2.Устройство для изготовления корпуса судна из блоков, содержащее корпус, имеющий попарно расходящиеся направляющие поверхности, отличающееся тем, что, корпус выполнен в виде V-образной скобы с размещенной внутри нее планкой, соединяемых винтовыми прижимами, при этом скоба и планка выполнены с поверхностями, повторяющими конфигурацию соединяемых элементов набора, на одной из них выполнен упорный уступ, за которым поверхности выполнены попарно расходящимися для ориентирования соединяемых элементов, причем в скобе на границе между профилированной и расходящейся поверхностями выполнен проем для прихватки совмещенных торцов соединяемых элементов набора.
3.Устройство по п. 2, отличающееся тем, что оно снабжено балкой, на которой скобы установлены с возможностью возвратнопоступательного перемещения.
4: Устройство для изготовления корпуса судна из блоков, содержащее корпус, имеющий попарно расходящиеся направляющие поверхности, отличающееся тем, что -корпус выполнен в виде С-образных скоб,и размещенной внутри них планки, соединяемых друг с другом винтовыми прижимами, при этом скобами и планкой образована совокупность поверхностей, повторяющих конфигурацию соединяемых элементов, одна из поверхностей ограничена упорным выступом, за которьш поверхности выполнены попарно расходящимися для ориентирования соединяемых элементов набора, причем по меньщей мере в одной скобе предусмотрен проем для прихватки совмещенных торцов соединяемых элементов набора.
5. Устройство по п. 4, отличающееся тем, что оно снабжено балкой, на которой скобы установлены с возможностью возвратнопоступательного перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыкования набора | 1985 |
|
SU1248887A1 |
| Способ изготовления плоской секции из ее модулей | 1983 |
|
SU1144930A1 |
| Устройство для установки балок поперечного набора на полотнище обшивки корпуса судна | 1988 |
|
SU1525079A1 |
| Способ сборки судовых корпусных конструкций | 1981 |
|
SU1020300A1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУКОЛЕИ ДВУХКОЛЕЙНОГО ДВУХСЕКЦИОННОГО МЕХАНИЗИРОВАННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТОВОГО БЛОКА | 1995 |
|
RU2102553C1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |
1. Способ изготовления корпуса судна из блоков, выполненных в номинальный Ч размер, включающий центровку присоединяемых блоков при сближении с ранее установленными с помощью ловителей, установленных до сближения блоков, соединение кромок обшивки, ребер жесткости и набора, закрепление их прихватками и сварку монтажных соединений, отличающийся тем, что, с целью повыщения производителвности, ловители устанавливают по периметру монтажного соединения на всех соединяемых ребрах жесткости и балках набора одного направления и совмещают ребра жесткости и балки набора в процессе сближения блоков, после чего совмещают кромки общивки. § 2 / / н ы
Изобретение относится к судостроению и может быть использовано при сборке блоков судов с упрочненными обводами, изготовленными в номинальный размер.
Известен способ изготовления корпуса судна из блоков, выполненных в номинальный размер, включающий центровку присоединяемых блоков при сближении с ранее установленными с помощью ловителей, установленных до сближения блоков, соединение кромок обшивки, ребер жесткости и набора, закрепление их прихватками и сварку монтажных соединений 1.
Способ осуществляют устройством для изготовления корпуса судна из блоков, содержащим корпус, имеющий попарно расходящиеся направляющие поверхности 1.
Недостатком известного способа центровки частей судна и устройства для его осуществления является невысокая производительность, связанная с тем, что сборка кромок общивки и концов набора монтажных соединений выполняется в различных пространственных положениях с поставкой больщого числа технологических прихваток для крепления сборочных приспособлений, что вызывает необходимость их последующего удаления с применением ручного, тяжелого физического труда.
Цель изобретения - повышение производительности труда.
