Изобретение относится к области металлургии, а именно к термомеханической обработке заготовок с литой крупнозернистой, крупнозернистой пластинчатой микроструктурой, в частности из титана и его сплавов, с целью получения в них заданной микроструктуры.
Изобретение может быть использовано при получении поковок и предзаготовок для изготовления изделий, предназначенных для эксплуатации в различных областях промышленности, в том числе авиакосмической.
Получение высоких технологических и эксплуатационных характеристик в большинстве сплавов, как правило, связано с получением определенного типа микрокристаллической структуры с одной стороны и ее однородности с другой. При этом оптимальной с точки зрения низких значений напряжения течения и максимальной пластичности является микрокристаллическая структура микродуплексного типа со средним размером зерен d=1,0-10,0 мкм. В то же время сочетание удовлетворительной пластичности, высокой ударной вязкости и длительной прочности возможно получить, имея микроструктуру типа корзиночного плетения. Известно, что основным методом получения такой микроструктуры является термическая обработка материала, который в исходном состоянии имеет микрокристаллическую структуру микродуплексного типа. Таким образом актуальность проблемы получения максимальных прочностных характеристик материала в изделиях, непосредственным образом связана с проблемой получения высоких технологических характеристик материала в заготовках.
В настоящее время известен целый ряд технологических методов, которые позволяют получать микрокристаллическую структуру, как в небольших образцах [1,2] , так и в крупногабаритных заготовках [3]. Анализ показывает, что все эти методы в своей основе имеют единую физическую природу: повышение внутренней энергии деформируемых образцов за счет упрочнения в результате интенсивной пластической деформации и переход ее в стабильное состояние за счет развития процессов разупрочнения, таких как возврат, рекристаллизация и т.п.
Известен способ обработки металлических материалов [1] при котором, используя интенсивную пластическую деформацию, реализуемую при деформировании осадкой с кручением тонких пластин между двумя плоскими бойками удается получить микроструктуру со средним размером зерен 50 нм. Этот способ обработки заготовок получил название "деформирование на наковальне Бриджмена". Интенсивная сдвиговая деформация заготовок из труднодеформируемых материалов, возможная в результате увеличения ресурса их пластичности при кручении, достигается созданием в заготовке напряженного состояния, близкого к квазигидростатическому сжатию.
К недостаткам этого способа относятся ограниченные возможности получения заготовок больших размеров. С увеличением размеров заготовки увеличивается неоднородность распределения накопленной деформации по сечению, что приводит к увеличению неоднородности распределения микроструктуры в заготовке. В связи с указанными недостатками, данный способ используют, как правило в лабораторных условиях.
Известен способ обработки материалов [2], который, также как и предыдущий, основан на сдвиговой деформации в условиях квазигидростатического давления, называемый "Равноканальное угловое прессование". В отличие от рассмотренного ранее способа, интенсивная сдвиговая деформация набирается здесь в результате многократного прессования, как правило осесимметричных и длинномерных заготовок в канале постоянного поперечного сечения с изломом. Угол излома выбирается равным или меньшим 90o. В зависимости от величины сил трения между заготовкой и инструментом метод допускает использование прессования с противодавлением.
Основным достоинством метода "Равноканального прессования" по сравнению с "деформированием на наковальне Бриджмена" является возможность его применения для подготовки микроструктуры в заготовках большего объема.
Этот способ используют при обработке заготовок из металлов и сплавов с целью получения в них заданной микроструктуруры при низких температурах. При обработке заготовок из труднодеформируемых материалов, в частности из титана и его сплавов, при высоких температурах, возникает проблема защитно-смазочных покрытий, которая на сегодняшний день не решена.
Таким образом, известные способы [1,2] предназначены для получения заданной микроструктуры в небольших образцах в лабораторных условиях.
Кроме того, известные способы [1,2] не позволяют получить регламентировано неоднородную структуру по сечению заготовки.
Известен способ обработки заготовок из труднодеформируемых материалов, заключающийся в получении в заготовках микрокристаллической структуры [3], который выбран в качестве прототипа.
Способ включает в себя начальную горячую деформацию заготовок осадкой со степенью, приводящей к изменению площади поперечного сечения до значения 1:4 при температурах не выше 450 F (232,2oC), но не ниже температуры рекристаллизации, и последующую горячую объемную штамповку при температуре 350 F(176,7oC), но не ниже температуры рекристаллизации обрабатываемого сплава.
Формирование микрокристаллической структуры в заготовках при подобной обработке достигается за счет развития рекристаллизационных процессов после горячего наклепа при горячей обработке заготовок давлением.
Одним из главных достоинств рассматриваемого способа является возможность эффективной обработки полуфабрикатов среднего габарита, а также изделий сложной формы.
Вместе с тем способу присущи и недостатки.
Как известно, выбранная схема обработки заготовок сжатием характеризуется неоднородностью протекания деформации материала по сечению, которая выражается в образовании ковочного креста, а также застойных зон, непосредственно в области контакта штампового инструмента с заготовкой. С увеличением габаритов обрабатываемых заготовок усугубляется неравномерное распределение деформации по объему заготовок, которая приводит к появлению неконтролируемого градиента по размеру зерен в объеме заготовок. В этой связи практически отсутствует возможность получения заданной микроструктуры по сечению заготовки.
Принципиально отсутствует возможность контролируемого получения регламентированной микроструктуры, характеризующейся различным размером зерна по сечению заготовки.
Труднодеформируемые материалы, особенно титановые сплавы, имеют довольно низкое значение коэффициента теплопроводности, который главным образом влияет на скорость нагрева и охлаждения. Особенно заметно это влияние при увеличении поперечных размеров обрабатываемых заготовок. Наличие операции сжатия на первом этапе обработки заготовок вносит ограничения по соотношению размера заготовки по высоте к поперечному размеру, из-за потери устойчивости заготовок при осадке. Следовательно, с увеличением массы увеличивается поперечный размер заготовок и длительность их нагрева под деформацию. Увеличением скорости нагрева можно снизить время, необходимое на прогрев заготовок, однако в этом случае увеличивается градиент температурного поля по сечению, который приводит к нарушению однородности распределения размеров зерен по объему заготовки.
Из экспериментов известно, что чем выше температура деформации и больше время нагрева заготовки под горячую деформацию, тем крупнее зерно, что наряду с неравномерностью структуры существенным образом ограничивает использование данного метода при обработке крупногабаритных заготовок.
Рассматриваемый способ предусматривает использование сжатия в изотермических условиях и, как следствие, применение нагреваемого штампового инструмента. Опыт показывает: масса штампового инструмента в десятки раз превышает массу обрабатываемой заготовки. Поэтому при увеличении габаритов обрабатываемой заготовки наряду с ростом расходов на материал и изготовление штампового инструмента возрастают и расходы на его нагрев, которые во много раз больше расходов на нагрев обрабатываемой заготовки.
Увеличение размеров обрабатываемой заготовки влечет за собой и увеличение потребных усилий прессового оборудования. Известно, что изменение поперечных размеров обрабатываемой заготовки в два раза приводит к изменению мощности потребного оборудования в четыре раза.
Таким образом, рассматриваемый способ обработки заготовок можно отнести к разряду высокоэнергоемких процессов. Причем степень энергоемкости пропорционально растет с ростом массы обрабатываемой заготовки.
Таким образом, анализ опубликованных в технической и патентной литературе данных показал, что обработка крупногабаритных заготовок из металлов и сплавов с целью получения однородной или регламентированной по сечению микрокристаллической структуры представляет собой актуальную технологическую проблему.
Задачей изобретения является повышение эффективности измельчения микроструктуры, а именно достижение размера зерен 5,0-10,0 мкм и менее в крупногабаритных, в том числе более 200 кг, заготовках. Задачей изобретения является обеспечение возможности получения в заготовках однородной, или регламентирование неоднородной в поперечном сечении микроструктуры. Задачей изобретения является снижение удельной энергоемкости с увеличением габаритов обрабатываемой заготовки. Дополнительной задачей изобретения является снижение трудоемкости процесса в целом.
Поставленная задача решается способом обработки заготовок из металлов и сплавов посредством пластической деформации со степенью и в температурно-скоростных условиях, обеспечивающих измельчение микроструктуры, отличающийся тем, что осуществляют обработку всей заготовки или ее регламентированной части за один или несколько этапов с использованием на одном, а если этапов несколько, преимущественно на первом этапе, в качестве преимущественной или единственной компоненты нагружения кручения, а на последующих, в качестве преимущественной или единственной компоненты нагружения растяжения или сжатия, кроме того, по крайней мере, этап, включающий нагружение кручением, выполняют за несколько переходов, а условия нагружения выбирают обеспечивающими трансформацию микроструктуры в процессе деформации и/или в процессе термообработки между переходами и/или этапами.
