1
Изобретение относится к области производства железобетонных шпал, формуемых в Ш-ти местных формах (две шпалы в поперечном сечении и пять - вдоль формы), и может быть использовано для теиловлажностной обработки этих изделий, изготовляемых по периодической или непрерывной технологии.
Известно устройство для изготовления железобетонных изделий в электро.магнитном поле 1.
Наиболее близким к предлагаемому является устройство для тепловой обработки железобетонных шпал, включаюш,ее в себя камеру с индукционным нагревателем в виде магнитопровода с катушками на сердечниках {2.
Недостатки известных устройств:
электромагнитная волна концентрируется На нижней поверхности формы и тепловая энергия проникает к бетону, прогревая предварительно толщу металла формы;
арматурный каркас, -не находясь под возДействием переменного магнитного поля, не является источником тепла и, следовательно, равномерный по объему нагрев изделия невозможен;
необходимы дополнительные устройства и приспособления, устраняющие испарение влаги с поверхности бетона;
технически сложно осуществить тепловую
обработку изделий, изютовляемых по непрерывной технологии.
Цель пзобретенр.я - интенсификация тепловой обработки железобетонных шпал.
Достигается цель тем, что в предлагае.мом устройстве магнитопровод выполнен в виде жестко соединенных однофазных электромагнитных звеньев, подвешенных на пружинных подвесках к верхнему перекрытию камеры, а каждое звено магнитонровода снабжено фиксирующими защелками.
Кроме того, нижняя поверхность сердечников снабжена паронепроницаемой прокладкой.
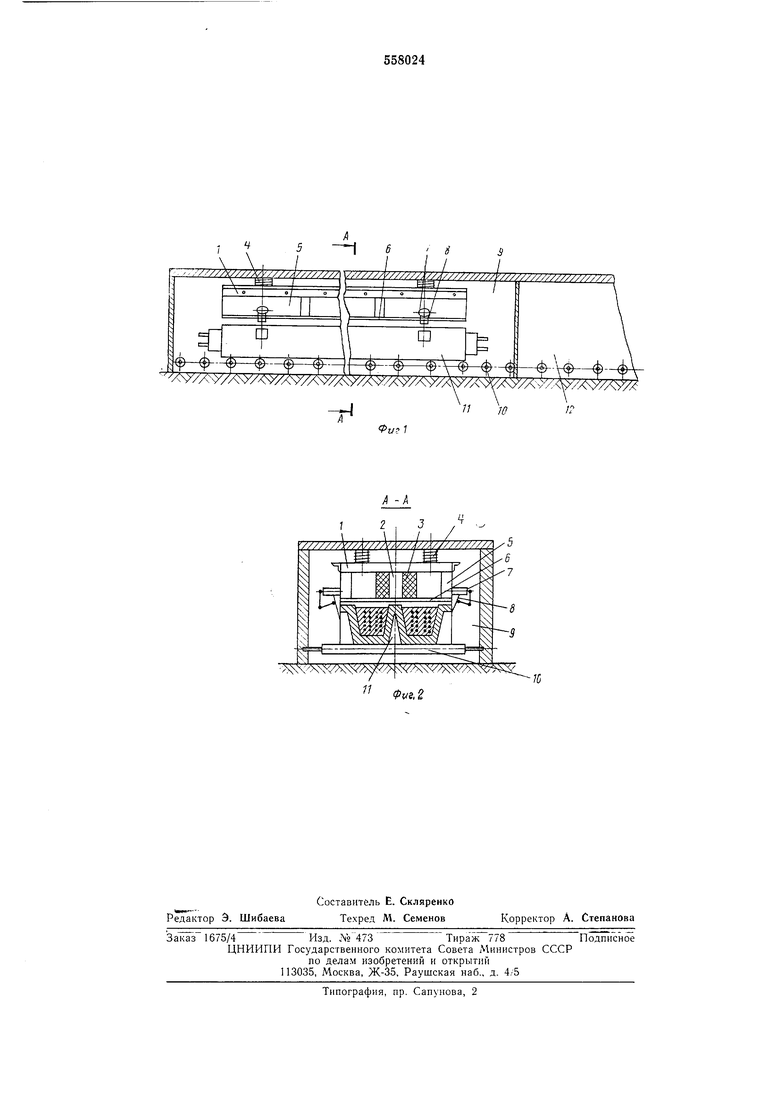
На фиг. 1 показано предлагае.мое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Электромагнитное устройство для разогрева железобетонных шпал состоит из отдельных однофазных электромагнитных звеньев 1. Каждое звено на своем среднем сердечнике 2 имеет катушку 3. Все звенья устройства в количестве, обеспечивающем симметричную трехфазную нагрузку, жестко связаны между собой и подвешены с возможностью вертикального перемещения, например, на отгарированных пружинных подвесках 4. К боковым сердечникам 5 и средним сердечникам звеньев прикреплена снизу единая для всего устройства иаронепроницаемая прокладка 6.