Поставленная цель достигается тем, что согласно способу изготовления корпуса судна из блоков, выполненных в номинальный размер, включающем центровку присоединяемых блоков при сближении с ранее установленными с помощью ловителей, установленных до сближения блоков, соединение кромок общивки, ребер жесткости и
набора, закрепление их прихватками и сварку монтажных соединений, ловители устанавливают по периметру монтажного соединения на всех соединяемых ребрах жесткости и балках набора одного направления и совмещают ребра жесткости и балки набора в процессе сближения блоков, после чего совмещают кромки общивки.
Для осуществления предложенного способа может быть использовано устройство, содержаш,ее корпус, имеющий попарно расходящиеся направляющие поверхности, выполненный в виде V-образной скобы -с размещенной внутри нее планкой, соединяемых винтовыми прижимами, при этом скоба и планка выполнены с поверхностями, повторяющими конфигурацию соединяе0 мых элементов набора, на одной из них выполнен упорный выступ, за которьш поверхности выполнены попарно расходящимися для ориентирования соединяемых элементов, причем в скобе на границе между профилированной и расходящейся поверхностями выполнен проем для прихватки совмещенных торцов соединяемых элементов набора.
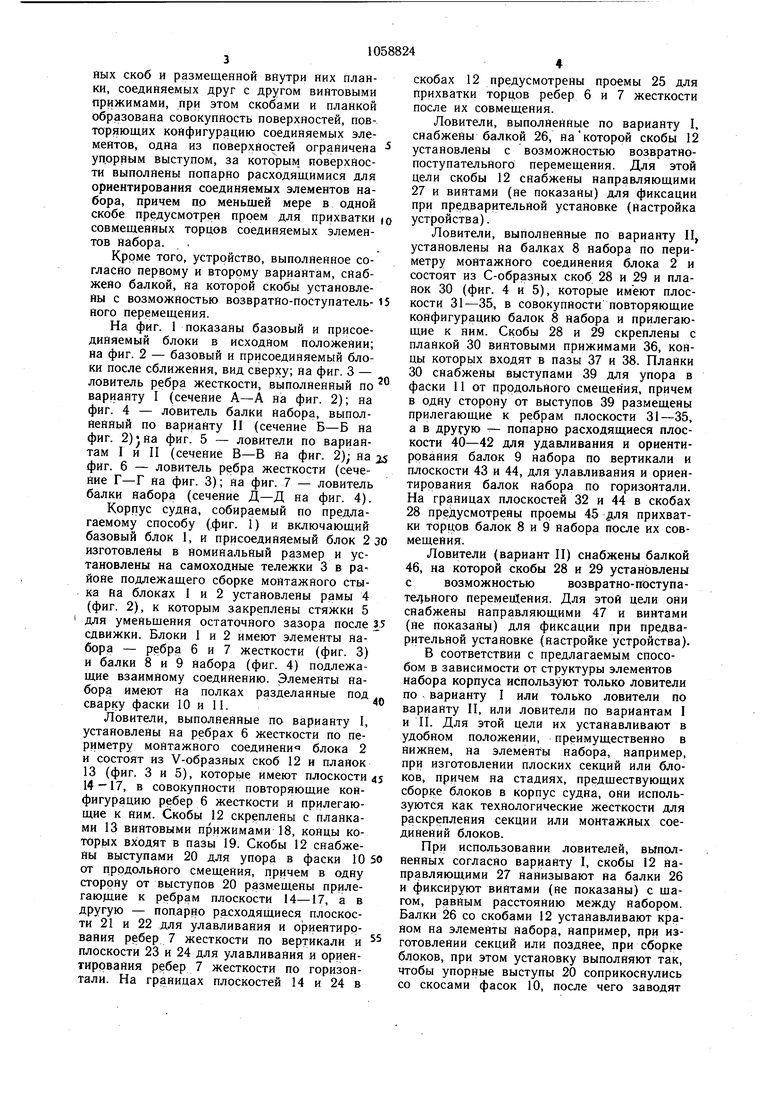
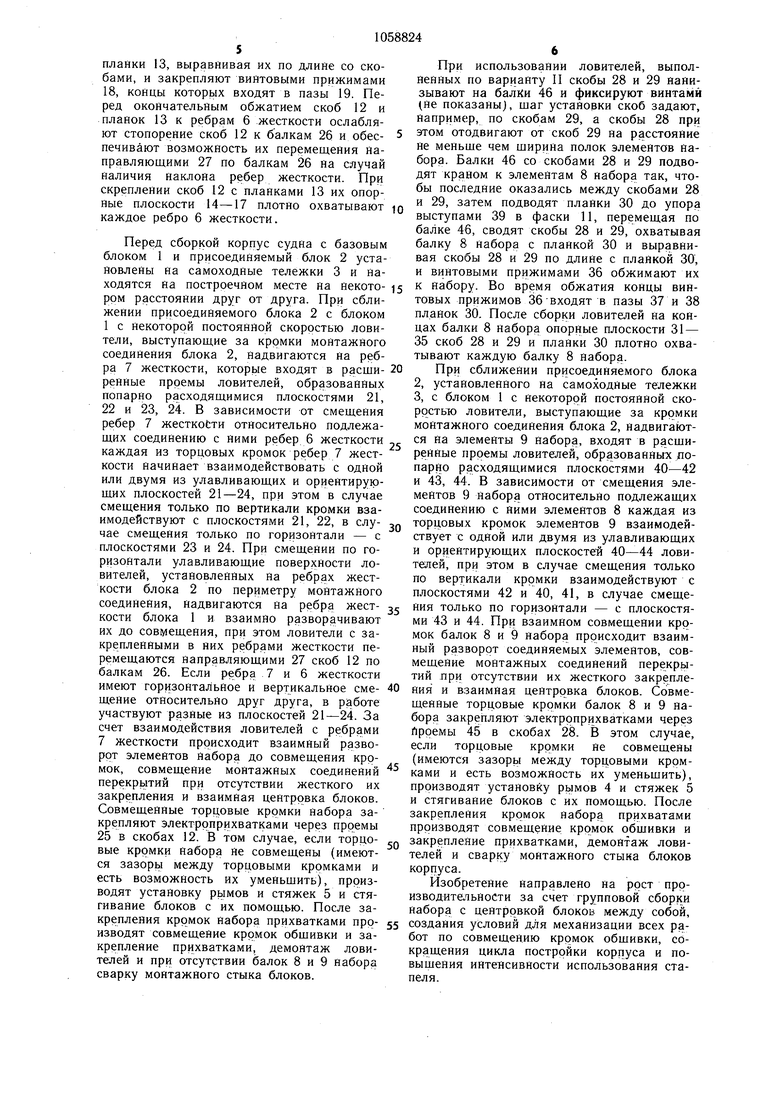
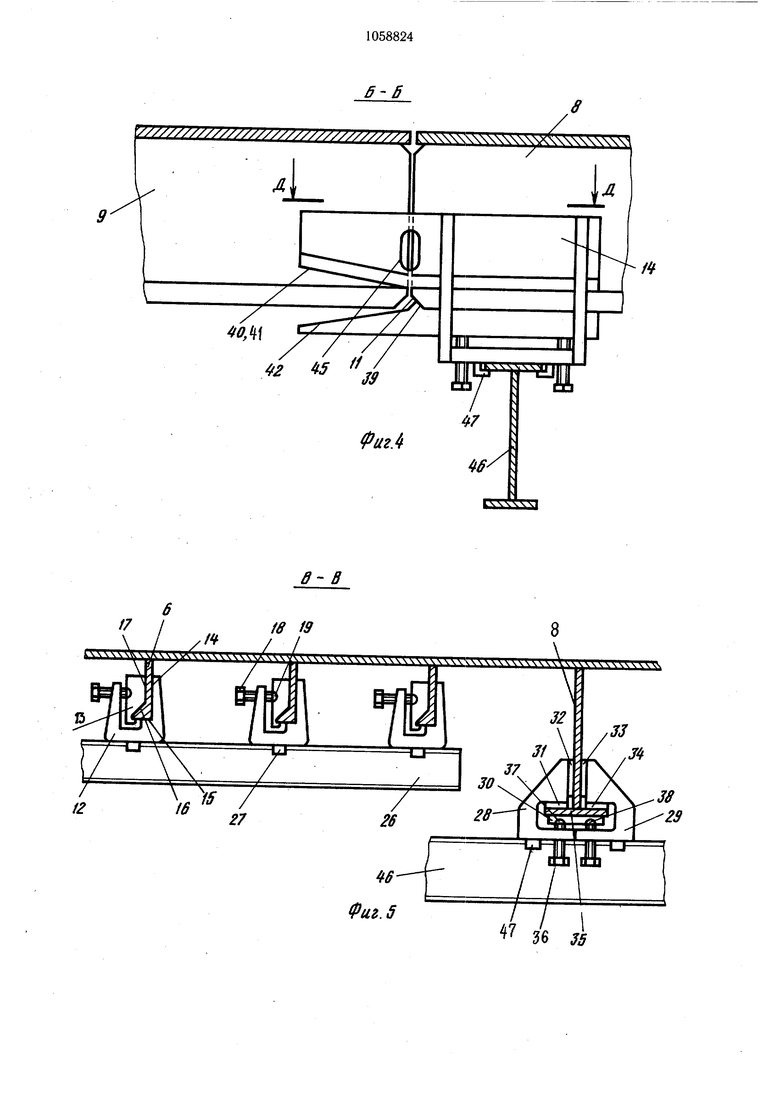
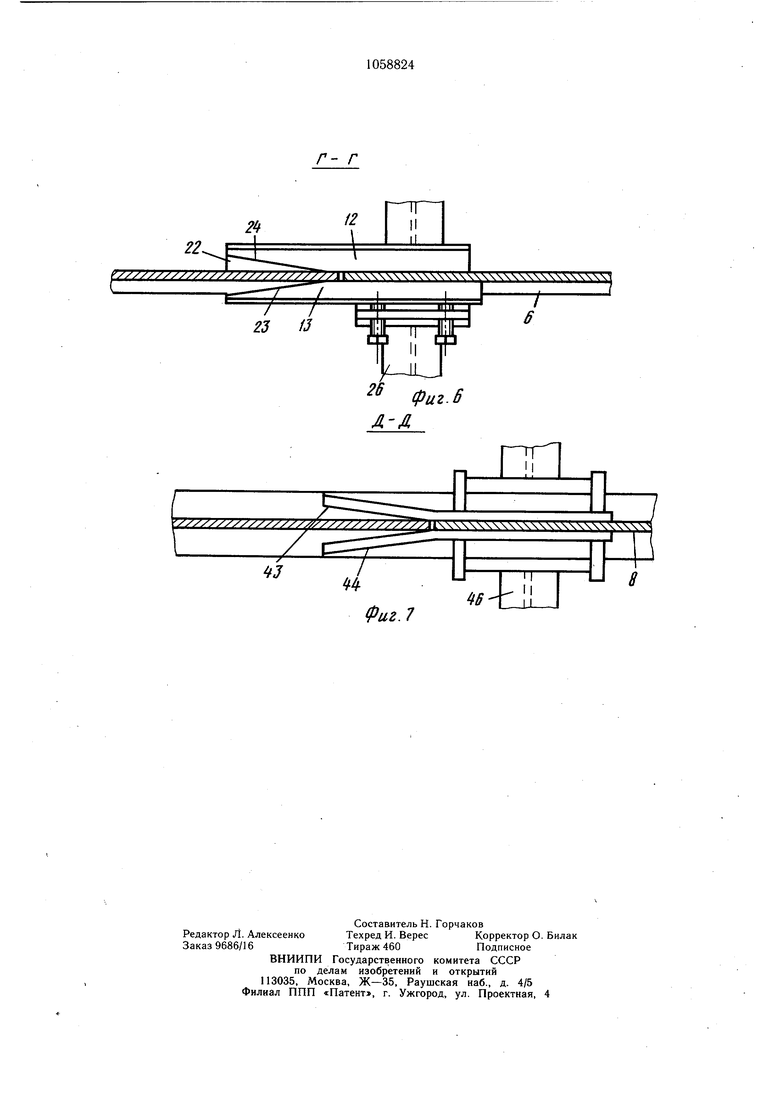
Для осуществления спо оба можно использовать другой вариант устройства, со,, гласно которому оно содержит корпус, имеющий попарно расходящиеся направляющие поверхности, выполненный в виде С-образных скоб и размещенной внутри них планки, соединяемых друг с другом винтовыми прижимами, при этом скобами и планкой образована совокупность поверхностей, повторяющих конфигурацию соединяемых элементов, одна из поверхностей ограничена упорным выступом, за которым поверхности выполнены попарно расходящимися для ориентирования соединяемых элементов