Поставленная задача решается также, если:
- обработку проводят за несколько этапов, при этом на первом этапе обеспечивают трансформацию микроструктуры до выполнения условия протекания деформации в проработанном слое на последующих этапах в условиях сверхпластичности;
- количество этапов и вид нагружения выбирают с учетом конфигурации исходной и конечной заготовки и размера зерен в исходной заготовке;
- количество этапов и вид нагружения выбирают с учетом заданного распределения размера зерен в поперечном сечении заготовки;
- при обработке заготовок из титана и его сплавов, степень и температурно-скоростные условия деформации на переходе выбирают обеспечивающими протекание динамической рекристаллизации в β-фазе, а между переходами осуществляют термообработку, обеспечивающую протекание фазовых превращений;
- при обработке заготовок из титана и его сплавов степень и температурно-скоростные условия деформации на переходе выбирают обеспечивающими протекание статической рекристаллизации в β-фазе, а между переходами осуществляют рекристаллизационный отжиг с последующей термообработкой, обеспечивающей протекание фазовых превращений;
- при обработке заготовок из (α+β) титановых сплавов, заготовку по крайней мере на одном из переходов деформируют при постоянной температуре, не выше [ТАс3-(20÷30)]oС;
- при обработке заготовок из α- и псевдо α-титановых сплавов, заготовку по крайней мере на одном из переходов деформируют при постоянной температуре в интервале температур ТАс3÷ТAr3 для обрабатываемого сплава;
- термообработку осуществляют посредством охлаждения заготовки с регламентированной скоростью, обеспечивающей протекание прямого фазового превращения по диффузионному механизму;
- скорость охлаждения выбирают не более скорости, соответствующей мартенситному превращению в β-фазе и не менее скорости, соответствующей наибольшей интенсивности образования двойников отжига в α-фазе;
- охлаждение осуществляют до температуры последующего перехода;
- температуру последующего перехода выбирают ниже температуры предыдущего перехода;
- температуру последующего перехода выбирают равной температуре предыдущего перехода;
- охлаждение осуществляют до температуры ниже температуры последующего перехода, с дальнейшим нагревом до температуры последующего перехода;
- охлаждение осуществляют до комнатной температуры, с последующим нагревом до температуры последующего перехода;
- по крайней мере после одного из переходов осуществляют нагрев до температуры выше температуры обработки на предыдущем переходе с последующим охлаждением до температуры последующего перехода;
- по крайней мере на одном из переходов обработку заготовок выполняют при переменной температуре;
- при обработке заготовок из титана и его сплавов с исходной литой структурой, перед первым этапом осуществляют дополнительную обработку, обеспечивающую протекание динамической рекристаллизации в β-фазе и термическую обработку, обеспечивающую протекание обратных фазовых превращений;
- при обработке заготовок из титана и его сплавов с исходной литой структурой, перед первым этапом осуществляют дополнительную обработку, обеспечивающую протекание динамической рекристаллизации в β-фазе и термическую обработку, обеспечивающую протекание прямых фазовых превращений;
- температуру деформации на последующих этапах выбирают ниже температуры деформации на первом этапе;
- деформацию осуществляют за один этап, при этом количество переходов и величину накопленной деформации выбирают в зависимости от глубины прорабатываемого слоя и ресурса пластичности обрабатываемого материала;
- деформацию осуществляют за два этапа, при этом величину накопленной деформации на первом этапе выбирают из условия обеспечения измельчения микроструктуры в объеме, который определяют из соотношения:
где V0 - объем всей заготовки;
V1 - объем трансформированной части заготовки;
σ1 - напряжения течения материала с микрокристаллической структурой;
σ2 - напряжения течения материала в исходной заготовке,
кроме того, температуру второго этапа выбирают не выше температуры первого этапа деформирования;
- деформацию осуществляют за три этапа, причем на третьем этапе при использовании осевой компоненты нагружения осуществляют формообразование заготовки;
- в качестве исходной берут осесимметричную заготовку в виде прутка, размер которой в поперечном сечении выбирают тем меньшим, чем меньше заданный размер зерен, при этом в качестве осевой компоненты нагружения используют одноосное растяжение;
- в качестве исходной берут осесимметричную заготовку в виде шайбы, высоту которой выбирают тем меньше, чем меньше заданный размер зерен, при этом на втором этапе, в качестве осевой компоненты нагружения используют одноосное сжатие.
- на первом этапе заготовку деформируют сочетанием кручения со сжатием;
- на первом этапе заготовку деформируют сочетанием кручения с растяжением;
- на первом этапе заготовку деформируют попеременно кручением, растяжением и сжатием;
- на первом этапе кручение совмещают с воздействием знакопеременного осевого нагружения;
- на первом этапе заготовку деформируют, совмещая осевое нагружение со знакопеременным кручением;
- на первом этапе при монотонном двухкомпонентном нагружении отношение осевой компоненты деформирующего усилия к крутящей выбирают не более 0,2;
- на втором этапе заготовку деформируют сочетанием сжатия с кручением;
- на втором этапе заготовку деформируют сочетанием сжатия с растяжением;
- заготовку деформируют в оболочке, изготовленной из материала, способного к сверхпластической деформации, при этом предварительно деформируют оболочку одноосным растяжением до обеспечения контакта между заготовкой и оболочкой по боковой поверхности заготовки, препятствующего их смещению друг относительно друга в процессе обработки;
- при обработке полой заготовки, во внутрь заготовки устанавливают сердечник, а деформации подвергают заготовку;
- при обработке полой заготовки многокомпонентным нагруженном во внутрь заготовки устанавливают сердечник, изготовленный из материала, который при температурно-скоростных режимах обработки заготовки деформируется в условиях сверхпластичности, а деформации, преимущественно на втором этапе, подвергают и сердечник и заготовку;
- заготовку в сборе с сердечником деформируют в оболочке, изготовленной из материала, способного к сверхпластической деформации, при этом предварительно деформируют оболочку одноосным растяжением до обеспечения контакта между заготовкой и оболочкой по боковой поверхности заготовки, препятствующего их смещению друг относительно друга в процессе обработки;
- сердечник выполняют полым;
- сердечник выполняют сплошным;
- заготовку и сердечник деформируют совместно;
- заготовку и сердечник деформируют раздельно;
- обработку заготовки выполняют в условиях раздачи сердечника путем подачи во внутреннюю полость сердечника под давлением рабочей среды.
- между заготовкой и сердечником размещают материал, который по крайней мере в процессе обработки заготовки приобретает вязкотекучие свойства.
- после обработки заготовки осуществляют раздачу заготовки путем подачи в полость между заготовкой и сердечником под давлением рабочей среды.
- обработку полых тонкостенных заготовок осуществляют в оболочке, при этом предварительно осуществляют раздачу заготовок до обеспечения контакта между заготовкой и оболочкой по боковой поверхности заготовки, препятствующего их смещению друг относительно друга в процессе обработки;
- оболочку выполняют из материала, который при выбранных температурно-скоростных режимах обработки заготовки деформируется в условиях сверхпластичности;
- полую заготовку устанавливают между оболочкой и сердечником, изготовленными из материала, не претерпевающего формоизменения при обработке заготовки, обеспечивают равномерный контакт по всей контактируемой поверхности заготовки и сердечника, препятствующий взаимному смещению заготовки, оболочки и сердечника при обработке, а деформирование заготовки выполняют путем смещения оболочки и сердечника друг относительно друга;
- заготовку и контактируемые поверхности оболочки и сердечника изготавливают конусной формы;
- контакт между полой заготовкой, оболочкой и сплошным сердечником обеспечивают за счет образования термического натяга;
- контакт между полой заготовкой, оболочкой и сплошным сердечником обеспечивают за счет паяного соединения, при этом начальную толщину прослойки Δ выбирают из условия 50,0 мкм<Δ<200,0 мкм;
- при обработке пластин, их размещают между оболочкой и стержнем с обеспечением контакта по всей поверхности посредством предварительной деформации пластин, а деформирование в процессе обработки осуществляют смещением оболочки и стержня друг относительно друга;
- оболочку и стержень выполняют конусной формы, при этом предварительную деформацию пластин осуществляют при сборке;
- при обработке заготовок в виде прутков кручение осуществляют путем приложения деформирующего усилия к торцевой поверхности, равномерно по площади, имеющей радиус r, равный 0,7<r<R, где R - радиус обрабатываемой заготовки;
- деформирующее усилие на обрабатываемую заготовку передают за счет неразъемного соединения ее с инструментом;
- неразъемное соединение выполняют сваркой плавлением;
- неразъемное соединение выполняют сваркой в твердой фазе;
- неразъемное соединение выполняют пайкой, при этом материал припоя выбирают из условия, что его температура плавления выше температуры обработки заготовки, а толщину прослойки выбирают из соотношения 50,0 мкм<Δ<200,0 мкм;
- деформирующее усилие на обрабатываемую заготовку передают за счет разъемного соединения ее с инструментом.
Эффективность измельчения микроструктуры в предлагаемом техническом решении достигается за счет использования мягких схем нагружения или их сочетания со средними и жесткими схемами нагружения, обеспечивающих достижение более значительных степеней накопленной деформации, и тем самым снижение температуры рекристаллизации, или при заданной температуре увеличение рекристаллизованного объема и скорости протекания процесса рекристаллизации. Причем сдвиговая деформация при обработке крупногабаритных заготовок эффективно используется за счет того, что сдвигу подвергается не сразу вся заготовка, а поверхностные слои.
Достигаемые при такой обработке степени деформации обеспечивают измельчение зерна:
- или в процессе деформации только за счет динамической рекристаллизации;
- или в результате деформации и развития процесса статической рекристаллизации в процессе термообработки после деформации;
- или в результате деформации, развития динамической рекристаллизации в одной фазе и термообработки, обеспечивающей протекание прямых фазовых превращений;
- или в результате деформации, развития статической рекристаллизации при термообработке после деформации и второго цикла термообработки, обеспечивающего протекание обратных фазовых превращений.
Выбор той или иной альтернативы зависит от физических свойств обрабатываемого материала, от структуры в исходной заготовке, температурно-скоростных условий деформации, а также заданной или максимально допустимой степени деформации.
Все вышеперечисленные условия принимаются во внимание при определении числа переходов при обработке на этапах. Например, когда обработке подвергается материал с низкими пластическими свойствами, требуемая проработка слоя достигается за счет использования многопереходной обработки, и рекристаллизационного отжига между переходами.
Развитие процесса пластической деформации в условиях развития интенсивной сдвиговой деформации при кручении, стимулирует формирование в материале устойчивых дислокационных скоплений, что само по себе или в сочетании с последующей термической обработкой обеспечивает контролируемое развитие либо динамической, либо статической рекристаллизации, или в сочетании с фазовыми превращениями ускоряет развитие процессов трансформации крупнозернистой, или грубой пластинчатой микроструктуры в глобулярную, в том числе микродуплексную в поверхностных слоях.
На втором этапе осевое нагружение растяжением либо сжатием создает однородное напряженное и деформированное состояние в поперечном сечении заготовки. Повышенная чувствительность напряжений течения к скорости деформации, типичная для материалов со сверхпластическими свойствами, трансформированного объема в поверхностных слоях, позволяет обработать на мелкое зерно при последующем деформировании уже центральную часть заготовки, обеспечивая протекание процесса деформации однородно по сечению, без образования шейки при растяжении или без образования ковочного креста при сжатии и преждевременного разрушения заготовки в целом.
