I
tapИзобретение относится к области оборудования для изготовления изделий из пластмасс, а именно к литьевым формам для изготовления трубчатых изделий с поднутрением.
Известна литьевая форма, содержащая подвижную и неподвижную полуформы и шарнирно закрепленный в подвижной полуформе рычаг, связанный с вкладышем, оформляющим поднутрение. Форма снабжена пальцами, установленными посредством подшипников качения в неподвижной полуформе, а на рычаге выполнены скосы, взаимодействующие с пальцами и с плоскостью разъема, перпендикулярной оси изделия. -{I.
Однако в известной форме с такой плоскостью разъема возможно формование только короткомерных изделий с поднутрением, а для изготовления длинномерных изделий трубчатой формы с поднутрением используют машины с очень большим ходом раскрытия и с большей, чем необходимо, мощностью по впрыску, что крайне невыгодно.
Наиболее близким к изобретению по технической сущности и достигаемому результату является литьевая форма для изготовления трубчатого изделия, содержащая подвижную и неподвижную полуформы, установленный продольной осью в плоскости разъема формы формующий знак, связанный системой рычагов с полуформами.
2.
5 Однако на известной литьевой форме возможно изготовление длинномерных изделий трубчатой формы только с внутренним поднутрением, а с наружным - невозможно, так как ось знака, оформляющего
10 поднутрение, совпадает с осью пуансона. Цель изобретения - обеспечение изготовления длинномерных трубчатых изделий с поднутрением по наружной поверхности. Цель достигается тем, что литьевая форма для изготовления трубчатого изделия, содержащая подвижную и неподвижную полуформы, установленный продольной осью в плоскости разъема формы формующий знак, снабжена дополнительным формующим знаком, установленным в подвижной полуформе подвижно относительно нее и в плоскости разъема, причем хвостовик дополнительного формующего знака выполнен под углом к плоскости разъема,
25 равным уклону, который выполнен на взаимодействующей с хвостовиком неподвижной полуформе.
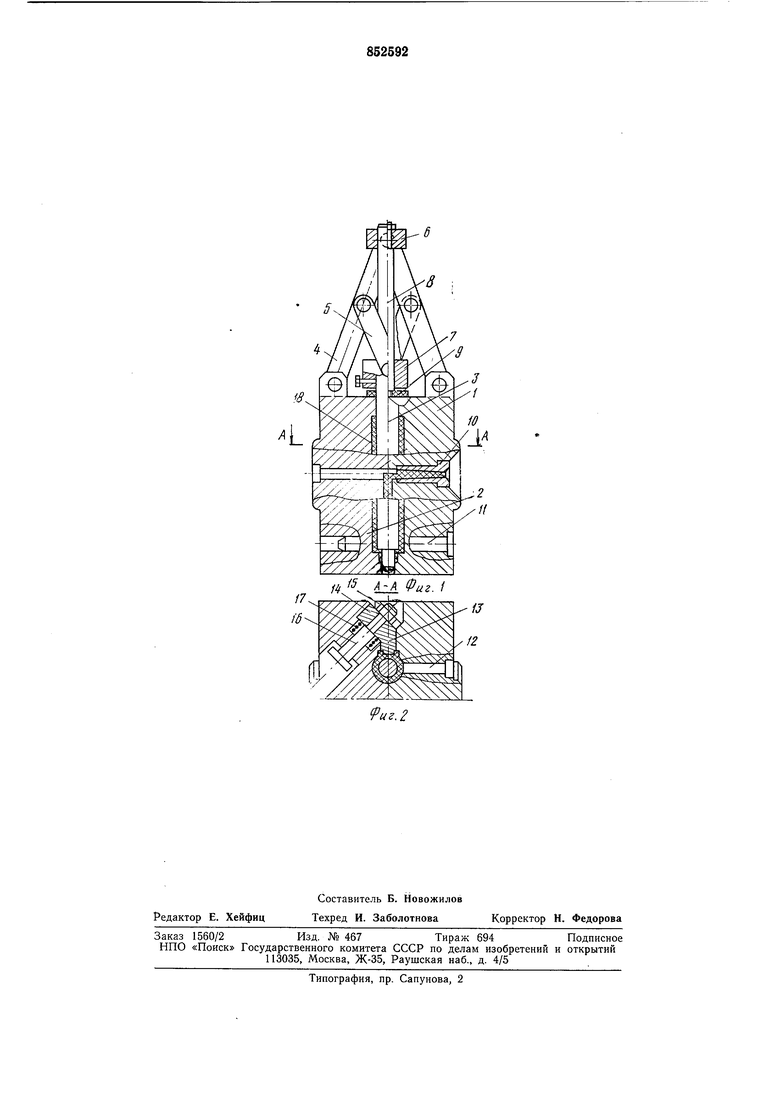
На фиг. 1 показана литьевая форма, продольный разрез; на фиг. 2-разрез А-А
30 на фиг. 1.
