1
Известна установка для изготовления железобетонных изделий, включающая раму с кассетными формами и устройство для укладки арматурных каркасов в формы.
Однако такая установка сложна в эксплуатадии, так как требует кантова.ния и перегрузки каркасов.
Цель изобретения сн.ижение трудоемкости и улучшение условий эксплуатации.
Это достигается тем, что устройство для укл.адки арматурных каркасов в формы выполнено в в.иде передвигающегося по рельсовому пути консольно-noBOipOTHoro крана, удерживаемого в вертикальном положении при помощл горизонтальных рол ико-опор, помещенных в швеллерный onoipHbiu путь, пр,икрепленный к стойка.м рамы с кассетными формами при помоихи- кронштейнов, на которых смонтирована вдоль кассет рабочая площадка для обслуживания установки, а консольно-поворотный кран выполнен со стеллажом для перевозки арматурных каркасов.
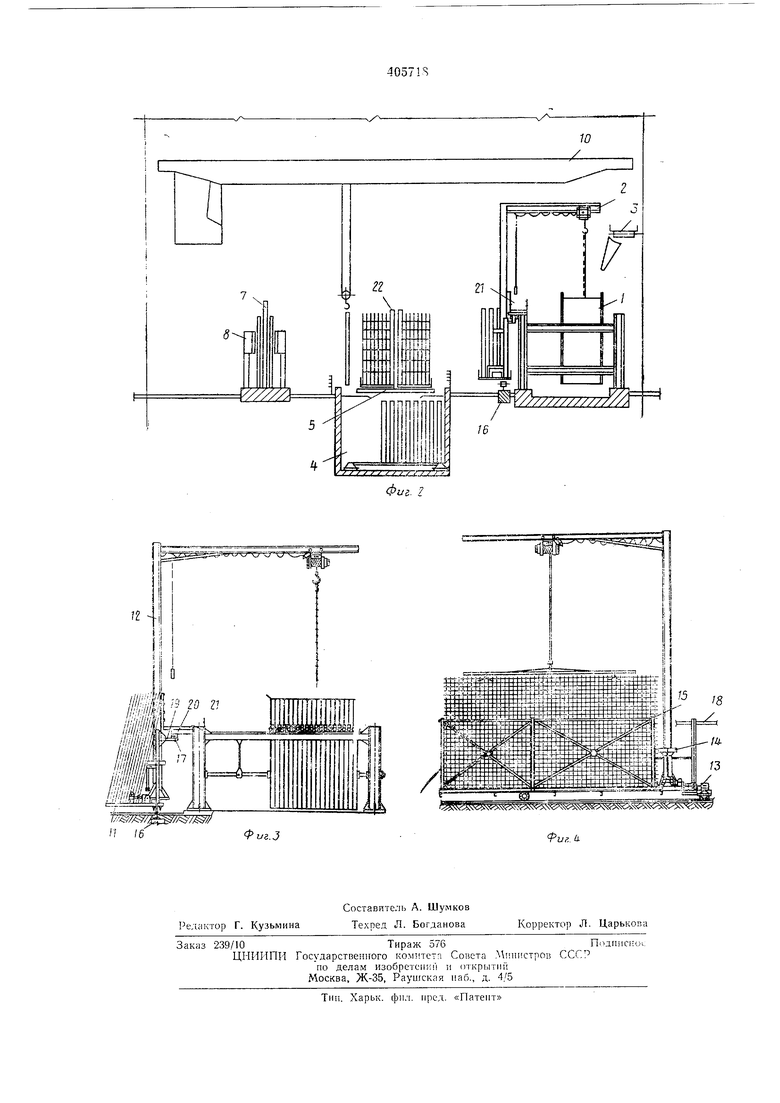
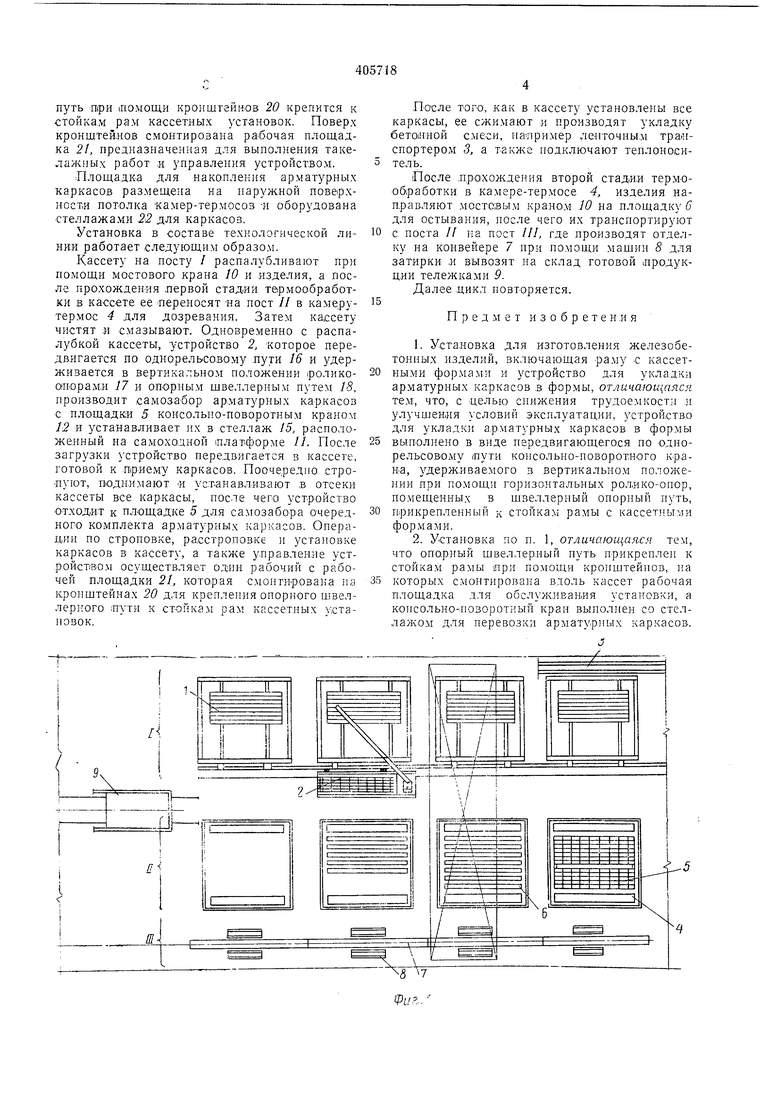
На фиг. 1 изображена описываемая установка в Составе технологической линии, вид в плане; на фиг. 2 - то же, в разрезе; на фиг. 3 ,и 4 - схема устаиовки, вид спереди и сбоку.