Использование кручения на первом этапе и осуществление обработки за один этап позволяет получить регламентированно неоднородную по сечению микроструктуру за счет трансформации микроструктуры в поверхностных слоях заготовки. Обработка за два или более этапов позволяет получить однородную во всем объеме микроструктуру.
При обработке заготовок за два или более этапов, рекомендуемым условием является получение на первом этапе микроструктуры, обеспечивающей на последующих этапах протекание в проработанном слое деформации в условиях сверхпластичности.
Предлагаемая механическая схема нагружения позволяет увеличить габариты обрабатываемых заготовок, за счет преимущественного увеличения длинновых размеров, так как на втором этапе можно использовать растяжение или растяжение с кручением. Возможность увеличения массы заготовок за счет увеличения длиннового размера без изменения поперечного обеспечивает равномерный прогрев заготовок за меньшее время, что позволяет получить в заготовках весом 200 кг и более микрокристаллическую структуру со средним размером зерен 10,0-15,0 мкм.
С уменьшением поперечных размеров обрабатываемой заготовки возможно получение среднего размера зерен значительно менее 10,0-15,0 мкм.
Снижение удельной энергоемкости при увеличении массы обрабатываемых заготовок достигается за счет того, что схема нагружения - кручением, требует меньших энергетических затрат. В частности, они уменьшаются из-за отсутствия деформирующего инструмента в рабочей зоне. Причем, чем больше размеры обрабатываемых заготовок, тем выше становится эффективность предлагаемого способа по данному критерию.
Использование кручения в качестве основной компоненты нагружения при обработке заготовок позволяет в значительной степени (на порядок) по сравнению, например, со сжатием, увеличить скорость процесса при сохранении скорости деформации материала во всем объеме контролируемой, постоянной и оптимальной. Например, при подготовке структуры в заготовках диаметром 100,0 мм и длиной 250,0 мм, из титанового сплава ВТ6, в исходном состоянии имеющих литую структуру, при обеспечении скорости деформации на боковой поверхности 10-3 с-1, величина деформации е=3,6 была набрана за 12,0-15,0 минут. При этом 80% объема заготовки претерпело трансформацию в структуру типа микродуплекс. Аналогичная величина накопленной деформации, при сжатии такого же по размерам слитка, которая необходима для протекания полной трансформации, набирается за 4-7 рабочих смен и связана с необходимостью выполнения промежуточных подогревов.
Эффективность способа подтверждается также и таким критерием, как отсутствие деформирующего инструмента в рабочей зоне, исключающее появление сил трения и связанных с их преодолением затрат, величина которых в известных решениях также растет с увеличением габаритов обрабатываемых заготовок.
Кроме того, сохранение поперечных размеров и увеличение длинновых размеров заготовки уменьшает время ее прогрева до рабочих температур, и делает практически независимым время нагрева от габаритов обрабатываемой заготовки.
Количество этапов и вид нагружения выбирают с учетом конфигурации исходной и конечной заготовки и размера зерен в исходной заготовке. Форма, геометрические размеры заготовок, а также исходная микроструктура определяют режимы деформационно-термической обработки заготовок с целью получения в них микрокристаллической структуры, а также виды используемого нагружения. Например, полые заготовки целесообразно обрабатывать кручением. При обработке длинномерных заготовок на первом этапе используют кручение или кручение с растяжением, а на последующих - только растяжение. При обработке заготовок с малой длиной на первом этапе используют кручение или кручение со сжатием, а на последующих - только сжатие. В тех случаях, когда требуется обработать заготовку с малопластичной структурой, деформацию заготовок целесообразно осуществлять в оболочках.
Количество этапов и вид нагружения выбирают с учетом заданного распределения размера зерен в поперечном сечении заготовки. В тех случаях, когда необходимо выполнить лишь поверхностную обработку заготовок, целесообразно использовать только кручение. Заданный размер зерен в поперечном сечении обрабатываемых заготовок достигается благодаря заданному уровню величины накопленной в процессе кручения деформации, которая определяется углом закручивания, скоростью и возможностью реверсивного закручивания.
При обработке заготовок из титана и его сплавов, степень и температурно-скоростные условия деформации на переходе достаточно выбирать обеспечивающими протекание динамической рекристаллизации лишь в β-фазе. Наличие многих равнозначных систем скольжения в объемоцентрированной кубической решетке высокотемпературной аллотропической модификации β-фазы определяет развитие пластического течения материала за счет множественного скольжения. Сравнительно низкое значение энергии дефекта упаковки для β-фазы Е~20 эрг/мм2 [4], является причиной появления устойчивых, как плоских, так и пространственных дислокационных скоплений, преобразующихся при дальнейшей деформации в ячеистую микроструктуру с размером ячеек 1-2 мкм, с толщиной стенок 0.6-0.7 мкм и состоящих из объемных клубков с высокой плотностью дислокаций на границе и низкой плотностью дислокаций внутри ячеек. Дальнейшая деформация приводит к уменьшению толщины границ ячеек и увеличению их кривизны. На этом фоне происходит также увеличение кристаллографической разориентировки между соседними ячейками. Подобная эволюция дислокационной структуры, как известно, предшествует началу динамической рекристаллизации, следствием которой является образование высокоугловых межзеренных границ. Очевидно, что рекристаллизация в β-фазе происходит при меньших степенях деформации, что в результате снижает общий уровень работы деформирования, необходимой для измельчения структуры. Выполнение между переходами термической обработки, направленной на обеспечение протекания прямого фазового превращения по диффузионному механизму, например при охлаждении заготовки с контролируемой скоростью, приведет к выделению α-фазы в тройных стыках вновь образованных межзеренных границах β-фазы. Преимущественное выделение α-фазы на тройных стыках обусловлено повышенным значением коэффициента диффузии на межзеренной (β-β) - границе общего типа по сравнению со специальной когерентной межфазной (β-α) - границей, а также большей их протяженностью на единицу объема за счет малого размера зерен. С другой стороны, высокий уровень энергии межзеренной границы по сравнению с межфазной является причиной появления градиента химического потенциала, который определяет направленный диффузионный массоперенос. Таким образом, и с термодинамической и с кинетической точек зрения становится более выгодным выделение α-фазы в тройных стыках, чем на межфазных границах. В итоге происходит формирование структуры микродуплекс.
При обработке заготовок из титана и его сплавов при такой же степени деформации, которая необходима для развития динамической рекристаллизации, температурно-скоростные условия деформации на переходе, выбирают обеспечивающими протекание статической рекристаллизации в β-фазе при последующей термообработке, что позволяет включить в процесс трансфоромации структуры больший слой в обрабатываемой кручением или кручением с растяжением заготовке. Рекристаллизационный отжиг между переходами обеспечивает протекание в этих слоях статической и метадинамической рекристаллизации, что в сочетании с предшествующей на переходе пластической деформации динамической рекристаллизацией увеличивает равномерность и полноту образования межзеренных границ в β-фазе. Последующая термическая обработка, направленная на прямое фазовое превращение, развивающееся по диффузионному механизму, как и в предыдущем случае обеспечивает получение структуры микродуплексного типа.
При обработке заготовок из (α+β) титановых сплавов, заготовку по крайней мере на одном из переходов деформируют при постоянной температуре, не более [ТАс3-(20÷30)] oС. При нагреве до указанной температуры микроструктура, как правило, представляет собой колонии тонких пластин α-фазы в матричной β-фазе. При этом достигаемое минимальное количество α-фазы не меняет их пластинчатую морфологию, сохраняя способность ограничивать рост зерен рекристаллизующейся матричной β-фазы. Выполняемая при этом деформационно-термическая обработка обеспечивает развитие трансформации грубой пластинчатой структуры по одной из трех, описанных выше схем. Эти режимы рекомендуются для заготовок с исходной структурой с достаточно большим размером β-зерна, порядка 1 мм и более.
При обработке заготовок из α-титановых сплавов, заготовку по крайней мере на одном из переходов деформируют при постоянной температуре в интервале температур ТАс3 и ТAr3 для обрабатываемого сплава. Обработка сплавов указанной группы в двухфазном α+β температурном интервале дает возможность с наибольшей интенсивностью реализовывать преимущества обработки β-фазы, в условиях сдержанного роста зерен в двух фазной области.
Термическую обработку в заготовках, подвергаемых деформированию, на переходах или на этапах осуществляют посредством охлаждения с регламентированной скоростью, обеспечивающей протекание прямого фазового превращения по диффузионному механизму, обеспечивающего β→α превращение преимущественно в тройных стыках и на межзеренных границах β-фазы.
Скорость охлаждения выбирают не более скорости, скорости соответствующей мартенситному превращению в β-фазе и не менее скорости соответствующей наибольшей интенсивности образования двойников отжига в α-фазе. Для многих сплавов эта скорость является оптимальной с точки зрения одновременного протекания следующих процессов: фазовых превращений по диффузионному механизму, рекристаллизации, в том числе и метадинамической, а также образования двойников отжига, способствующих развитию процессов фрагментации α-пластин при последующем нагреве.
Охлаждение осуществляют до температуры последующего перехода с тем, чтобы совместить завершение процесса термообработки с процессом деформационной обработки. Снижение времени на охлаждение и нагрев в этом случае оказывает положительное влияние на уменьшение конечного размера зерен трансформированной микроструктуры.
Температуру последующего перехода выбирают ниже температуры предыдущего перехода. В том случае, когда требуется получить минимально возможный размер зерен, процесс обработки необходимо осуществлять с понижением температуры на каждом из последующих переходов. Обработка заготовок на переходе в этом случае может рассматриваться, как метод повышения ресурса пластичности заготовки при ее обработке на последующих переходах при более низкой температуре за счет постепенного измельчения зерен. Снижение температуры и увеличение запаса пластичности за счет мелкого зерна трансформированной микроструктуры, полученной при обработке заготовок на предыдущих переходах дает возможность повысить степень или скорость деформации, что в сочетании со снижением температуры позволяет не только активизировать развитие динамической рекристаллизации на последующих переходах, но и получать трансформированную микроструктуру с более мелким размером зерна.
