Изобретение относится к технологии судостроения и касается конструирования стапельной оснастки, автоматизирующей процесс сборки секций корпуса судна.
Цель изобретения - повышение производительности труда при стыковании секций путем автоматизации процесса перемещения по балкам набора секции.
На чертеже схематически изображено устройство для стапельной стыковки секций корпуса судна, аксонометрическая проекция.
Устройство содержит корпус 1 с захватом 2 для базового набора за кладкой секции, имеющим привод выдвижения подвижных губок, В корпусе 1 размещены силовой прижим 3 для выравнивания секций по полушироте (гидроцилиндр или винт с электродвигателем) и выдвижной опорный рычаг 4, взаимодействующий с выдвижным элементом (штоком гидроцилиндра или винтом) силового прижима 3. На выдвижном опорном рычаге 4 размещен силовой прижим 5 для выравнивания секций по шпангоутам, т.е. в плоскости, перпендикулярной плоскости действия силового прижима 3. Силовые прижимы 3 и 5 взаимосвязаны через блок 6 управления с источником 7 энергии, в частности насосной установкой. Источник 7 энергии и блок 6 управления размещены стационарно на втором дне днищевой секции и Соединены с силовыми прижимами гибкими шлангами гидросистемы так, корпус 1 устройства имел бы возможность перемещения по шпангоутам с одного участка секции-, на другой.
0
5
0
5
0
5
0
5
На корпусе 1 консол но закреплены горизонтальные направляющие 8, на которых установлена опорная бал- ка 9. На опорной балке 9 размещен привод 10 перемещения корпуса 1 по направляющим 8 (в частном случае электродвигатель с РИНТОМ, контактирующим с гайкой корпуса). На опорной балке 9 установлена промежуточная балка 11. На промежуточной балке 11 консольно закреплены горизонтальные направляющие 12, на которых установлена подъемная траверса 13 с приводными захватами 14 для фиксации ее на шгы гоутах и размещен привод 15 перемещения траверсы 13 по направляющим 12 (в частном случае электродвигатель с винтом, контактирующим с гайкой траверсы).
Промежуточная 11 и опорная 9 балки установлена одна в другой с возможностью вертикального перемещения каждой из них относительно - другой с помощью привода 16 (в частном случае установленного на одной из них электродвигателя с винтом, жестко соединенным с его выходным валом и контактирующим с размещенной на другой балке гайкой).
На опорной 9 и промежуточной 11 балках закреплены упоры 17-20, а на корпусе 1, захватах 2 и 14, подъемной траверсы 13 и опорной балке 9 установлены контактные датчики 21 - 30. Датчики электрически соединены через блок 6 управления с соответствующими приводами перемещений подвижных органов устройства: датчики 21 и 29 - с приводами 10 и 16, датчики 22 и 23 - с приводом перемещения подвижной губки захвата 2 и с приводом 10, датчик 24 - с приво51
дом перемещения подвижной губки за- хвата 2 и с приводами перемещений подвижных губок захватов 14, датчик
25- с приводами перемещений по- движных губок захватов 14, датчики
26и 30 - с приводами 15 и 16, датчики 27 и 28 - с приводом перемещения подвижных губок захватов 14 и
с приводом 15.
Устройство работает следующим образом.
После проверки закладной базовой секции по шпангоутам и полуширотам и установки на прихватках стыкуемой с ней секции производят установку устройства на базовый набор закладной секции., При установке устройства корпус 1 упирается в торец базового набора, а захваты 2 и 14 корпуса 1 и подъемной траверсы 13 заводятся за полку набора. При подаче рабочей питающей среды (например, рабочей жидкости от насосной установки 7) к силовым прижимам 3 и 5, которые мо- гут работать одновременно, выдвижной элемент прижима 3 выталкивает опорный рычаг 4 и перемещает стыкуемый набор, а соответственно и участок секции по полушироте до тех пор,по- ка его ограничитель не упрется в торец базового набора. При этом нажимной элемент прижима 5 перемещает стыкуемый набор, а соответственно и участок секции по шпангоуту до момента совмещения ограничителя с базовым набором.
Усилия, создаваемые силовыми прижимами 3 и 5, отрегулированы таким образом, что они достаточны для сдвига набора стыкуемой секции, которая установлена на прихватках, и недостаточны для сдвига базового набора закладной секции, жестко приваренной к соседним секциям. Регули- ровка усилия производится, например, предохранительным клапаном насосной установки 7.
После приварки выровненного участка секции производится перемещение в автоматическом режиме корпуса 1 устройства с силовыми прижимами 3 и 5 на следующий вышерасположенный шпангоут. Для этого с пульта управления включается привод перемещения подвижной губки захвата 2. После выхода подвижной губки захвата за полку шпангоута она нажимает на контакт датчика 22, который с помощью
J
.
.- 20 25 зо
.Q .
