Изобретение относится к судостроению и может быть использовано нри сборке плоских секций из модуль-секций, при сборке блоков из объемных секций и цилиндрических вставок корпусов судов упрощенной формы из блоков, изготовленных в номинальный размер.
Цель изобретения - расширение технологических возможностей и повышение производительности труда.
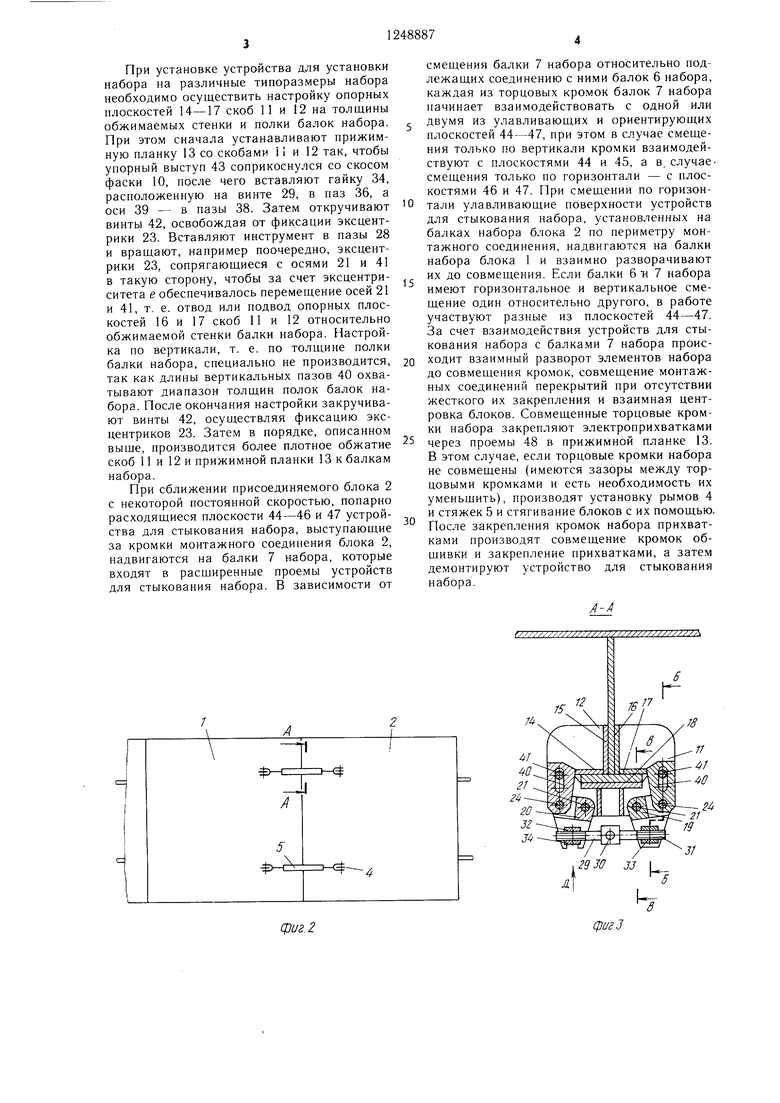
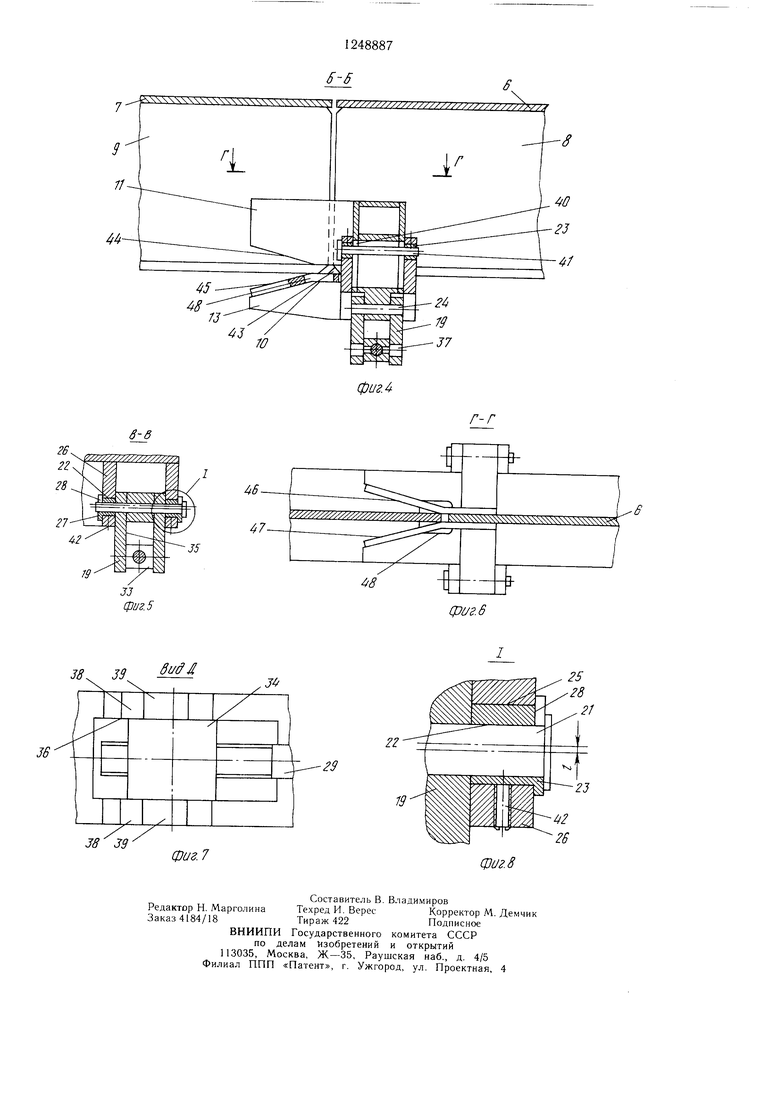
На фиг. 1 изображены базовый и присоединяемый блоки в исходном положении, вид сбоку; на фиг. 2 - то же, после сближения, вид Б плане; на фиг. 3 - сечение А-А ца фиг. 2, устройство для стыкования набора; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 3; на фиг. 6 - сечение Г-Г на фиг. 4; на фиг. 7 - вид Д на фиг. 3, (расположение гайки с осями в рычаге в устройстве для стыкования набора); на фиг. 8 - узел I на фиг. 5 (крепление и расположение эксцентриков устройства для стыкования набора).
При формировании корпуса судна на построечном месте базовый блок и присоединяемый к нему блок 2 изготовлены в номинальный размер и установлены на самоходные тележки 3 в районе подлежащего сборке монтаж}ШГ О стыка (фиг. 1). На блоках и 2 установлены рамы 4, к которым закреплены стяжки 5 для уменьшения остаточного зазора после сдвижки. Блоки 1 и 2 имеют элементы набора, а именно: балки 6 и 7 набора, подлежащие взаимному соединению, и ребра 8 и 9 жесткости. Элементы набора имеют на полках разделанные под сварку фаски 10.