Температуру последующего перехода выбирают равной температуре предыдущего перехода. В тех случаях, когда необходимо повысить полноту трансформации, однородность распределения зерен в объеме за счет сочетания деформационной обработки с термической, например в случае обработки однофазных материалов, обработку на переходах целесообразно выполнять при одинаковой температуре.
Охлаждение осуществляют до температуры ниже температуры последующего перехода, с дальнейшим нагревом до температуры последующего перехода. Такая термоциклическая обработка направлена на реализацию более полного протекания прямых фазовых превращений и интенсификации процесса трансформации структуры.
Охлаждение до комнатной температуры с последующим нагревом до температуры следующего перехода, особенно с регламентированной скоростью, обеспечивает появление фазового наклепа, необходимого для обеспечения прохождения в пластинах α-фазы возврата, или полигонизации, или двойникования. Наложение процессов фазового наклепа на процессы возврата ускоряет формирование малоугловых границ и двойникование. Последующий нагрев приводит к фрагментации пластин α-фазы по структурным дефектам, а именно по малоугловым границам и двойникам, в процессе обратного фазового превращения.
По крайней мере после одного из переходов осуществляют нагрев до температуры выше температуры обработки на предыдущем переходе и охлаждение до температуры последующего перехода. Целесообразность подобной операции обусловлена возможностью в ряде случаев, например при обработке материалов, в которых при нагреве протекают фазовые превращения, воздействовать на процесс трансформации структуры на этапе развития обратных фазовых превращений.
По крайней мере, на одном из переходов обработку заготовки выполняют при переменной температуре. Актуальность данной операции становится очевидной на примере обработки α-титановых сплавов, когда интервал температур одновременного существования α- и β-фаз чрезвычайно узок, поэтому обработка заготовок при переменой температуре, т.е в режиме осциляции внутри или с кратковременным выходом за пределы двухфазной области, один из приемов получения в данных материалах микрокристаллической структуры. Кроме того, совмещение деформационной обработки с термоциклированием активизирует процессы фрагментации α-пластин как за счет образования фрагментов при деформации, так и за счет развития прямых и обратных фазовых превращений.
При обработке заготовок из титана и его сплавов с исходной литой структурой, перед первым этапом осуществляют дополнительную обработку, обеспечивающую протекание динамической рекристаллизации в β-фазе и термическую обработку, обеспечивающую протекание обратных фазовых превращений. Достаточно мягкий способ обработки, к которому относится предложенная операция, позволяет, используя механические особенности обработки кручением, начинать обработку материала, имеющего литую структуру и обеспечить массированное развитие динамической рекристаллизации в β-фазе. Дополнительный эффект - гомогенизация, т.е. выравнивание химического состава в слитках по объему за время, на порядки меньшее, чем при традиционной термической обработке.
При обработке заготовок из титана и его сплавов с исходной литой структурой, перед первым этапом осуществляют дополнительную обработку, обеспечивающую протекание динамической рекристаллизации в β-фазе и термическую обработку, обеспечивающую протекание прямых фазовых превращений. При обработке некоторых заготовок, например, подвергнутых предварительно гомогенизирующему отжигу, но по-прежнему имеющих литую микроструктуру, возможно выполнять их деформационную обработку в двухфазной области вблизи точки Ас3. При этом протекание динамической рекристаллизации в прослойках β-фазы, расположенных между пластинами α-фазы не будет сопровождаться ускоренным ростом β-зерен, а последующий нагрев заготовки в однофазную β-область позволит использовать рекристаллизованные зерна, как зародыши при обратных фазовых превращениях, повышая однородность распределения β-зерен в объеме обрабатываемой заготовки.
Температуру деформации на последующих этапах выбирают ниже температуры деформации на первом этапе. Целесообразность данного ограничения определяется тем, что на последующих этапах обработки заготовки возможно использование интенсивной деформации, направленной в том числе и на формообразование конечного изделия. Интенсивная обработка, как известно, сопровождается интенсивным тепловыделением, что может в итоге привести к огрублению уже трансформированной на предыдущих этапах микроструктуры.
Пластическую деформацию заготовок осуществляют за один этап, при этом количество переходов и величину накопленной деформации выбирают в зависимости от глубины прорабатываемого слоя и ресурса пластичности обрабатываемого материала. Необходимость этого условия обусловлена ограниченным в каждом случае ресурсом пластичности, определяемым исходной микроструктурой обрабатываемого материала и соответствием располагаемому ресурсу пластичности предельной деформации в поверхностных слоях обрабатываемой заготовки.
В тех случаях, когда деформацию осуществляют за два этапа, величину накопленной деформации на первом этапе целесообразно выбирать из условия обеспечения измельчения микроструктуры в объеме заготовки, который определяют из соотношения:
где V0 - объем всей заготовки;
V1 - объем трансформированной части заготовки;
σ1 - напряжения течения материала с микрокристаллической структурой;
σ2 - напряжения течения материала в исходной заготовке,
а температуру второго этапа при этом выбирать не выше температуры первого этапа деформирования. Данное выражение получено расчетным путем, при анализе ситуации, когда деформации подвергают композит. При этом полагают, что механическое поведение отдельных элементов композита и поведение композита в целом связано принципом аддетивности.
Если деформацию осуществляют за три этапа, на третьем этапе осевую компоненту нагружения используют для осуществления формообразования заготовки. В тех случаях, когда изготовление той или иной детали связано со значительным формоизменением, сопровождающимся интенсивной сдвиговой деформацией, на первых этапах целесообразно выполнять подготовку микроструктуры в участках заготовки, а на других сочетать подготовку структуры с интенсивным формоизменением.
В качестве исходной берут осесимметричную заготовку в виде прутка, размер которой в поперечном сечении выбирают тем меньшим, чем меньше заданный размер зерен, при этом в качестве осевой компоненты нагружения используют одноосное растяжение. Одним из параметров, определяющих процесс подготовки структуры, является исходная геометрия обрабатываемых заготовок. Уменьшение поперечных размеров заготовок расширяет возможность использования скорости нагрева и охлаждения для решения задачи получения микроструктуры с заданным размером зерен и необходимой однородностью распределения их по объему заготовки. Кроме того, при обработке крупногабаритных осесимметричных заготовок, их массу можно увеличить не изменяя их диаметра, а только за счет изменения длины. В этом случае появляется возможность не только расширить спектр получаемых структур, но и повысить производительность процесса. Поскольку за один технологический цикл можно обработать одну длинномерную заготовку кручением с растяжением, с последующим разделением ее на несколько заготовок, взамен обработки отдельных коротких заготовок с соблюдением критического для сжатия соотношения высоты заготовки к диаметру,
В качестве исходной берут осесимметричную заготовку в виде шайбы, размер которой по высоте выбирают тем меньшим, чем меньше заданный размер зерен, при этом на втором этапе, в качестве осевой компоненты нагружения используют одноосное сжатие. При обработке заготовок типа шайбы необходимость уменьшения высотного размера вызвана стремлением в больших интервалах изменять скорость нагрева или охлаждения, что в итоге расширяет область достижимых размеров зерен трансформированной микроструктуры, в том числе и минимально возможных.
На первом этапе заготовку деформируют сочетанием кручения со сжатием. Кручение со сжатием позволяет продеформировать заготовку на более значительную степень деформации. Тем самым достигается дополнительное снижение температуры рекристаллизации, и как следствие, уменьшается средний размер зерен в трансформированной структуре. Данную операцию рекомендуется применять в тех случаях, когда обработке подвергают заготовку типа шайбы.
На первом этапе заготовку деформируют сочетанием кручения с растяжением. Основная компонента нагружения - кручение. Однако для интенсификации процесса трансформации с одной стороны и повышения устойчивости деформации прутка в целом с другой кручение необходимо сочетать с осевым нагружением. При обработке длинномерных заготовок для этих целей целесообразно использовать растяжение.
На первом этапе заготовку деформируют, сочетая знакопеременное кручение со знакопременным осевым нагружением. Ломаная траектория деформации (с углом излома на траектории деформации в пространстве "кручение - осевое деформирование" равным 90o), реализуемая на первом этапе подготовки структуры, направлена на создание условий для развития массированного множественного скольжения дислокации различного типа, протекающих однородно во всем объеме обрабатываемой заготовки. При этом облегчаются процессы образования ячеистой, или полигонизованной структуры, в зависимости от температуры и скорости деформации, ускоряются процессы рекристаллизации и фазовых превращений и, как результат, интенсифицируются процессы трансформации пластинчатой структуры и образования микрокристаллической структуры микродуплексного типа.
На первом этапе монотонное кручение совмещают со знакопеременным осевым нагружением. При обработке осесимметричных заготовок с длинновым размером, не намного превышающим критический размер по критерию устойчивости при осадке, целесообразно использовать в качестве основной компоненты нагружения - кручение, в качестве дополнительной - одноосное растяжение попеременно сочетать с одноосным сжатием. Этот прием наряду с интенсификацией процесса трансформации структуры, позволяет снизить примерно на 25-50% величину осевой компоненты нагружения.
На первом этапе заготовку деформируют, совмещая знакопеременное кручение с монотонным осевым нагружением. Использование в качестве компоненты нагружения реверсивного кручения, наряду с интенсификацией процесса трансформации структуры, за счет увеличения величины допустимой накопленной деформации, способствует размытию кристаллографической и металлографической текстур, и формированию микрокристаллической структуры с бестекстурным состоянием.
На первом этапе при монотонном двухкомпонентном нагружении соотношение осевой компоненты деформирующего усилия к крутящей выбирают не более 0.2. Подобное соотношение компоненты кручения и растяжения при монотонном двухкомпонентном нагружении позволяет наиболее эффективно использовать сложное нагружение при обработке заготовок с целью интенсификации процесса трансформации грубой структуры и получения в заготовках микрокристаллической структуры в поверхностных слоях.