Каждое звено снабжено механизмом, фиксирующим положение магнитопровода, притянутого к изделию. Этот механизм состоит, например, из соленоидных клапано1В 7 и механических защелок 8. Размещено устройство в камере 9 нагрева с роликовым транспортером
10,по которому подается 11 с бетоном. К камере нагрева примыкает камера 12 изотермической выдержки.
Форма И с отформованными шпалами 12 заталкивается по транспортеру 10 в камеру 9 под нагревательное устройство, состоящее из жестко связанных электромагнитных звеньев 1. Форма имеет пять шпальных отсеков по длине и на каждый такой отсек приходится три электромагнитных звена, образующих симметричную трехфазную нагрузку.
На катушки 3 звеньев подается напряжение от источника постоянного тока, в результате чего все устройство, растягивая, например, пружинную подвеску 4, притягивается и плотно через прокладку 6 прижимается к форме И. Защелки 8 фиксируют это положение. Катушки 3 отключаются от источника постоянного тока и подключаются к источнику переменного тока требуемого напряжения. Катушки создают переменный магнитный поток, который, замыкаясь, по металлу формы
11,разогревает его, а следовательно, и контактирующий с ним бетон щпал.
Индукционный нагрев по схеме «трансформатора броневого типа характеризуется высокими энергетическими показателями, потоки рассеивания полезно используются для нагрева арматуры, интенсивному индукционному нагреву подвергается слой металла формы, непосредственно прилегающий к бетону.
Открытая поверхность шпал изолируется от внещней среды плотно прижатой паронепроницаемой прокладкой, исключающей испарение влаги с поверхности и пересушивание бетона.
По достижении бетоном требуемой температуры с катушек 3 снимается напряжение и включаются, например, соленоидные клапаны 7, которые, воздействуя на защелки 8, освобождают устройство, и под действием пружин оно приподнимается над формой со шпалами. По окончании прогрева форма направляется в камеру изотермической выдержки.
Формула изобретения
1.Устройство для тепловой обработки железобетонных шпал, включающее в себя камеру с индукционным нагревателем в виде магнитопровода с катушками на сердечниках, о тл и чающееся тем, что, с целью интенсификации тепловой обработки железобетонных шпал, амагнитопровод выполнен в виде жестко соединенных однофазных электромагнитных звеньев, подвешенных на пружинных подвесках к верхнему перекрытию камеры, а каждое звено магнитопровода снабжено фиксирующими защелками.
2.Устройство по п. 1, отличающееся тем, что, с целью исключения испарения влаги с поверхности изделий и пересушивания бетона, нижняя поверхность сердечников снабжена паронепроницаемой прокладкой.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР №290020, кл. С 04В 41/30, 1969.
2.Авторское свидетельство СССР №234188, кл. С 04В 41/30, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловой обработки железобетонных конструкций и изделий | 1989 |
|
SU1689079A1 |
| Устройство индукционного нагрева полых цилиндрических деталей | 1991 |
|
SU1781846A1 |
| Устройство для тепловой обработки строительных конструкций | 1973 |
|
SU537057A1 |
| Устройство для тепловой обработки железобетонных трубчатых изделий | 1985 |
|
SU1245437A1 |
| Устройство для термообработки железобетонных трубчатых изделий большого диаметра | 1977 |
|
SU727600A1 |
| Устройство для тепловой обработки железобетонных длиномерных изделий | 1975 |
|
SU558023A1 |
| Установка для нанесения защитногоСлОя HA ТЕлА ВРАщЕНия | 1979 |
|
SU816756A2 |
| СПОСОБ ПРОГРЕВА БЕТОНА, ЭЛЕКТРОНАГРЕВАТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ ЭЛЕКТРОНАГРЕВАТЕЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКЦИОННОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 2012 |
|
RU2522097C2 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ХВОСТОВИКОВ АВТОСЦЕПОК | 1993 |
|
RU2091987C1 |
| Устроство тепловой обработки железобетонных ихделий | 1975 |
|
SU570573A1 |
.
,2