п
5
106
электросистемы блока 6 управления отключает привод перемещения губки захвата 2 от электропитания и одновременно включает привод 10 горизонтального перемещения корпуса 1 по направляющим 8. Перемещение корпуса 1 производится от секции к опорной балке 9 и продолжается до момента контакта датчика 21 с упо- ром 17. При срабатывании датчика 21 отключается привод 10 и включается привод 16 вертикального перемещения опорной балки 9 с корпусом 1. Вертикальное перемещение опорной балки 9 с корпусом 1 происходит до момента контакта датчика 21 с упором 17. При срабатывании датчика 2t отключается привод 10 и включается привод 16 вертикального перемещения опорной балки 9 с корпусом 1. Верти- кальное перемещение опорной балки 9 с корпусом 1 происходит до момента контакта упора 19 с датчиком 29,расстояние между которыми в исходном положении соответствует расстоянию между шпангоутами. При контакте упора 19 с датчиком 29 отключается привод 16 и вновь включается привод 10 (в частном случае включается в электросеть электродвигатель с винтом в обратном направлении вращения винта по отношению к первоначальному включению этого привода 10), при этом корпус 1 перемещается по направляющим 8 от опорной балки 9 к секции. При контакте датчика 23 с торцом полки базового шпангоута отключается привод 10 и одновременно включается привод перемещения подвижной губки захвата 2, которая устанавливается в положение, обеспечивающее фиксацию корпуса 1 на новом шпангоуте. В этом положении подвижной губки захвата 2 размещенный на ней датчик 24 при контакте с нижней поверхностью основания шпангоута отключает привод перемещения подвижной губки захвата 2 и одновременно включает привод перемещений подвижных губок захватов 14 подъемной траверсы 13. При выходе подвижных губок захватов 14 за полку шпангоута одна из .них нажимает на контакт датчика 27, который отключает привод перемещения подвижных губок захватов 14 и включает привод 15, который перемещает подъемную траверсу 13 по направляющим 12 до момента контакта
упора 18 с датчиком 26, который отключает привод 15 и включает привод 16 (в частном случае электродвигатель с винтом для вращения в обратном направлении по отношению к первоначальному включению его датчиком 21). При таком включении привода 16 промежуточная балка 11 вместе с (Подъемной траверсой 13 перемещается вертикально к вышерасположенному . шпангоуту, на котором уже установлен и зафиксирован корпус 1. Вертикальное перемещение промежуточной балки 11 происходит до момента контакта упора 20 с датчиком 30, который отключает привод 16 и включает привод 15, который перемещает траверсу 13 по направляющим 12 от промежуточной балки к секции. Перемещение траверсы 13 продолжается до момента контакта датчика 28 с тор цом полки базового шпангоута, после чего привод 15 отключается от сети и включаются приводы перемещений подвижных губок захватов 14, которые устанавливаются в положение, обеспечивающее фиксацию траверсы 13 на новом шпангоуте. В этом положении подвижной губки захвата 14 размещенный на ней датчик 25 при контакте с нижней поверхностью основания шпангоута отключает приводы перемещений подвижных губок захватов 14. После фиксации корпуса 1 и связанной с ним траверсы 13 на новом базовом шпангоуте производится выравнивание в двух плоскостях набора на участке стыкуемой секции с помощью силовых прижимов 3 и 5 с последующей сваркой мест соединений и повторяется процесс перемещения устройства в автоматическом режиме на новый участок секции.
5
Формула изобретения
Устройство для стапельного стыкования секций корпуса судна, содержащее корпус с приводным захватом и силовым прижимом для выравнивания секций по полушироте, взаимодействующим с опорным рычагом, снабженным силовым прижимом для выравнивания секций по балкам набора, а также привод для обоих указанных силовых прижимов, сообщенный через блок управления с источником энергии, отличающееся тем, что, с целью повышения производительности труда при стыковании секций путем автоматизации процесса перемещения по балкам набора секции, оно снабжено жестко и консольно закрепленными на корпусе устройства горизонтальными направляющими, установленной на них опорной балкой с приводом перемещения корпуса устройства, промежуточной балкой с консольно закрепленными на ней горизонтальными направляющими и установленной на них подъемной траверсой с приводными захватами для фиксации ее на базовых балках набора секции и с приводом перемещения траверсы, при этом промежуточная балка установлена на опорной балке с возможностью перемещения по ней, причем опорная и промежуточная балки, все приводные захваты и подъемная траверса выполнены с упорами и электрически соединенными через блок управления с упомянутыми приводами перемещения контактными датчиками, соответствующими своим приводам с воз- 0 можностью поочередного срабатывания при взаимодействии с соответствующими им упорами, подвижными губками соответствующих им захватов и поверхностями базовых балок набора.
