Изобретение относится к оснастке для .ереработки термопластов литьем Под давлением, в частности к формам при изго- 11овлении длинномерных изделий.
Цель изобретения - увеличение производительности и упрощение конструкции формы.
; На фиг. 1 показана форма, плоскость
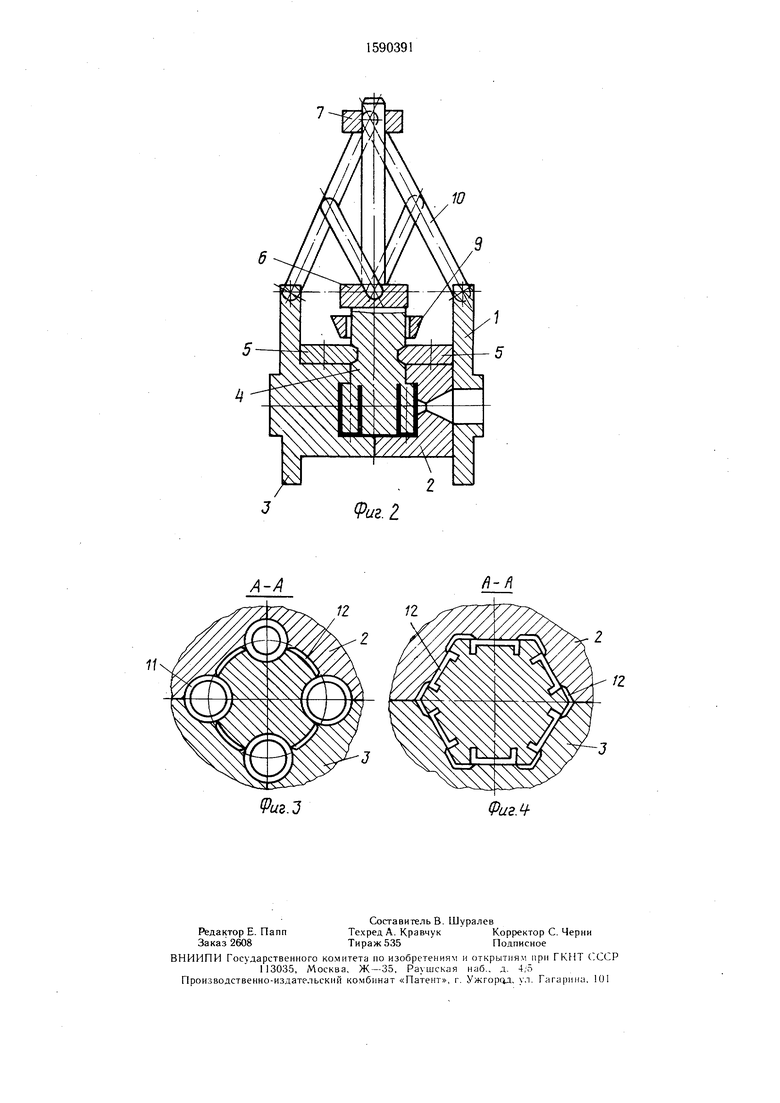
1 азъема; на фиг. 2 - то же, продольный )азрез; на фиг. 3 - разрез А-А на фиг. 1 10 разводящим литниковым каналам; на
фиг. 4 - то же, применительно к профиль1ЫМ изделиям в виде незамкнутой фигуры.
Литьевая форма содержит неподвижную
И подвижную полуматрицы.
I Неподвижная полуформа включает переднюю плиту 1 с отверстием под сопло впрыска и неподвижную полуматрицу 2 с центральным литниковым каналом. Подвижная полуформа включает подвижную полуматрицу 3.
Обе полуматрицы охватывают в плос- IKOCTH разъема, перпендикулярной оси рас- 1крытия формы, пуансон 4, который зафик- |сирован при помощи клиньев 5. При этом пуансон 4 жестко закреплен на промежу- :точной траверсе 6, вдоль него переме- ицается подвижная плита 7, соединяющаяся I при помощи тяг 8 со сталкивающей изде- 1лие планкой 9. Обе полуматрицы, травер- ka и плита шарнирно взаимно связаны
рычажным параллелограммным механизмом 10.
; Оформляющая часть пуансона 4 выпол- : нена с вертикальными проточками в теле пуансона для образования оформляющих I элементов 11. Разводящие литниковые каналы 12 соединены между собой в плоскости, расположеной под торцами оформляющих элементов, в подвижной и непод- вижной полуматрицах. Центральный литниковый канал расположен напротив боковой поверхности одного из формляющих .элементов 11.
1 Литьевая форма работает следующим
образом.
При размыкании формы с отлитыми длинномерными изделиями от неподвижной полуматрицы 2 отходит подвижная полуматрица 3. При этом пуансон 4 под воздействием равноплечих рычагов механизма 10 перемещается в направлении разъема вдвое медленнее подвижной полуформы, оставаясь неподвижным в вертикальной плоскости к оси разъема. В этой плоскости
подвижностью обладает траверса б, которая, опускаясь, перемещает сталкивающую планку 9 вдоль пуансона 4, воздействуя на выступающие из пуансона стенки изделий и сбрасывая их. При этом изделия сбрасываются связанными литниками. При сбросе
длинномерных изделий такая связка позволяет устранить их зависание в ограниченном пространстве между полуформами, сама отливка при сбросе приобретает устойчивую траекторию, не зависящую от
равномерности отрыва изделий от пуансона.