На втором этапе заготовку деформируют сочетанием сжатия с кручением. Использование на втором этапе в качестве преимущественной компоненты нагружения - сжатия, целесообразно применять в тех случаях, когда обработке подвергаются заготовки с длиной, не превышающей тройного минимального размера в поперечном сечении. В противном случае при деформировании сжатием заготовки теряют устойчивость. Кроме того, сочетание кручения со сжатием, позволяет в значительной мере снизить потребные усилия на преодоление вредного влияния сил трения. Это происходит благодаря развороту результирующего вектора деформации и приводит в конечном результате к снижению осевого усилия на 25-50% и к повышению стойкости инструмента.
На втором этапе заготовку деформируют сочетанием кручения с растяжением. Использование на втором этапе обработки заготовок в качестве преимущественной компоненты растяжения целесообразно в тех случаях, когда обработке подвергаются заготовки с длиной рабочей части, трехкратно превышающей их минимальный размер в поперечном сечении.
При обработке материалов, имеющих грубую микроструктуру и характеризующихся ограниченным ресурсом пластичности, например таких, как интерметаллиды, для увеличения ресурса пластичности заготовок, их целесообразно обрабатывать в оболочке. При этом образование трещин на боковой поверхности заготовки во многом будет зависить от того, насколько плотно оболочка будет соприкасаться с боковой поверхностью обрабатываемой заготовки. Деформируя оболочку одноосным растяжением в условиях сверхпластичности, удается добиться образования плотного контакта оболочки с поверхностью обрабатываемой заготовки и, как следствие, успешно решить задачу повышения ресурса пластичности материала. Увеличением толщины оболочки, в сочетании с выбором материала удается также обеспечить деформирование заготовок в условиях, близких к условиям всестороннего сжатия, что также повышает ресурс пластичности обрабатываемого материала. В других случаях применение оболочек может быть использовано для предотвращения окисления заготовок в процессе деформирования в воздушной атмосфере.
Процесс деформирования полых заготовок с использованием в качестве преимущественной компоненты нагружения кручения ограничен деформацией, после которой наступает потеря устойчивости полой заготовки. Поэтому, с целью увеличения степени устойчивой деформации, полые заготовки целесообразно деформировать с установленным вовнутрь сердечником. Кроме того, если на этапе обработки заготовки используется кручение с растяжением, сердечник будет препятствовать развитию деформации за счет уменьшения поперечных размеров полой заготовки, т.е. обеспечит возможность создания в полой заготовке наиболее оптимальной с точки зрения измельчения структуры схемы напряженно-деформированного состояния с одной стороны и сохранения внутреннего размера полой заготовки неизменным с другой.
При обработке полой заготовки многокомпонентным нагружением, во внутрь заготовки устанавливают сердечник, изготовленный из материала, который при температурно-скоростных режимах обработки заготовки деформируется в условиях сверхпластичности, а деформации, преимущественно на втором этапе, подвергают и сердечник и заготовку. Использование для обработки полых заготовок сердечника, материал которого способен деформироваться в режиме сверхпластичности, кроме перечисленных в предыдущем разделе достоинств, позволяет после обработки заготовки довольно легко снять заготовку с сердечника за счет деформации сердечника растяжением с равномерным по длине уменьшением его поперечных размеров и образованием гарантированного зазора между заготовкой и сердечником.
Заготовку в сборе с сердечником деформируют в оболочке, изготовленной из материала, способного к сверхпластической деформации, при этом предварительно деформируют оболочку одноосным растяжением до обеспечения контакта между заготовкой и оболочкой по боковой поверхности заготовки, препятствующего их смещению друг относительно друга в процессе обработки. Целесообразность деформирования полой заготовки в оболочке уже описана в предыдущих разделах. Главная задача этой операции - повышение ресурса пластичности при деформировании тонкостенных оболочек из хрупких материалов с ограниченным ресурсом пластичности, а также повышение устойчивости при пластической деформации, как кручением, так и растяжением или сжатием. Дополнительно решается задача выравнивания температурного поля в объеме тонкостенной заготовки при деформации не за счет равномерности температурного поля печи, а за счет перераспределения температуры теплопередачей через оболочку и сердечник.
Сердечник выполняют полым в тех случаях, когда обработке подвергают полые заготовки с большим диаметром и малой толщиной. В этом случае, при снижении общей массы сборки, исключаются сопутствующие проблемы по термической обработке заготовок с большой массой, о которых уже говорилось ранее.
Сердечник выполняют сплошным в тех случаях, когда важно обеспечить равномерность распределения температурного поля по объему полой тонкостенной заготовки за счет массивного сердечника, используя его массу, как своего рода аккумулятор энергии для повышения термической инертности системы. Это целесообразно в тех случаях, когда обработке подвергают материалы с довольно узким температурным интервалом их существования одновременно в двух аллотропических модификациях, например, α-титановые сплавы.
Заготовку и сердечник деформируют совместно в тех случаях, когда ресурса пластичности для достижения степеней, необходимых для развития динамической рекристаллизации, недостаточно, например, в таких материалах, как интерметаллиды.
Заготовку и сердечник деформируют раздельно в том случае, когда важно сборку легко собрать перед обработкой и разобрать после соответствующей обработки. Это относится и к тем случаям, когда последующие этапы обработки используют для придания заготовке требуемых геометрических размеров с использованием сердечника в качестве калибра.
Обработку заготовки выполняют в условиях раздачи полого сердечника путем подачи в его внутреннюю полость под давлением рабочей среды. Добавление к основным компонентам нагружения: кручению, растяжению, сжатию - дополнительной раздачи заготовки способствует интенсификации процесса трансформации структуры в полой заготовке, а также может быть использовано для придания заготовке требуемой формы.
Между заготовкой и сердечником размещают материал, который по крайней мере в процессе обработки заготовки приобретает вязкотекучие свойства. Эту операцию предлагается использовать для предотвращения схватывания заготовки и сердечника, повышения в этой связи однородности развития деформации и упрощения операции удаления сердечника из заготовки.
После обработки заготовки осуществляют раздачу заготовки путем подачи в полость между заготовкой и сердечником под давлением рабочей среды. Использование раздачи полой заготовки обеспечивает однородное по длине развитие деформации, уменьшая трение между заготовкой и сердечником в том случае, когда сердечник в процессе обработки не подвергается деформированию.
Обработку полых тонкостенных заготовок осуществляют в оболочке, при этом предварительно осуществляют раздачу заготовки до обеспечения контакта между заготовкой и оболочкой по боковой поверхности заготовки, препятствующего их смещению друг относительно друга в процессе обработки. Предварительная раздача заготовки позволяет повысить однородность развития деформации во время основного цикла обработки полых заготовок за счет деформирования заготовки в условиях близких к условиям всестороннего сжатия. Создание плотного контакта между заготовкой и оболочкой позволяет также повысить и однородность температурного поля в процессе обработки.
Оболочку выполняют из материала, который при выбранных температурно-скоростных режимах обработки заготовки деформируется в условиях сверхпластичности. Это позволяет повысить степень однородности распределения сжимающих напряжений по сечению обрабатываемой заготовки с одной стороны, а с другой повышает однородность развития деформации полой заготовки при обработке. Кроме того, оболочка выполняет роль защитного экрана, препятствующего окислению тонкостенной полой заготовки при ее деформировании при высоких температурах в воздушной атмосфере.
Полую заготовку устанавливают между оболочкой и сердечником, изготовленными из материала, не претерпевающего формоизменения при обработке заготовки, обеспечивают равномерный контакт по всей контактируемой поверхности заготовки и сердечника, препятствующий взаимному смещению заготовки, оболочки и сердечника при обработке, а деформирование заготовки выполняют путем смещения оболочки и сердечника друг относительно друга. Применение указанной схемы нагружения при деформировании полой заготовки по своей сути представляет собой технологический прием, при котором деформация сдвига осуществляется за счет смещения внутренних и внешних слоев в обрабатываемой заготовки друг относительно друга, путем вращения в противоположных направлениях оболочки и сердечника, жестко связанных с заготовкой. Очевидно, что в этом случае незначительные смещения вызывают значительную сдвиговую деформацию в объеме заготовки. Главная особенность развития подобной деформации - ее высокая однородность в объеме заготовки
при выполнении условия плотного контакта между заготовкой, оболочкой и сердечником. При этом чем более плотный контакт, тем значительнее величина накопленной деформации. При обработке заготовок средних и больших размеров, можно достичь значение деформации, близкое к тому, которое удается достичь при обработке микрообразцов на наковальне Бриджмена. Преимущественным видом нагружения в данном примере, как и в предыдущих случаях, является кручение. Это связано прежде всего с присущей данному виду нагружения особенностью, заключающейся в том, что деформация при кручении не сопровождается существенным изменением формы заготовки, как, например, при растяжении или сжатии.
Заготовку и контактируемые поверхности оболочки и сердечника изготавливают конусной формы. При изготовлении сопрягаемой с заготовкой поверхности оболочки и сердечника конусной формы, сочетая кручение со сжатием заготовки, имеющей конусную форму, при сохранении преимущественной компоненты нагружения кручения, можно не только увеличить компоненту осевой деформации, по сравнению с предыдущим случаем, но и использовать возможность обработки заготовок в квазигидростатических условиях, т.е. в условиях всестороннего сжатия. С точки зрения схемы напряженного состояния для крупногабаритных заготовок такой прием аналогичен известным методам деформирования [1,2], используемым для получения в лабораторных условиях в заготовках малого размера микро-, субмикро- и нанокристаллической структур. При этом предлагаемый прием является уникальным, поскольку по возможности создания максимального гидростатического давления он приближается к методу наковальни Бриджмена, а по однородности напряженного и деформированного состояния во всем объеме к методу равноканального прессования. Следовательно, данный прием является способом получения в заготовках большого размера однородной микро-, субмикро- и нанокристаллической структур.