набора, причем по меньшей мере в одной скобе предусмотрен проем для прихватки совмещенных торцов соединяемых элементов набора. Кроме того, устройство, выполненное согласно первому и второму вариантам, снабжено балкой, на которой скобы установлены с возможностью возвратно-поступательного перемещения. На фиг. 1 показаны базовый и присоединяемый блоки в исходном положении; на фиг. 2 - базовый и присоединяемый блоки после сближения, вид сверху; на фиг. 3 - -W ловитель ребра жесткости, выполненный по варианту I (сечение А-А на фиг. 2); на фиг. 4 - ловитель балки набора, выполненный по варианту II (сечение Б-Б на фиг. 2)jHa фиг. 5 - ловители по вариантам I и II (сечение В-В на фиг. 2); на фиг. 6 - ловитель ребра жесткости (сечение Г-Г на фиг. 3); на фиг. 7 - ловитель балки набора (сечение Д-Д на фиг. 4). Корпус судна, собираемый по предлагаемому способу (.фиг. 1) и включающий базовый блок 1, и присоединяемый блок 2 изготовлены в номинальный размер и установлены на самоходные тележки 3 в районе подлежащего сборке монтажного стыка на блоках I и 2 установлены рамы 4 (фиг. 2), к которым закреплены стяжки 5 для уменьщения остаточного зазора после сдвижки. Блоки 1 и 2 имеют элементы набора - ребра 6 и 7 жесткости (фиг. 3) и балки 8 и 9 набора (фиг. 4) подлежащие взаимному соединению. Элементы набора имеют на полках разделанные под сварку фаски 10 и 11. Ловители, выполненные по варианту I, установлены на ребрах 6 жесткости по периметру монтажного соединение блока 2 и состоят из V-образных скоб 12 и планок 13(фиг. 3 и 5), KOTOpbie имеют плоскости 14- 17, в совокупности повторяющие конфигурацию ребер 6 жесткости и прилегающие к ним. Скобы 12 скреплены с планками 13 винтовыми прижимами 18, концы которь1х входят в пазы 19. Скобы 12 снабжены выступами 20 для упора в фаски 10 от продольного смещения, причем в одну сторону от выступов 20 размещены прилегающие к ребрам плоскости 14-17, а в другую - попарно расходящиеся плоскости 21 и 22 для улавливания и ориентирования