Устройство для стыкования набора установлено на балках 6 набора и состоит из корпуса, выпо.чненного в виде Г-образных скоб 11 и 12, и прижимной планки 13, которые имеют плоскости 14-18, в совокупности повторяюн 1ие конфигурацию балок 6 )ia6opa и прилегаюгцие к ним. Нрижимная планка 13 соединена со скоба.ми 11 и 12 посредством рычагов 19 и 20. Рычаги 19 и 20 закреплены с возможностью поворота в прижимной планке 13 и связаны с ней посредством осей 21, концы которых установлены во внутренние отверстия 22 эксцентрика 23 (фиг. 8), и осей 24, которые соединяют рычаги 19 и 20 и скобы 11 и 12. Эксцентрики 23 выполпены в виде эксцентриковых втулок (поз. не обозначены) и расположены в отверстиях 25 щек 26 скоб 11 и 12. На торцах 27 эксцентриков 23 выполнены пазы 28, в которые в процессе настройки устанавливается инструмент (не показан). Рычаги 19 и 20 соединены между собой винтом 29, имеющим отверстие 30, в которое после установки устройства для стыкования набора на балки 6 набора вставляется инструмент (не показан). Винт 29 выполнен в виде стержня, на концах которого имеются винтовые нарезки 31 и 32 левого и правого направлений, взаимодействующие с гайками 33 и 34 рычагов 19 и 20.