При смыкании элементы формы возвращаются в исходное положение, а клинья 5 обеих полуматриц 2 и 3 центрируют пуансон 4.
Формула изобретения
Литьевая форма для изготовления длинномерных полимерных изделий, содержащая подвижную и неподвижную полуматрицы
с разводящими литниковыми каналами и центральным литниковым каналом в неподвижной полуформе, связанные рычажным параллелограммным механизмом, на траверсе которого закреплен пуансон с расположенной на нем сталкивающей планкой, отличающаяся тем, что, с целью увеличения производительности и упрощения конструкции формы, оформляющая часть пуансона выполнена продольными пазами для образования оформляющих элементов, а разводящие литниковые каналы соединены с ними в плоскостях, расположенных под торцами оформляющих элементов, при этом центральный литниковый канал расположен напротив боковой поверхности одного из оформляющих элементов.
10
иг.2.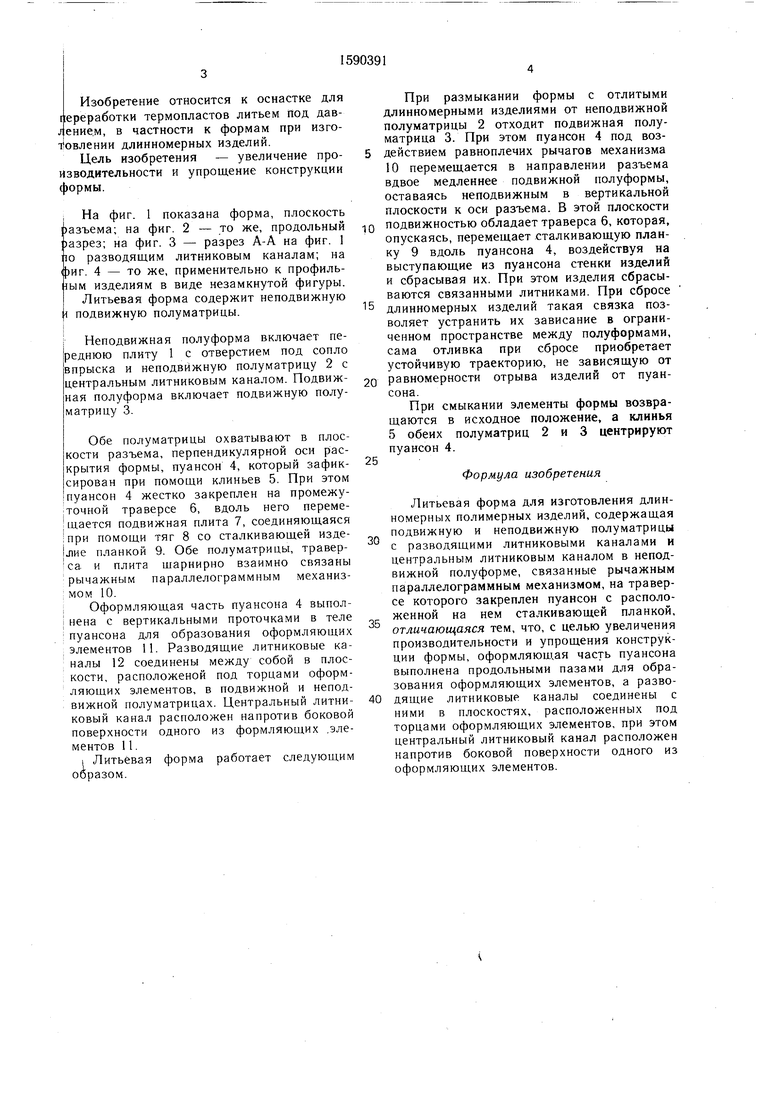
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полых полимерных изделий | 1982 |
|
SU1087346A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU994272A1 |
| Литьевая форма для изделий из термопластов | 1982 |
|
SU994273A1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
| Литьевая форма для изготовления длинномерных полых изделий из полимеров | 1979 |
|
SU927515A1 |
| Литьевая форма для изделий из термопластов | 1991 |
|
SU1801763A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
Изобретение относится к литьевым формам для изготовления длинномерных полимерных изделий. Цель изобретения - повышение производительности и упрощение конструкции формы. Для этого оформляющая часть пуансона 4 выполнена с вертикальными проточками в теле пуансона для образования оформляющих элементов 11. Разводящие литниковые каналы 12 соединены между собой в плоскости, расположенной под торцами оформляющих элементов в подвижной и неподвижной полуматрицах. Центральный литниковый канал расположен напротив боковой поверхности одного из оформляющих элементов. Точное конструктивное решение позволяет увеличить количество гнезд и исключить дополнительный рычажный механизм, необходимый при расположении оформляющих гнезд в двух уровнях. При раскрытии формы сталкивающая планка удаляет с пуансона связанные литниками изделия. 4 ил.
А-А
ft-fi
| Литьевая форма для изготовления полых изделий | 1977 |
|
SU627987A1 |
| В | |||
| Солесос | 1922 |
|
SU29A1 |