0
5
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стапельной стыковки секций корпуса судна | 1984 |
|
SU1196303A1 |
| Леса для стапельной сборки корпуса судна | 1987 |
|
SU1472345A2 |
| Захватное устройство для прижима балок | 1971 |
|
SU449869A1 |
| Распорно-стягивающее устройство для стыкования на плаву частей корпуса строящегося плавсредства | 1990 |
|
SU1792388A3 |
| Устройство для сборки частей объемной секции корпуса судна | 1983 |
|
SU1134460A1 |
| Установка для сборки и сварки ребристых плит | 1984 |
|
SU1247218A1 |
| Зажимное устройство | 1987 |
|
SU1433563A1 |
| Устройство для ориентирования и фиксации в теоретическом положении палубных секций судна | 1977 |
|
SU698834A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1982 |
|
SU1011442A1 |
| Устройство для сборки части корпуса судна | 1984 |
|
SU1197923A1 |
Изобретение относится к технологии судостроения и касается конструирования стапельной оснастки, автоматизирующей процесс сборки секций корпуса судна. Цель изобретения - повышение производительности труда при стыковании секций путем автоматизации процесса перемещения по балкам набора секции. Устройство содержит корпус 1 с приводным захватом 2 и силовым прижимом 3, взаимодействующим с опорным рычагом 4 с силовым прижимом 5, а также привод прижимов 3 и 5 с источником 7 энергии и блок 6 управления. Корпус 1 снабжен консольными горизонтальными направляющими 8 с установленной на них опорной балкой 9, которая имеет привод 10 перемещения корпуса 1, а промежуточная балка 11 снабжена приводом 16 ее перемещения по балке 9. На направляющих 12 балки 11 установлена подъемная траверса 13 с приводными захватами 14. Балки 9 и 11 имеют упоры 17, 18, 19 и 20. На корпусе 1, захватах 2 и 14, траверсе 13 и балке 9 установлены контактные датчики 21 - 30, которые через блок 6 связаны с соответствующими им приводами. 1 ил.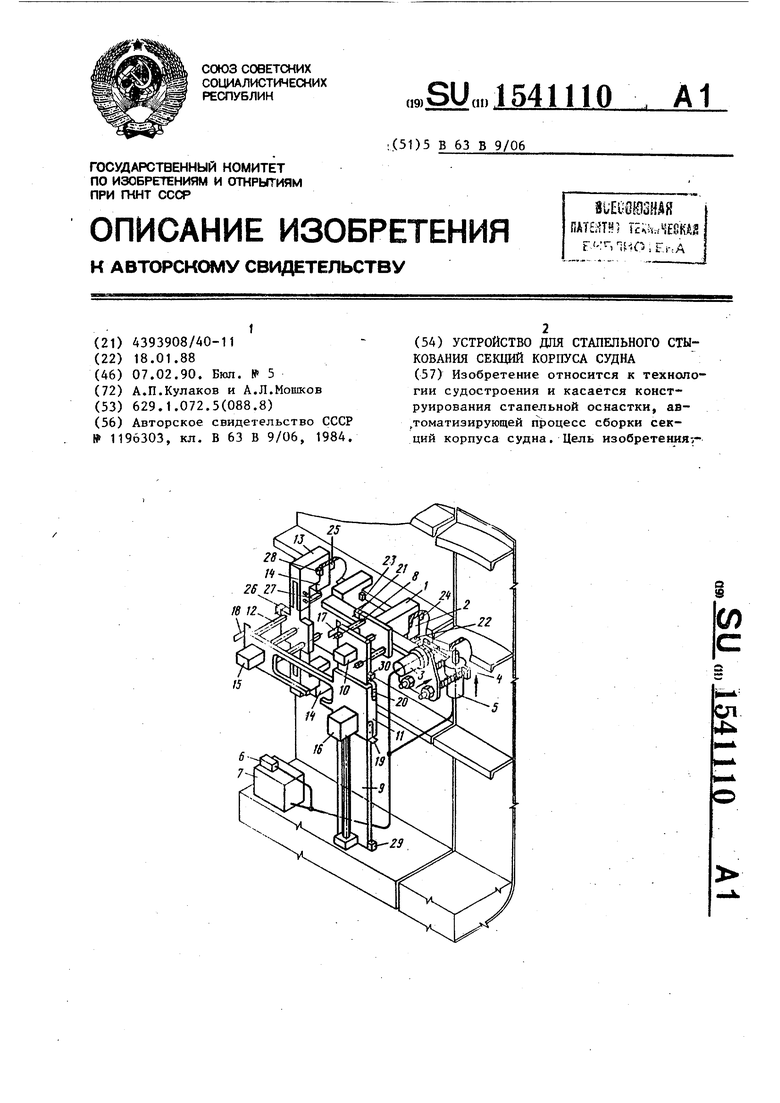
| Устройство для стапельной стыковки секций корпуса судна | 1984 |
|
SU1196303A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