5
5
На рычагах 19 и 20 выполнены пазы 35 и 36, в которых установлены гайки 33 и 34. Гайка 33 соединена осями 37 с рычаго.м 19. За счет пазов 38 обеспечивается также возможность быстрого разъема осей 39 с рычагом 20. Скобы II и 12 соединены с прижимной планкой 13 с возможностью вертикального и горизонтального перемещения. В скобах 11 и 12 выполнены вертикальные пазы 40, за счет которых обеспечивается настройка
0 и обжим скобами 11 и 12 балок 6 набора. В вертикальных пазах 40 установлены оси 41, концы которых расположены во внутренних отверстиях 22 эксцентриков 23. Эксцентрики 23 выполнены с эксцентриситетом е, величины которого должна быть больше или равна разности толщин стенок балок 6 набора, на которое может быть установлено устройство для стыкования набора. За счет поворота эксцентриков 23, установленных на осях 21 и 41, обеспечивается возможность гори0 зонтального настроечного перемещения скоб 11 и 12 на толщину стенки балки 6 набора. Фиксация эксцентриков 23 осуществляется с помощью винтов 42. Скобы II и 12 снабжены выступами 43 для упора в фаски 10 от продольного смещения, приче.м в одну сторону от выступов 43 размещены прилегающие к балкам 6 набора плоскости 14-18, а в другую - попарно расходящиеся плоскости 44 и 45 для улавливания и ориентирования балок 6 набора по вертикали, а 46 и 47 для улавливания и ориентирования балок 7 набора по горизонтали. На границах плоскостей 45 и 18 в прижимной планке 13 предусмотрен проем 48 д.тя прихватки торцов балок 6 и 7 набора после их совмещения. При использовании устройства для стыкования набора его установку на балках 6 набора осуществляют при изготовлении плоских секций или позднее при сборке блоков. При этом сначала устанавливают прижимную планку 13 со скобами 1 1 и 12 так, чтобы упорный выступ 43 соприкоснулся
0 со скосом фаски 10, после чего вставляют гайку 34, расположенную на винте 29, в паз 36, а оси 39 - в пазы 38. Зате.м в отверстие 30 винта 29 вставляют инстру.мент и вращают ви1;т 29, который, в свою очередь, поворачивает рычаги 19 и 20. Поворот рычагов 19 и 20 вокруг осей 21 вызывает, в свою очередь, поворот по радиусу осей 24, образующих шарнирное соедипение, и опорных плоскостей 16 и 17 до упора в сопрягаемые плоскости балок 6 набора. Одновременно с упором в сопрягаемые плоскости балок набора опорных плоскостей 16 и 17 скоб 11 и 12, поворот рычагов 19 и 20 вызывает вертикальное перемещение опорных плоскостей 14-17 в пределах длины вертикальных пазов 40 до упора опорных плоскостей 14
5 и 15 в сопрягаемые плоскости балок 6 набора. Дальнейщим вращением винта 29 достигают более плотного обжатия скоб 11 и 12 и прижимной планки 13 к балке 6 набора.
0
5
0
При установке устройства для установки набора на различные типоразмеры набора необходимо осуществить настройку опорных плоскостей 14--17 скоб 11 и 12 на толщины обжимаемых стенки и полки балок набора. При этом сначала устанавливают прижимную планку 13 со скобами 1 и 12 так, чтобы упорный выступ 43 соприкоснулся со скосом фаски 10, после чего вставляют гайку 34, расположенную на винте 29, в паз 36, а оси 39 - в пазы 38. Затем откручивают винты 42, освобождая от фиксации эксцентрики 23. Вставляют инструмент в пазы 28 и вращают, например поочередно, эксцентрики 23, сопрягающиеся с осями 21 и 41 в такую сторону, чтобы за счет эксцентриситета е обеспечивалось перемещение осей 21 и 41, т. е. отвод или подвод опорных плоскостей 16 и 17 скоб 11 и 12 относительно обжимаемой стенки балки набора. Настройка по вертикали, т. е. по толщине полки балки набора, специально не производится, так как длины вертикальных пазов 40 охватывают диапазон толщин полок балок набора. После окончания настройки закручивают винты 42, осуществляя фиксацию эксцентриков 23. Затем в порядке, описанном выще, производится более плотное обжатие скоб 11 и 12 и прижимной планки 13 к балкам набора.
При сближении присоединяемого блока 2 с некоторой постоянной скоростью, попарно расходящиеся плоскости 44-46 и 47 устройства для стыкования набора, выступающие за кромки монтажного соединения блока 2, надвигаются на балки 7 набора, которые входят в расщиренные проемы устройств для стыкования набора. В зависимости от
0
5
смещения балки 7 набора относительно подлежащих соединению с ними балок 6 набора, каждая из торцовых кромок балок 7 набора начинает взаимодействовать с одной или двумя из улавливающих и ориентирующих плоскостей 44-47, при этом в случае смещения только по вертикали кромки взаимодействуют с плоскостями 44 и 45, а в. случае смещения только по горизонтали - с плоскостями 46 и 47. При смещении по горизонтали улавливающие поверхности устройств для стыкования набора, установленных на балках набора блока 2 по периметру монтажного соединения, надвигаются на балки набора блока 1 и взаимно разворачивают их до совмещения. Если балки 6 и 7 набора имеют горизонтальное и вертикальное смещение один относительно другого, в работе участвуют разные из плоскостей 44-47. За счет взаимодействия устройств для стыкования набора с балками 7 набора проис0 ходит взаимный разворот элементов набора до совмещения кромок, совмещение монтажных соединений перекрытий при отсутствии жесткого их закрепления и взаимная центровка блоков. Совмещенные торцовые кромки набора закрепляют электроприхватками
5 через проемы 48 в прижимной планке 13. В этом случае, если торцовые кромки набора не совмещены (имеются зазоры между торцовыми кромками и есть необходимость их уменьщить), производят установку рымов 4 и стяжек 5 и стягивание блоков с их помощью. После закрепления кромок набора прихватками производят совмещение кромок обшивки и закрепление прихватками, а затем демонтируют устройство для стыкования набора.
