Изобретение относится к завод- скому изготовлению теплопроводов и может быть осуществлено при нанесении теплогидроизоляции на теплопроводы.
Целью изобретения является повышение эффективности получаемого теплогидроизоляционного покрытия за счет обеспечения возможности получения интегрального пористого покрытия с двусторонним уплотнением.
Навивка на трубу зкструдата газополимера в виде сплющенной рукавной оболочки при вакуумировании ее полости с варьированием угла наклона винтовой линии навивки, приводит к ровному наложению витков, их слипанию и образованию на трубе монолитного вспененного покрытия с уплотненными поверхностями с наружной стороны и со стороны примыкания к трубе.
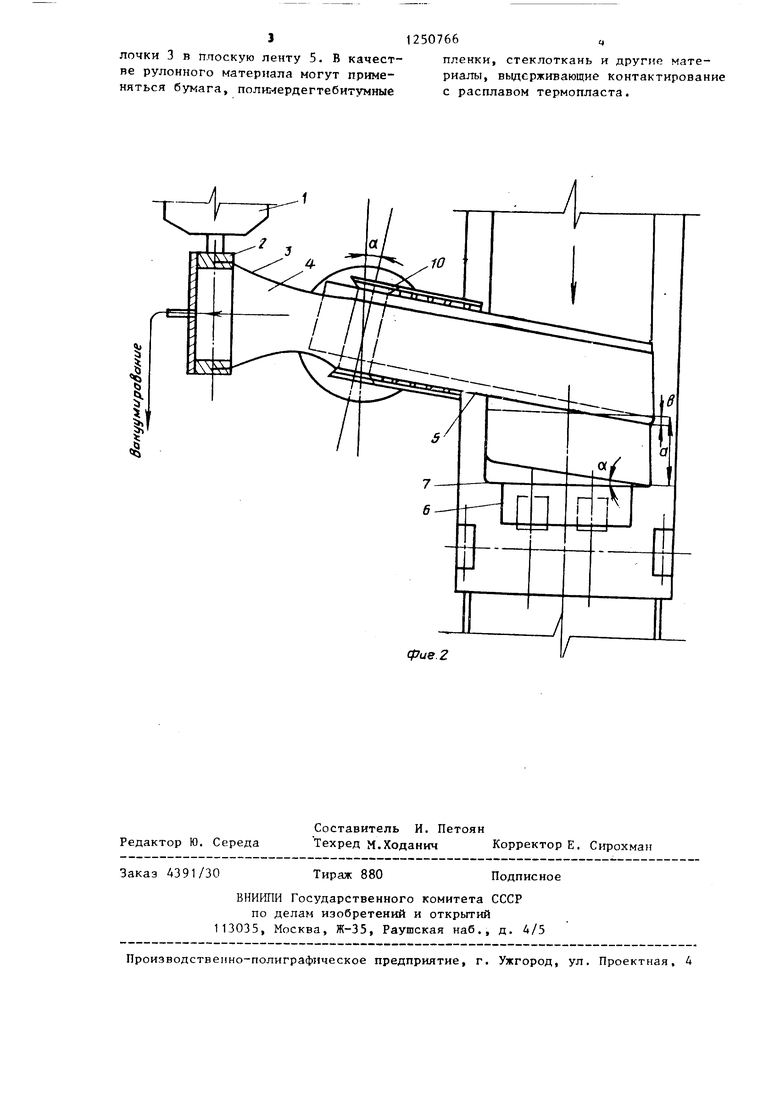
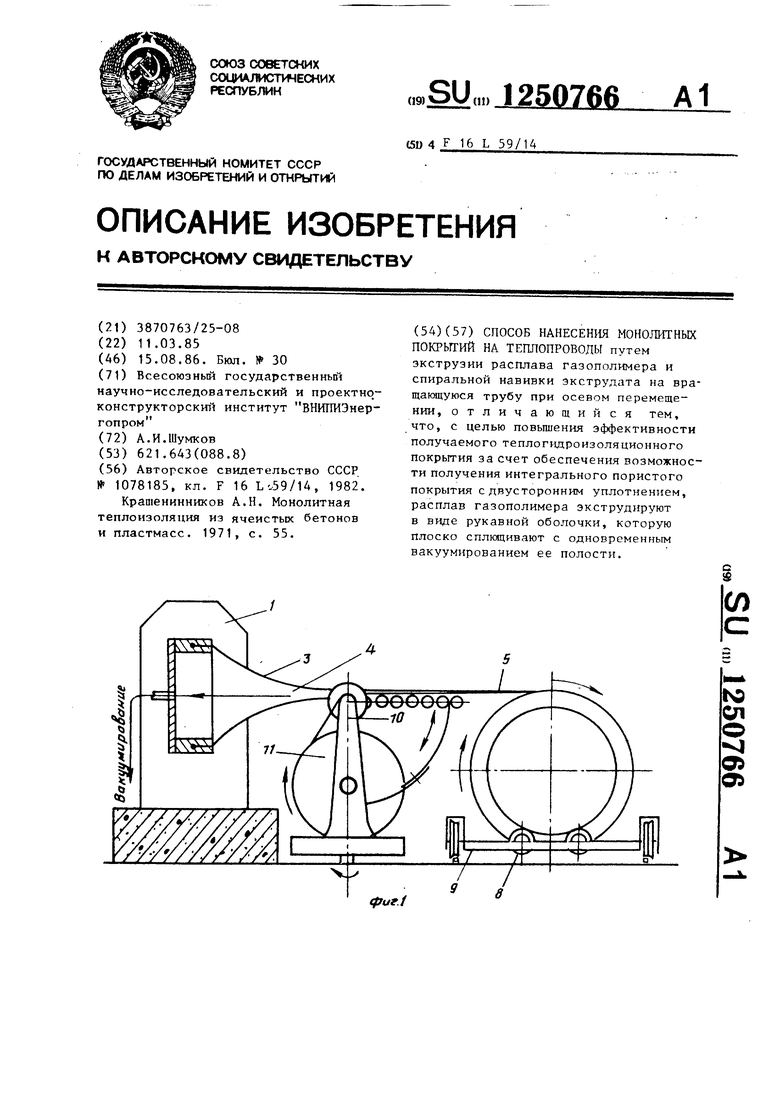
На фиг. 1 изображена установка для осуществления способа, вид сбоку на фиг. 2 - то же, вид сверху.
Сырьевую композицию газополимера, например, на основе полиэтилена высокого давления плавят в экструдере 1 и выдавливают через овальную или кольцевую головку 2 в виде вспени- вающейся рукавной оболочки 3, полост 4, которой вакуумируют в процессе экструзии с одновременным плоским сплющиванием рукава при навивке на вращающуюся и перемещающуюся в осево направлении трубу.