Более того, в отличие от упомянутых методов, описываемый прием характеризуется отсутствием или сведением к минимуму проскальзывания на поверхности контакта заготовки с оболочкой и сердечником. Это обстоятельство позволяет использовать данный прием, еще и как метод реализации интенсивной сдвиговой деформации при высоких температурах крупногабаритных заготовок, выполненных из такие материалов, как, например, интерметаллиды системы Ti-Al или Ni-Аl, и т.д.
Контакт между полой заготовкой, оболочкой и сплошным сердечником обеспечивают за счет образования термического натяга. В том случае, когда заготовка, оболочка и стержень имеют цилиндрическую или конусную поверхность с малой конусностью, например менее 7o, плотный контакт целесообразно обеспечивать за счет образования термического натяга. При этом необходимо придерживаться следующего правила: заготовка при установке в деформирующий инструмент не должна испытывать растягивающих усилий. Для этого, например, в первую очередь образуют контакт между заготовкой и оболочкой, далее, между сборкой, состоящей из оболочки и заготовки и сердечником.
Контакт между полой заготовкой толщиной t, оболочкой и сплошным сердечником обеспечивают за счет паяного соединения, при этом начальную толщину прослойки припоя Δ выбирают из условия Δ≤0,005 t. Такую толщину прослойки выбирают для того, чтобы повысить прочность соединения по сравнению с прочностью материала припоя, исходя из специфики граничных условий на поверхности контакта заготовки с оболочкой и/или с сердечником. Цель, как и в первом случае, - обеспечение плотного контакта и предотвращение проскальзывания. Дополнительная цель данной операции - это облегчение удаления заготовки из сборки за счет нагрева выше температуры плавления материала припоя.
При обработке пластин с целью получения в них микро-, субмикро- и нанокристаллической структуры, их размещают между оболочкой и стержнем с обеспечением контакта по всей поверхности посредством предварительной деформации пластин, а в процессе обработки сдвиговую деформацию осуществляют кручением оболочки и стержня друг относительно друга. Так обработать можно не только полые или кольцевые заготовки, но и плоские пластины, которые перед обработкой сгибают в виде колец и располагают их между оболочкой и стержнем.
Оболочку и стержень выполняют конусной формы, при этом предварительную деформацию пластин осуществляют при сборке. Плотный контакт формируется непосредственно во время обработки пластин.
При обработке заготовок в виде прутков кручение осуществляют путем приложения деформирующего усилия к торцевой поверхности, равномерно по площади, имеющей радиус r, равный 0,7<r<R, где R - радиус обрабатываемой заготовки. Приложение деформирующего усилия к заготовке таким образом снижает неравномерность деформации по поперечному сечению прутка, что особенно важно при подготовке микрокристаллической структуры равномерно по всему объему обрабатываемой заготовки.
Деформирующее усилие на обрабатываемую заготовку передают за счет неразъемного соединения ее с инструментом. Данный вид соединения в единичном производстве, является наиболее простым и дешевым.
Если обработке подвергают пруток, то сварка плавлением, например электронным лучом, используя кинжальный режим, позволяет надежно соединить обрабатываемую заготовку с деформирующим инструментом.
Если обработке подвергают материал, который при плавлении образует эвтектику, и далее хрупкий интерметалид, в качестве соединения, целесообразнее использовать сварку в твердом состоянии непосредственно соединяя заготовку и инструмент, либо выполняя соединение через прослойку. Особенность данного вида соединения заключается в том, что оно способно выдерживать высокие статические нагрузки, до уровня, превышающего уровень основного материала, но в то же время разрушаться от действия небольшого по величине приложенного усилия динамического либо циклического характера. Последнее обстоятельство можно с успехом использовать, при разделении заготовки и инструмента после обработки.
Неразъемное соединение можно выполнить пайкой, при этом материал припоя выбирают из условия, что его температура плавления выше температуры обработки заготовки, а толщину прослойки припоя выбирают из соотношения (0,005÷0,01)D, где D - поперечный размер соединения заготовки с инструментом. Как и в предыдущем случае, после проведения обработки заготовок, нагрев заготовки и инструмента до температуры плавления припоя позволяет довольно просто решить проблему разделения заготовки и инструмента. Толщина паяного соединения выбирается исходя из оптимального соотношения толщины прослойки к поперечному размеру площади контакта, учитывающего контактное упрочнение, которое позволяет повысить прочность соединения на 20-50% от значения напряжений течения материала припоя.
Деформирующее усилие на обрабатываемую заготовку передают за счет разъемного, как правило шлицевого соединения ее с инструментом. Данный вид соединения целесообразно использовать при обработке заготовок в условиях массового производства, когда затраты на изготовление инструмента легко окупаются. Шлицевое соединение, может быть выполнено в виде набора продольных и поперечных шлицов, расположенных друг относительно друга под углом девяносто градусов, которые в процессе обработки могут передавать, как крутящий момент, так и осевую нагрузку. При обработке тонкостенных полых заготовок, шлицы целесообразно изготавливать на контактируемых поверхностях оболочки и стержня.
При анализе источников информации, касающихся способов обработки металлов и сплавов, не был обнаружен способ, характеризующийся признаками, идентичными всем существенным признакам заявляемого изобретения. Следовательно, заявляемое изобретение соответствует условию "новизна".
При анализе отличительных признаков было выявлено, что заявляемое изобретение не вытекает явным образом из известного уровня техники. Впервые предложен способ обработки металлов и сплавов в условиях простого и сложного нагружения, включающего деформирование заготовок кручением, за один или несколько этапов. Способ позволяет получить значительную регламентированно накопленную деформацию, которая в сочетании с комплексом термических обработок, направленных на развитие динамической и/или статической рекристаллизации, а при обработке материалов, в которых протекают фазовые превращения, направленных на развитие фазовых превращений, в свою очередь позволяет получить микро-, субмикро- и нанокристаллическую структуру с заданным размером и равномерным или регламентированно неравномерным распределением зерен в объеме обрабатываемой заготовки, включая крупногабаритные заготовки.
Перечисленные основополагающие признаки изобретения являются новыми и неочевидными. Следовательно, заявляемое изобретение соответствует условию "изобретательский уровень".
Изобретение иллюстрируется следующими графическими материалами.
Фиг.1 - схема установки для осуществления способа.
Фиг.2 - внешний вид установки.
Фиг.3 - внешний вид обрабатываемой заготовки.
Фиг.4 - исходная микроструктура заготовки из сплава ВТ9.
Фиг. 5а - схема двухэтапной обработки длинномерной заготовки из сплава ВТ9.
Фиг.5б - схема соответствующей траектории нагружения.
Фиг. 6 - внешний вид обработанной длинномерной заготовки из сплава ВТ9 после первого этапа.
Фиг. 7 - микроструктура в обработанной длинномерной заготовке из сплава ВТ9 после второго этапа.
Фиг.8а - схема двухэтапной обработки короткой заготовки из сплава ВТ9.
Фиг.8б - схема соответствующей траектории нагружения.
Фиг.9 - исходная микроструктура заготовки из сплава ВТ6.
Фиг. 10а - схема одноэтапной обработки длинномерной заготовки из сплава ВТ6.
Фиг.10б - схема соответствующей траектории нагружения.
Фиг.11 - внешний вид обработанной заготовки из сплава ВТ6.
Фиг.12 - микроструктура обработанной заготовки из сплава ВТ6.
Фиг. 13а - схема двухэтапной обработки длинномерной заготовки с тремя переходами на первом этапе и промежуточной между ними термической обработкой направленной на развитие фазовых превращений.
Фиг.13б - схема соответствующей траектории нагружения.
Фиг.14а - схема двухэтапной обработки длинномерной заготовки стремя переходами на первом этапе и промежуточной между ними термической обработкой направленной на развитие статической рекристаллизации и термической обработкой, направленной на развитие фазовых превращений.
Фиг.14б - схема соответствующей траектории нагружения.
Фиг. 15а - схема одноэтапной обработки длинномерной заготовки с тремя переходами на первом этапе и промежуточной между ними термической обработкой, направленной на развитие фазовых превращений.
Фиг.15б - схема соответствующей траектории нагружения.
Фиг.16а - схема двухэтапной обработки длинномерной заготовки с тремя переходами на первом этапе и промежуточной между ними термической обработкой направленной на развитие фазовых превращений.
Фиг.16б - схема соответствующей траектории нагружения.
Фиг.17 - исходная микроструктура заготовки из сплава ВТ8.
Фиг. 18а - схема двухэтапной обработки длинномерной заготовки из сплава ВТ8 с двумя переходами на первом этапе и промежуточной между этапами термической обработкой направленной на развитие фазовых превращений.
Фиг.18б - схема соответствующей траектории нагружения.
Фиг.19 - микроструктура заготовки из сплава ВТ8 после обработки.
Фиг.20 - макроструктура крупногабаритной заготовки из сплава ВТ6 в исходном состоянии.
Фиг.21 - микроструктура крупногабаритной заготовки из сплава ВТ6 в исходном состоянии.
Фиг. 22а - схема обработки крупногабаритной заготовки из сплава ВТ6, включающая предварительную и основную двухэтапную обработку длинномерной заготовки с одним переходом на первом этапе.
Фиг.22б - схема соответствующей траектории нагружения.
Фиг. 23 - внешний вид крупногабаритной заготовки из сплава ВТ6 после обработки.
Фиг. 24 - макроструктура крупногабаритной заготовки из сплава ВТ6 после обработки.
Фиг. 25 - микроструктура крупногабаритной заготовки из сплава ВТ6 после обработки.
Фиг.26 - схема совместной обработки цилиндрической заготовки.
Фиг. 27 - схема раздельной обработки трубчатой заготовки с установленным вовнутрь недеформируемым стержнем.
Фиг. 28 - схема обработки трубчатой заготовки с установленным вовнутрь недеформируемым стержнем с использованием раздачи заготовки.
Фиг. 29 - схема совместной обработки трубчатой заготовки в оболочке, с установленным вовнутрь полым деформируемым стержнем с использованием раздачи оболочки заготовки и стержня.
