционного нагрева кольцевых заготовок | 1981 |
|
SU961163A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |
Ч 5
j
..
I
.,:
/(7
/
75
77 -5
ФигМ
Й
/2//5 /
Фмг.З
w
Ч
(Фмг. 5
Фuz.B
6- Б
Фиг. 7
Редактор Л.Сабо
Составитель Н.Смоленский
Техред О.Сопко Корректор А.Обручар
3947/9
Тираж 555 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ получения изделий из нитридов | 1977 |
|
SU814986A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ВСЕСОЮЗНАЯ nATfHTHO-ILKil^i'iE^'HAflБИБЛИОТЕКАС. Г. Романовский | 0 |
|
SU341653A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