Вакуумирование полости 4 обусловливает организованное спенива- ние рукавной оболочки внутрь с образованием уплотненной внешней по- верхности, а при сплющивании вспенеь ной рукавной оболочки ее внутренние более пористые слои смыкаются, образуя плоскую ленту экструдата 5, при навивке которой на трубу создается интегральное пористое покрытие с двусторонним уплотнением, т.е. с уплотненными поверхностями как с наружной стороны, так и со стороны примыкания к трубе.
I
Такое покрытие может наноситься спиральной навивкой непосредственно на трубы или оболочки, которыми трубы предварительно покрыты.
Стальная труба 6 предварительно по крыта оболочкой 7, например, из армо пенобетона. Трубу или трубу с оболочкой для вращения и осевого перемещения устанавливают на приводные опорные ролики 8, смонтированные на хо- доМой платформе 9.
Скорость вращения трубып(об/мин) соТ ласовьшают с линейной скоростью движения экструдата (м/мин) по соотношению
Г
(1)
где D - диаметр поверхности, м.
Угол наклона линии навивки экструдата варьируют по соотношениям
tgoi
де ct - b а
TD
Voc
пп5
(2)
угол наклона линии навивки; ширина плоскосплющенной оболочки экструдата; ширина нахлеста; скорость осевого перемещения трубы.
Причем угол наклона линии навивки варьируют путем изменения скорости осевого перемещения трубы с синхронным поворотом вариатора 10. При зтом максимальную скорость осевого перемещения трубы V , (м/мин) устанавливают, исходя из ширины сплющенной оболочки экструдата и минимально необходимой ширины нахлеста а„ (м) по получаемому из (2) выражению
V
ос микс
п (Ь -а„ ).