Технологическая линяя с установкой для изготовления железобетонных изделий состоит из постов / для формования изделий в кассетах, постов // для дозревания изделий в камерах-термосах и постов /// для отделки и транспортирования готовых лзделий на склад.
Посты / включают в себя кассетные установки /, устройство 2 для доставки и установки арматурных каркасов в кассеты и средства для укладкд бетонной -с-меси в кассеты, например, леиточные транспортеры 3.
Посты // содержат камеры-термосы 4 и площадки 5 н 6 для накопления арматур ых каркасов и для складирования готовых изделий.
Посты /// имеют конвейер отделки 7, оборудованный маши)1ам,и 5 для затирки, а также тележки 9 для вывоза изделий }ia склад. Все посты обслуживаются мостовым краном 10.
Устройство для доставки и установкл арматурных каркасов в кассеты представляет собой самоходный укладч)п, состоящий из платформы //, на которой смонтирован консольно-поворотный кран /2, механизм передвижения .13, .механизм поворота 14 крана ; стеллаж 15 для арматурных каркасов.
Передвигается устройство ino однорельсовому пути 16, KOTOipbni уложен вдоль линии кассет, а удерживается в вертикальном положении пр.и помощи ролико-опор 17, помещенных 3 опорный швеллерный путь 18. Роликоопоры крепятся к Стойкам устройства при помош; кронн:тейнов 19. Опорный швеллер ый
путь три (ПОМОЩИ кронштейнов 20 крепится к стойкам рам кассетных установок. Поверх кронштей-нов смонтирована рабочая площадка 21, предназначенная для выполнения такелажных работ ,и управления устройством.
Площадка для накоплення арматурных каркасов размещена на наружной поверхности потолка камер-термосоз -и оборудована стеллажами 22 для каркасов.
Установка в составе технологической линии работает следующим образом.
Кассету на посту / распалубливают при помощи мостового крана 10 и изделия, а после прохождения .первой стадии термообработки в кассете ее переносят на пост // в камерутермос 4 для дозревания. Затем кассету чистят ;и смазывают. Одновременно с распалубкой кассеты, устройство 2, которое передвигается по однорельсовому лути 16 и удерживается в вертикальном положении 1ролико01порам,и 17 и опорным швеллерным путем 18, производит самоза-бор арматурных каркасов с площадки 5 консольно-поворотным краном 12 и устанавливает их в стеллаж 15, расположенный на самоходной платформе //. После загрузки устройство передвигается в кассете, готовой к .приему каркасов. Поочередно стропуют, водн.имают -и устанавливают в отсеки кассеты все каркасы, после чего устройство отходит к площадке 5 для самозабора очередного комплекта арматурных каркасов. Операдни по строповке, расстроповке и установке каркасов в кассету, а также управление устройством осуществляет одаш рабочий с рабочей площадки 21, которая смонтирована на кронштейнах 20 для крепления онорного швеллерного пути к стойкам рам кассетных установок.
После того, как в кассету установлены все каркасы, ее сжимают и производят укладку бетойгной смеси, на-лример ленточным тра,нспортером 3, а также подключают теплоноситель.
После .прохождения второй стади.и термообработки в камере-термосе 4, изделия направляют мостовым краном 10 на площадку 6 для остывания, после чего их тра.нспортируют с носта // на пост III, где производят отделку на конвейере 7 нри помощи машин 8 для затирки .и вывозят на склад готовой лродукции тележками 9.
Далее цикл повторяется.
Предмет изобретен.и я
1.Уста.новка для изготовления железобетонных изделий, включающая раму .с кассетными формами и устройство для укладки арматурных каркасов .в формы, отличающаяся тем, что, с целью снижения трудоемкости и улучшения условий эксплуатации, устройство для укладки а.рматурных каркасов в формы
выполнено в виде передвигающегося по однорельсовохму 1пути консольно-поворотного кран-а, удерж.иваемого в вертикальном положении при помощи горизонтальных рол.ико-онор, помещенных в швеллерный путь, прикрепле.нный к стойкам рамы с кассетными формами.
2.Установка по п. 1, отличающаяся тем, что опорный швеллер.ный путь прикреплен к стойкам рамы при помощи кронштейнов, па которых смонтирована вдоль кассет рабочая площадка для обслуживания уста1говки, а консольно-тюворотный кран выполне.н со стеллажом для перевозки арматурных каркасов.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Кассетная линия | 1989 |
|
SU1694375A2 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Конвейерная линия для формования железобетонных изделий | 1989 |
|
SU1682172A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛКИ НАРУЖНОЙ ПОВЕРХНОСТИ СТЕНОВЫХ ПАНЕЛЕЙ | 1971 |
|
SU296875A1 |
| Конвейерная линия для изготовления бетонных и железобетонных строительных изделий | 1975 |
|
SU642175A1 |