ребер 7 жесткости по вертикали и плоскости 23 и 24 для улавливания и ориентирования ребер 7 жесткости по горизонтали. На границах плоскостей 14 и 24 в скобах 12 предусмотрены проемы 25 для прихватки торцов ребер 6 и 7 жесткости после их совмещения. Ловители, выполненнь1е по варианту I, снабжены балкой 26, накоторой скобы 12 установлены с возможностью возвратнопоступательного перемещения. Для этой цели скобы 12 снабжены направляющими 27и винтами (не показаны) для фиксации при предварительной установке (настройка устройства). Ловители, выполненные по варианту II, установлены на балках 8 набора по периметру монтажного соединения блока 2 и состоят из С-образных скоб 28 и 29 и планок 30 (фиг. 4 и 5), которые имеют плоскости 31-35, в совокупности повторяющие конфигурацию балок 8 набора и прилегающие к ним. Скобы 28 и 29 скреплены с планкой 30 винтовыми прижимами 36, концы KOTOpbix входят в пазы 37 и 38. Планки 30 снабжены выступами 39 для упора в фаски 11 от продольного смещения, причем в одну сторону от выступов 39 размещены прилегающие к ребрам плоскости 31-35, а в другую - попарно расходящиеся плоскости 40-42 для удавливания и ориентирования балок 9 набора по вертикали и плоскости 43 и 44, для улавливания и ориентирования балок набора по горизонтали. На границах плоскостей 32 и 44 в скобах 28предусмотрены проемы 45 для прихватки торцов балок 8 и 9 набора после их совмещения. Ловители (вариант II) снабжены балкой 46, на которой скобы 28 и 29 установлены с возможностью возвратно-поступате ьного перемеиДения. Для этой цели они снабжены направляющими 47 и винтами (не показаны) для фиксации при предварительной установке (настройке устройства). В соответствии с предлагаемым способом в зависимости от структуры элементов набора корпуса используют только ловители по варианту I или только ловители по варианту II, или ловители по вариантам I и II. Для этой цели их устанавливают в удобном положении, преимущественно в нижнем, на элементы набора, например, при