(3)
Величину определяют опытным путем для каждого конкретного диаметра покрываемой цилиндрической поверхности, обусловливая при этом не только величину Vg,, ,с,кс О максимальный угол наклона линии навивки Ы и соответственно максимальный угол поворота вариатора 10. Последний может быть вьтолнен в виде свободно вращающейся вокруг горизонтальной оси катушки, контактирующей по образующей с движущимся экструда- том 3. Катушку устанавливают с возможностью поворота ее вокруг вертикальной оси в пределах варьирования угла наклона винтовой линии. Вариатор 10 предпочтительно выполнять в комплексе с механизмом раскручивания рулонного материала 11. В этом случае раскручивающийся рулонньпТ материал служит подложкой для сплющиваемой зкструзионной рукавной обо31250766ч
лочки 3 в плоскую ленту 5. В качест- пленки, стеклоткань и другие мате- ве рулонного материала могут приме- риалы, выдерживающие контактирование няться бумага, полшиердегтебитумные с расплавом термопласта.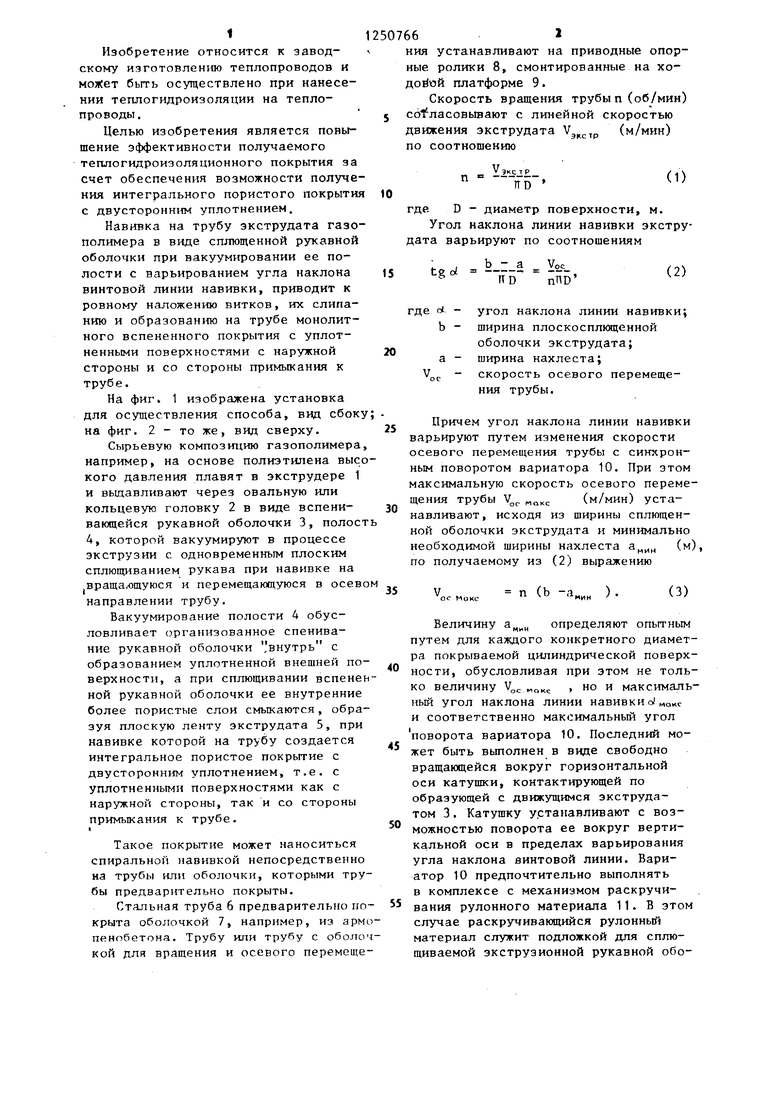
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения монолитных покрытий на теплопроводы | 1986 |
|
SU1366766A1 |
| ФЕРМА ИЗ РОМБИЧЕСКИХ ТРУБ (ГНУТОСВАРНЫХ ПРОФИЛЕЙ) | 2013 |
|
RU2548301C1 |
| ТЕРМОУСАДОЧНОЕ УПАКОВОЧНОЕ ИЗДЕЛИЕ БЕЗ ИСПОЛЬЗОВАНИЯ ПЫЛИ | 2017 |
|
RU2743678C2 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| НЕСУЩАЯ КОНСТРУКЦИЯ С РЕШЕТКОЙ ИЗ ОВАЛЬНОЙ ТРУБЫ | 2014 |
|
RU2554643C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИН | 1992 |
|
RU2015024C1 |
| Способ гидроизоляции колодца трубопровода | 2019 |
|
RU2704512C1 |
| Устройство для складывания и приема рукавных пленок | 1987 |
|
SU1502380A1 |
| Способ нанесения антикоррозионного покрытия на стальные трубы | 1990 |
|
SU1788384A1 |
| Строительный решетчатый элемент | 1990 |
|
SU1760043A1 |
фие.2
Редактор Ю. Середа
Составитель И. Петоян
Техред М.Ходанич Корректор Е. Сирохман
Заказ А391/30
Тираж 880
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Способ изготовления теплопровода | 1982 |
|
SU1078185A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Крашенинников А.Н | |||
| Монолитная теплоизоляция из ячеистых бетонов и пластмасс | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