Форма состоит из иеподвижной 1 и подвижной 2 полуформ. В плоскости разъема формы установлен продольной осью формующий знак 3 для получения в изделии центрального отверстия. Полуформы 1, 2 и формующий знак 3 связаны между собой системой рычагов, содержащей длинные 4 и короткие 5 рычаги. Верхние концы длинных рычагов 4 шарнирно соединены с плитой 6 толкателя, а нижние - с полуформами. Верхние концы коротких рычагов 5 щарнирно связаны с длинными рычагами 4, а нижние - с плитой 7 формующего знака 3. К верхней плите 6 толкателя жестко прикреплен верхний конец щтанги 8 со сталкивателем 9. В неподвижной полуформе 1 смонтированы литниковая втулка 10, центрирующие щтыри И и знак 12 для получения в изделии бокового отверстия. В подвижной полуформе 2 подвижно относительно нее и в плоскости разъема формы установлен дополнительный формующий знак 13 с хвостовиком 14, выполненным под углом к плоскости разъема формы, равным уклону скоса 15, выполненного на взаимодействующей с хвостовиком неподвижной полуформе 1. Знак 13 смонтирован на установленных под острым углом к плоскости разъема формы колонках 16, подпружиненных пружинами 17.
Литьевая форма работает следующим образом.
Пластмасса через литниковую втулку 10 поступает в формующие полости. После необходимой выдержки материала под давлением и охлаждения форму размыкают.
При размыкании формы подвижная полуформа 2 отходит от неподвижной 1, унося с собой концы длинных рычагов 4, при этом опускается плита 6 толкателя, которая через штангу 8, в свою очередь, перемещает вниз сталкиватель 9, сталкивая со знака 3 изделие 18.
Знак 13, формующий наружное поднутрение, автоматически выводится из поднутрения совместно с движением подвижной полуформы 2.
Так как уклон скоса 15 неподвижной полуформы равен углу, под которым выполпен хвостовик 14, перемещение знака 13 в направлении разъема происходит медленней, чем подвижной полуформы 2.
Таким образом, при движении подвижной полуформы знак автоматически выводится из поднутрения совместно с движением подвижной полуформы, при этом скорость его вывода определяется величиной угла.
Внедрение предлагаемой конструкции на производстве позволяет изготавливать длинномерные трубчатые изделия с наружным поднутрением при наличии других отверстий или наружных поднутрений в изделии по периметру.
Формула изобретения
Литьевая форма для изготовления трубчатого изделия, содержащая подвижную и неподвижную полуформы, установленный
продольной осью в плоскости разъема формы формующий знак, связанный системой рычагов с полуформами, отличающаяс я тем, что, с целью обеспечения изготовления изделия с наружным поднутрением,
она снабжена дополнительным формующим знаком, установленным в подвижной полуформе подвижно относительно нее и в плоскости разъема, причем хвостовик дополнительного формующего знака выполнен
под углом к плоскости разъема, равным уклону, который выполнен на взаимодействующей с хвостовиком неподвижной полуформе.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 647125, кл. В 29 С 5/00, 1977.
2.Авторское свидетельство СССР № 534364, кл. В 29 С 5/00, 1975 (прототип).
5
/« Фиг. /
/ / X™И
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для полимерных изделий | 1984 |
|
SU1248836A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовления полимерных длинномерных изделий | 1981 |
|
SU1031740A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1118532A1 |
| Литьевая форма для изготовления полимерных изделий | 1981 |
|
SU1140990A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для полимерных изделий | 1985 |
|
SU1227484A2 |