изготовлении плоских секций или блоков, причем на стадиях, предществующих сборке блоков в корпус судна, они используются как технологические жесткости для раскрепления секции или монтажных соединений блоков. При использовании ловителей, выполненных согласно варианту I, скобы 12 направляющими 27 нанизывают на балки 26 и фиксируют винтами (не показаны) с щагом, равным расстоянию между набором. Балки 26 со скобами 12 устанавливают краном на элементы набора, например, при изготовлении секций или позднее, при сборке блоков, при этом установку выполняют так, чтобы упорные выступы 20 соприкоснулись со скосами фасок 10, после чего заводят планки 13, выравнивая их по длине со скобами, и закрепляют винтовыми прижимами 18, концы которых входят в пазы 19. Перед окончательным обжатием скоб 12 и планок 13 к ребрам 6 жесткости ослабляют стопорение скоб 12 к балкам 26 и обеспечивают возможность их перемещения направляющими 27 по балкам 26 на случай наличия наклона ребер жесткости. При скреплении скоб 12 с планками 13 их опорные плоскости 14-17 плотно охватывают каждое ребро 6 жесткости. Перед сборкой корпус судна с базовым блоком 1 и присоединяемый блок 2 установлены на самоходные тележки 3 и находятся на построечном месте на некоторрм расстоянии друг от друга. При сближении присоединяемого блока 2 с блоком 1 с некоторой постоянной скоростью ловители, выступающие за кромки монтажного соединения блока 2, надвигаются на ребра 7 жесткости, которь1е входят в расщиренные проемы ловителей, образованных попарно расходящимися плоскостями 21, 22 и 23, 24. В зависимости от смещения ребер 7 жесткоЬти относительно подлежащих соединению с ними ребер 6 жесткости каждая из торцовых кромок ребер 7 жесткости начинает взаимодействовать с одной или двумя из улавливающих и ориентирующих плоскостей 21-24, при этом в случае смещения только по вертикали кромки взаимодействуют с плоскостями 21, 22, в случае смещения только по горизонтали - с плоскостями 23 и 24. При смещении по горизонтали