АА
фиг. 2
фиг.З
, /////////////////////////////////// /.
3
Ю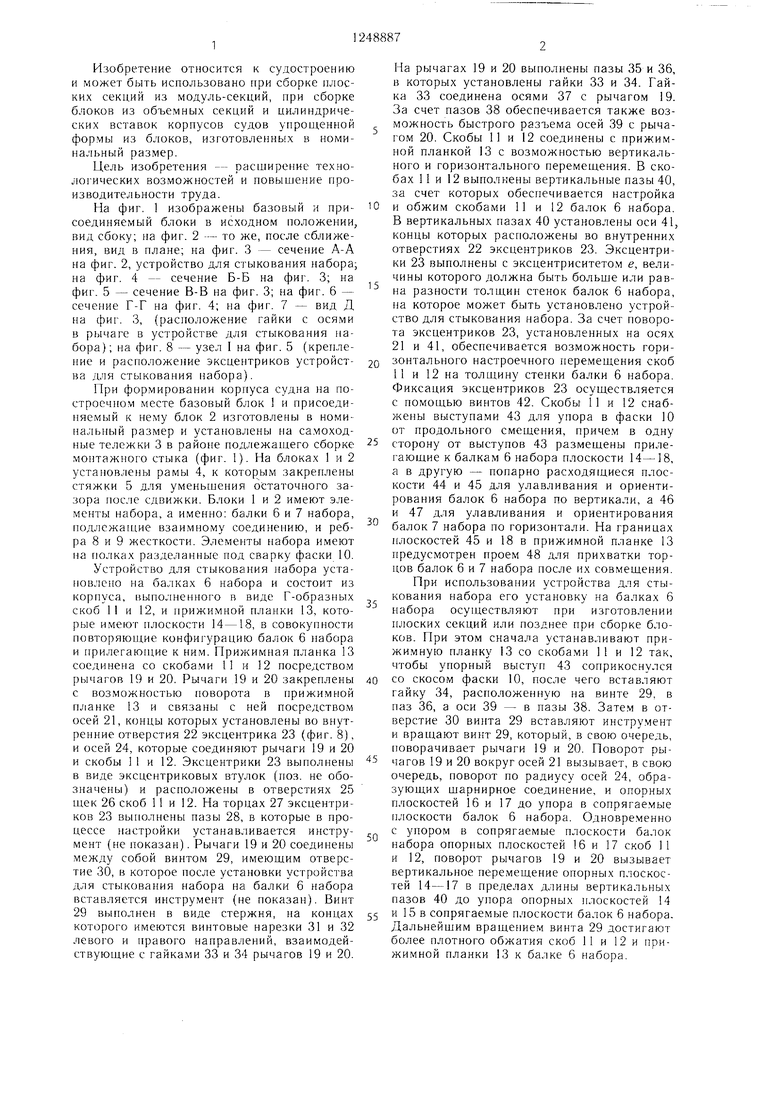
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления корпуса судна из блоков и устройство (его варианты) для его осуществления | 1982 |
|
SU1058824A1 |
| Устройство для стапельного стыкования секций корпуса судна | 1988 |
|
SU1541110A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Устройство для установки балок поперечного набора на полотнище обшивки корпуса судна | 1988 |
|
SU1525079A1 |
| МОСТОВОЙ БЛОК МНОГОПРОЛЕТНОГО МОСТА И КАРЕТКА ПРИВОДА (ЕЕ ВАРИАНТЫ) | 1993 |
|
RU2057836C1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1982 |
|
SU1011442A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Бытовое помещение судна | 1980 |
|
SU1134116A3 |
| Устройство для очистки торцов колес | 1985 |
|
SU1393690A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЛОПАСТИ | 2020 |
|
RU2742357C1 |
в-8
27
19
-6
фиг. 6
J8 Л.
/
3
ч
JS23
38 39.7
19
фиг. 8
Составитель В. Владимиров
Редактор Н. МарголинаТехред И. ВересКорректор М. Демчик
Заказ 4184/18Тираж 422Подписное
ВНИИПИ Государственного комитета СССР
по делам Изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Способ изготовления корпуса судна из блоков и устройство (его варианты) для его осуществления | 1982 |
|
SU1058824A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