Фиг.30 - схема обработки заготовки между оболочкой и стержнем с цилиндрической поверхностью контакта.
Фиг.31 - схема обработки заготовки между оболочкой и стержнем с конусной поверхностью контакта.
Установка, схема которой представлена на фиг.1 и внешний вид на фиг. 2, состоит из силового корпуса 1, включающего в себя нижнюю 2 и верхнюю 3 силовые плиты, скрепленные между собой четырьмя колоннами 4. В нижней части корпуса расположена кинематическая система нагружения 5. В верхней части - система регистрации силовых и кинематических параметров процесса нагружения 6.
Образец 7 установлен в сменных захватах 8, 9, соединенных с неподвижной верхней 10 и подвижной нижней 11 траверсами.
Установка имеет электронную систему управления 12, которая предназначена для обеспечения проведения механических испытаний образцов с постоянной скоростью деформации или с постоянной скоростью деформирования. Кинематическая схема установки позволяет осуществлять деформирование одноосным растяжением и сжатием, а также монотонным или реверсивным кручением. В случае использования трубчатых образцов, в установке предусмотрена возможность нагружения образцов внутренним давлением рабочей среды (конструктивная реализация этой возможности на фиг.1 не показана).
Система регистрации силовых и кинематических параметров процесса нагружения 6 позволяет осуществлять независимую запись силовых и кинематических параметров нагружения: угла закручивания и крутящего момента; осевого перемещения и осевого усилия; давления газообразной рабочей среды, в числовом формате, непосредственно на персональный компьютер или на диаграммную ленту.
Высокотемпературная печь 13 с электронной системой управления печи 14 позволяет проводить эксперименты при высоких, до 1000oС, температурах с точностью ±5oС. Конструкция печи допускает выполнение различного рода термической обработки, включая термоциклирование.
Как уже отмечалось выше, установка имеет возможность применять сменные захваты 8, 9 для деформирования образцов 7 различной формы и размеров: от 10,0 мм в диаметре и длиной рабочей части 40,0 мм до 100,0 мм в диаметре и длиной рабочей части 200,0 мм.
Установка позволяет развивать максимальное усилие растяжения-сжатия до 150,0 кН и крутящий момент до 300,0 Н•м.
Способ реализуется в устройстве следующим образом.
Заготовку 7 устанавливают в захваты 8 зажимного приспособления, обеспечивающего фиксацию заготовки. При этом захваты с заготовкой соединяют, применяя разъемное, например шлицевое соединение, или неразъемное соединение, например пайкой или сваркой. Заготовку, установленную в захваты, нагревают до заданной температуры в печи 13 со средней скоростью нагрева порядка 50oС/мин. После выхода температуры на рабочий режим осуществляют дополнительную выдержку в течение примерно 15 минут. После чего образец деформируют по заявляемым режимам.
Схемы по переходной и поэтапной обработки и соответствующие траектории нагружения для различных материалов, формы и размеров заготовок даны в примерах конкретного нагружения.
Под переходом подразумевается операция деформирования заготовки одно, двух или многокомпонентным, непрерывным нагружением, в том числе и непрерывным нагружением по траектории деформации с ортогональным изломом. Переходы могут разделять операции термической обработки.
Под этапом подразумевают совокупность операций нагружения и термической обработки, или только нагружения, направленную на получение заданной микроструктуры в определенных частях заготовки.
В процессе обработки, в непрерывном режиме осуществляют запись параметров нагружения на диаграммной ленте и в файл на компьютере. Также в процессе испытания на монитор компьютера выводится информация о накопленной деформации, которая необходима для управления процессом обработки заготовок.
По окончании обработки, заготовку извлекают из захватов разъемного зажимного приспособления. В том случае, когда заготовку и захваты перед обработкой соединяют посредством образования паяного соединения, после обработки заготовку и съемные захваты нагревают до температуры выше температуры паяного соединения, и освобождают заготовку. В том случае, когда заготовку и захваты соединяют посредством сварки, например, электронным лучом, заготовку и захват разделяют посредством либо точения, либо электроэрозионной обработкой. В тех случаях, когда заготовку и захваты соединяют посредством твердофазного соединения, после обработки, наряду с точением и электроэрозионной обработкой, возможно использование изгибающего динамического воздействия.
Примеры конкретного выполнения
Пример 1
Обработке подвергают заготовку из двухфазного (α+β) титанового сплава мартенситного класса ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,3 Si) диаметром 10,0 мм и длиной рабочей части 60,0 мм, используя специализированную установку для сложного нагружения (фиг.1, 2).
На фиг.3 представлена микроструктура, а на фиг.4 - внешний вид обрабатываемой заготовки в исходном состоянии. Заготовка имеет грубую пластинчатую микроструктуру с размером зерен превращенной β-фазы, D=0,5-1,0 мм. Подобный тип микроструктуры типичен для горячекатаных заготовок, прошедших дополнительную термическую обработку - отжиг при температуре 1100oС в течение 30 минут и последующее охлаждение на воздухе. Температура Ас3, (α+β→β) превращения была определена методом пробных закалок и для данного материала была равна Т=1000oС.
Необходимо получить мелкозернистую микрокристаллическую структуру со средним размером зерен d= 3,0-7,0 мкм, распределенную равномерно по всему объему заготовки.
С учетом этого, выбирают двухэтапную обработку. На первом этапе предварительно готовят микроструктуру в поверхностном слое, а на втором этапе осуществляют подготовку структуры до заданного размера зерен во всем объеме заготовки, включая центральную часть. При этом учитывается, что на первом этапе для обеспечения протекания деформации материала на последующих этапах в условиях сверхпластичности в поверхностном слое должна быть сформирована микроструктура со средним размером зерна d=4,0-10,0 мкм.
Величину проработанного слоя материала заготовки на первом этапе V1 определяют исходя из выражения (1), где
V0=3141,59 мм3 - объем всей заготовки;
σ1= 15,0 МПа - напряжения течения материала с микрокристаллической структурой при его деформировании в оптимальном интервале температурно-скоростных условий сверхпластической деформации;
σ2= 40,0 МПа - напряжения течения материала с грубой структурой при его деформировании в оптимальном интервале температурно-скоростных условиях сверхпластической деформации.
Значения σ1 и σ2 находят по результатам предварительных экспериментов либо из литературных данных.
По найденным значениям V1 находят степень эквивалентной деформации еi на боковой поверхности. В данном случае эта деформация составила величину еi= 1,1-1,3.
На первом этапе обработки заготовки выбирают двухкомпонентное пропорциональное нагружение. Преимущественная компонента - простое кручение, дополнительная компонента - одноосное растяжение. Соотношение компонент скоростей деформации кручения и растяжения выбирают равным:  т.е. менее 0,2.
т.е. менее 0,2.
В результате анализа литературных данных было установлено, что оптимальный интервал скоростей деформации для данного материала лежит в пределах 10-4-10-3 с-1.
Как на первом, так и на втором этапах деформирования, степень деформации и температурно-скоростные режимы нагружения выбирают обеспечивающими протекание трансформации структуры в процессе нагружения, т.е. за счет развития динамической рекристаллизации. В данном примере, как и в последующих примерах, скорость деформации заготовки компонентой кручения выбирают постоянной на всем протяжении деформирования на этапах и равной  с-1, а скорость деформации заготовки компонентой растяжения также выбирают постоянной и равной е=1,0•10-4 с-1.
с-1, а скорость деформации заготовки компонентой растяжения также выбирают постоянной и равной е=1,0•10-4 с-1.
Температуру деформации на первом и втором этапе выбирают одинаковой и равной Т=950oС.
На втором этапе подготовки структуры в качестве схемы нагружения выбирают одноосное растяжение. Скорость деформации на втором этапе, так же, как и на первом этапе поддерживают постоянной и равной е=1,0•10-4 с-1, а деформирование заканчивают по достижении значения интенсивности деформации равной ei=0,8.
Описанные режимы и программа нагружения на обоих этапах представлены на фиг.5а, б.
После первого этапа обработки образец охлаждают на воздухе до комнатной температуры. Затем повторно нагревают до температуры 950oС со средней скоростью нагрева 50oС/мин, осуществляют выдержку в течение 15 минут и деформируют одноосным растяжением по режиму и программе второго этапа фиг.5а, б.
По завершении второго этапа образец охлаждают на воздухе и извлекают из захватов.
Внешний вид заготовки после обработки на первом этапе представлен на фиг. 6. Результаты металлографических исследований, проведенных после обработки заготовки по первому и второму этапам, представлены на фиг.7. Количественные металлографические исследования показали, что значения коэффициента формы α-пластин Kα для центральной части обработанной заготовки был равен 3,1, а для периферийной части 2,0. Толщина α-пластин в центральной части была равной 2,2, в периферийной части 2,4.
Таким образом, можно сделать вывод о том, что микроструктура в обработанной заготовке трансформировалась однородно по всему объему и имеет микрокристаллическое строение со средним размером зерна d=3,5-5,0 мкм.
Пример 2
Обработке подвергают цилиндрическую заготовку диаметром 20,0 мм и длиной рабочей части 40,0 мм из двухфазного (α+β) титанового сплава мартенситного класса ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si).
На фиг.3 представлена исходная микроструктура заготовки. Заготовка имеет грубую пластинчатую микроструктуру с размером зерна превращенной β-фазы, D= 0,5-1,0 мм. Температура полиморфного (α+β→β) превращения, точка Ас3, была определена методом пробных закалок и для используемого материала равна Т= 1000oС.
В данном примере необходимо получить микрокристаллическую структуру со средним размером зерен d= 3,0-5,0 мкм, распределенную равномерно по всему объему заготовки. Вместе с тем после обработки заготовка должна иметь форму плоского диска толщиной 10,0 мм.
Как на первом, так и на втором этапах деформирования, степень деформации и температурно-скоростные режимы нагружения выбирают исходя из условия трансформации структуры в процессе нагружения, т.е. за счет динамической рекристаллизации.