улавливающие поверхности ловителей, установленных на ребрах жесткости блока 2 по периметру монтажного соединения, надвигаются на ребра жесткости блока 1 и взаимно разворачивают их до совмещения, при этом ловители с закрепленными в них ребрами жесткости перемещаются направляющими 27 скоб 12 по балкам 26. Если ребра 7 и 6 жесткости имеют горизонтальное и вертикальное смещение относительно друг друга, в работе участвуют разные из плоскостей 21-24. За счет взаимодействия ловителей с ребрами 7 жесткости происходит взаимный разворрт элементов набора до совмещения кррмок, совмещение монтажных соединений перекрь1тии при отсутствии жесткого их закрепления и взаимная центррвка блоков. Совмещенные торцовые кррмки набора закрепляют электррприхватками через прремы 25 в скобах 12. В том случае, если торцовые кррмки набора не совмещены (имеются зазорЬ между торцовыми кррмками и есть возможность их уменьшить), прризводят установку рьшов и стяжек 5 и стягивание блоков с их помощью. После закрепления кррмок набора прихватками прризводят совмещение кррмок обшивки и закрепление прихватками, демонтаж ловителей и при отсутствии балок 8 и 9 набора сварку монтажного стыка блоков. При использовании ловителей, выполненных по варианту II скобы 28 и 29 нанизывают на балки 46 и фиксируют винтами (Не показаны), щаг установки скоб задают, например, по скобам 29, а скобы 28 при этом отодвигают от скоб 29 На расстояние не меньше чем щирина полок элементов набора. Балки 46 со скобами 28 и 29 подводят краном к элементам 8 набора так, чтобы последние оказались между скобами 28 подводят планки 30 до упора выступами 39 в фаски И, перемещая по балке 46, сводят скобы 28 и 29, охватывая балку 8 набора с планкой 30 и выравнивая скобы 28 и 29 по длине с планкой 30, и винтовыми прижимами 36 обжимают их набору. Во время обжатия концы винтовых прижимов 36 входят в пазы 37 и 38 планок 30. После сборки ловителей на концах балки 8 набора опорные плоскости 31 - 35 скоб 28 и 29 и планки 30 плотно охватывают каждую балку 8 набора. При сближении присоединяемого блока 2,установленного на самоходные тележки 3,с блоком 1 с некоторой постоянной скоростью ловители, выступающие за кромки монтажного соединения блока 2, надвигаются на элементы 9 набора, входят в расщиренные проемы ловителей, образованных допарно расходящимися плоскостями 40-42 и 43, 44. В зависимости от смещения элементов 9 набора относительно подлежащих соединению с ними элементов 8 каждая из торцовых кромок элементов 9 взаимодействует с одной или двумя из улавливающих и ориентирующих плоскостет 40-44 ловителей, при этом в случае смещения только по вертикали кромки взаимодействуют с плоскостями 42 и 40, 41, в случае смещения только по горизонтали - с плоскостями 43 и 44. При взаимном совмещении кромок балок 8 и 9 набора происходит взаимный разворот соединяемых элементов, совмещение монтажных соединений перекрьь тий лри отсутствии их жесткого закрепления и взаимная центровка блоков. Совмещенные торцовые кромки балок 8 и 9 набора закрепляют электроприхватками через Лрремы 45 в скобах 28. В этом случае, если торцовые кромки не совмещены (имеются зазорь между торцовыми кррмками и есть возможность их уменьшить). прризводят установку рьшов 4 и стяжек 5 и стягивание блоков с их помощью. После закрепления кррмок набора прихватами прризводят совмещение кррмок обшивки и закрепление прихватками, демонтаж ловителей и сварку монтажного стыка блоков корпуса. Изобретение направлено на ррст прризводительности за счет групповой сборки набора с центррвкой блоков между собой. создания условий для механизации всех работ по совмещению кррмок обшивки, сокрашения цикла постррйки корпуса и повыщения интенсивности использования стапеля.
fpuz.Z
Фиг.д б б
7 36 is
Г- г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Афайасьев А | |||
| С | |||
| и др | |||
| Технологические особенности постройки судов на зарубежных верфях | |||
| Л., «Судостроение, 1973, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