Для решения поставленной задачи выбирают двухэтапную обработку.
На первом этапе предварительно готовят микроструктуру в поверхностном слое, деформируя образец пропорциональным двухкомпонентным нагружением. Преимущественной компонентой задают компоненту кручения, а дополнительной - сжатие. Использование этой схемы нагружения направлено на подготовку микроструктуры в первую очередь в поверхностных слоях, в том числе слоях, непосредственно лежащих под бойками.
На втором этапе осуществляют подготовку структуры в центральной части заготовки до заданного размера зерен, в процессе деформирования заготовки сжатием. При этом сжатие также используют и для формирования конечной конфигурации изделия.
Величину накопленной деформации на боковой поверхности заготовки еi на первом этапе выбирают исходя из расчетов, выполненных по аналогии с примером 1, равной 0,9-1,1, а после второго этапа, равной еi=1,0-1,25, исходя из конечной формы и размеров заготовки. На первом этапе скорость деформации компоненты кручения выбирают постоянной на всем протяжении деформирования и равной  с-1, а скорость деформации компоненты сжатия выбирают также постоянной и равной е=1,0•10-4 с-1.
с-1, а скорость деформации компоненты сжатия выбирают также постоянной и равной е=1,0•10-4 с-1.
Температуру деформации на первом и втором этапе выбирают равными температуре Т=950oС.
Скорость деформации сжатием на втором этапе, также, как и на первом этапе поддерживают постоянной и равной е=1,0•10-4 с-1, а деформирование заканчивают по достижении значения интенсивности деформации равной ei=1,25.
Описанные в этом примере программа, и соответствующие режимы нагружения представлены на фиг.8.а, б.
После первого этапа обработки образец охлаждают на воздухе до комнатной температуры. Затем повторно нагревают до температуры 950oС со средней скоростью нагрева 50oС/мин, осуществляют выдержку в течение 15 минут и деформируют одноосным растяжением по режиму и программе второго этапа фиг.8.а, б.
По завершении второго этапа образец извлекают из печи и охлаждают на воздухе.
Результаты металлографических исследований, проведенных после обработки заготовок, аналогичны результатам примера 1. Значения коэффициента формы α-пластин Kα для центральной части обработанной заготовки равен 2,9, а для периферийной части 2,1. Толщина α-пластин в центральной части равна 2,1 мкм в периферийной части 2,3 мкм.
Таким образом, можно сделать заключение о том, что микроструктура в рабочей части обработанной заготовки трансформировалась однородно по всему объему и имеет микрокристаллическое строение со средним размером зерна d= 3,5-4,0 мкм.
Пример 3
Обработке подвергают цилиндрическую заготовку из двухфазного (α+β) титанового сплава мартенситного класса ВТ6 (Ti - основа; 5,3-6,8 Аl; 3,5-5,3 V).
Заготовка цилиндрической формы с диаметром и длиной рабочей части, равными соответственно 20,0 мм и 100,0 мм, в исходном состоянии имеет грубую пластинчатую микроструктуру. На фиг.9 представлена микроструктура заготовки в исходном состоянии. Средний размер зерна превращенной β-фазы составляет величину D=10,0-15,0 мм.
Необходимо получить мелкозернистую микрокристаллическую структуру со средним размером зерен d= 4,0-8,0 мкм в периферийной части заготовки. В центральной части заготовки допускается наличие пластинчатой микроструктуры.
В данном примере, так же как и в примерах 1 и 2, степень деформации и температурно-скоростные режимы нагружения выбирают исходя из условия трансформации структуры в процессе нагружения.
Для решения поставленной задачи выбирают одноэтапную обработку (фиг. 10а). Образец деформируют однокомпонентным нагружением (фиг.10б). Единственной компонентой нагружения является кручение. Температуру деформации выбирают равной 930oС. Заготовку деформируют с постоянной скоростью деформации, соответствующей ее значению на боковой поверхности  с-1.
с-1.
В соответствии с выражением (1), степень ei накопленной деформации на боковой поверхности выбирают равной 2,0. Заданная степень деформации является достаточной, чтобы проработать микроструктуру в заготовке на 1/2 ее объема. Скорость нагрева выбирают равной 50 град/мин, а после обработки заготовку охлаждают на воздухе.
На фиг. 11 представлена макро-, а на фиг.12, микроструктура деформированного образца. Результаты проведенных металлографических исследований показали, что значения коэффициента формы α-пластин Kα для центральной части обработанной заготовки равен 7,6, а для периферийной части 2,5. Толщина α-пластин в центральной части равна 2,9 в периферийной части 3,3.
Таким образом, можно сделать заключение о том, что структура в рабочей части обработанной заготовки трансформировалась неоднородно по сечению. Морфология структуры в центральной части имеет пластинчатое строение, а на периферии - равноосное микрокристаллическое, со средним размером зерна d= 4,0-6,0 мкм.
Пример 4
Обработке подвергают заготовку из двухфазного (α+β) титанового сплава ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si).
Внешний вид и геометрические размеры обрабатываемой заготовки в исходном состоянии были аналогичны примеру 1 (фиг.4).
Заготовка имеет грубую пластинчатую микроструктуру с размером зерна превращенной β-фазы, равным D=1,0-2,0 мм (фиг.3). Температура полиморфного (α+β→β) превращения, точка Ас3, была определена методом пробных закалок и для данного материала равна Т=1000oС.
Необходимо получить мелкозернистую микрокристаллическую структуру со средним размером зерен d= 3,0-7,0 мкм, распределенную равномерно по всему объему заготовки. Поэтому с учетом того, что в исходном состоянии заготовка имеет грубую пластинчатую структуру и запас пластичности у нее ограничен для развития процессов динамической рекристаллизации в α-фазе, выбирают двухэтапную обработку с тремя переходами на первом этапе. На всех трех переходах первого этапа обработки, а также на втором этапе, степень деформации и температурно-скоростные режимы нагружения выбирают обеспечивающими протекание трансформации структуры в процессе нагружения, за счет протекания динамической рекристаллизации в β-фазе.
Переходы разделяют операциями термической обработки, направленными на развитие фазовых превращений в процессе изменения температуры и отсутствия деформирующего воздействия на заготовку.
Температуру деформации на всех трех переходах первого этапа, а также на втором этапе выбирают равной Т=960oС. На первом переходе первого этапа заготовку деформируют кручением с постоянной скоростью деформации, равной  с-1, до значения интенсивности деформации еi1=0,5.
с-1, до значения интенсивности деформации еi1=0,5.
После первого перехода осуществляют нагрев заготовки в течение 15 минут до температуры на 1010 oС выше точки Ас3. После выхода печи на заданную температуру, нагрев выключают, доводя температуру до предыдущего значения, выбирая скорость охлаждения, равной скорости 2,0 град/мин.
Обработку заготовки на втором переходе выполняют пропорциональным (кручением с одновременным растяжением) нагружением. Скорость деформации компоненты кручения поддерживают постоянной и равной  с-1. Скорость деформации компоненты растяжения также поддерживают постоянной и равной е=10-4 с-1. Соотношение компонент скоростей деформации кручения и растяжения на втором переходе выбирают из соотношения:
с-1. Скорость деформации компоненты растяжения также поддерживают постоянной и равной е=10-4 с-1. Соотношение компонент скоростей деформации кручения и растяжения на втором переходе выбирают из соотношения:  Деформацию осуществляют до величины еi2=0,6. После второго перехода заготовку охлаждают на 40-60oС ниже температуры обработки со скоростью 2,0 град/мин, уменьшая мощность нагрева печи. По достижению заданной температуры, мощность нагрева печи увеличивают, доводя до температуры обработки следующего перехода.
Деформацию осуществляют до величины еi2=0,6. После второго перехода заготовку охлаждают на 40-60oС ниже температуры обработки со скоростью 2,0 град/мин, уменьшая мощность нагрева печи. По достижению заданной температуры, мощность нагрева печи увеличивают, доводя до температуры обработки следующего перехода.
Обработку заготовки на заключительном, третьем переходе первого этапа выполняют одноосным растяжением, деформируя заготовку со скоростью деформации е=1,0•10-4 с-1 до значения интенсивности деформации еi3=0,2.
Схема обработки и соответствующая схема нагружения на переходах и этапах представлены на фиг.13а, б.
Выбор трехпереходной схемы обработки на первом этапе с промежуточной обработкой, направленной на развитие фазовых превращений, позволил не только повысить запас пластичности и увеличить накопленную степень деформации на этапе, за счет измельчения структуры в результате дополнительного деления пластин α-фазы во время обратных и прямых фазовых превращений, а также увеличил степень и однородность трансформации пластин α-фазы в поверхностных слоях заготовки.
После первого этапа заготовку охлаждают до комнатной температуры на воздухе, и после нагрева до температуры обработки второго этапа подвергают деформации одноосным растяжением, аналогично примеру 1, по режиму второго этапа.
После завершения процесса обработки, заготовку вынимают из печи и охлаждают на воздухе.
Отметим, что заготовка, прошедшая обработку на первом этапе по данному режиму, по сравнению с примером 1, на втором этапе деформировалась более однородно, с менее выраженным деформационным рельефом на боковой поверхности.
Результаты качественных и количественных металлографических исследований, проведенных после обработки заготовок показали, что значения коэффициента формы α-пластин Kα для центральной части обработанной заготовки равен 3,0, а для периферийной части 2,1. Толщина α-пластин в центральной части равна 2,3, в периферийной части 2,4.
Таким образом, можно сделать заключение о том, что микроструктура в обработанной заготовке трансформировалась однородно по всему объему и имеет микрокристаллическое строение со средним размером зерна d=3,0-4,0 мкм.
Пример 5
Обработке подвергают цилиндрическую заготовку из двухфазного (α+β) титанового сплава ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si) диаметром 40,0 мм и длиной рабочей части 80 мм.
Заготовка имеет грубую пластинчатую микроструктуру с размером зерна превращенной β-фазы, равным D=1,0-2,0 мм (фиг.3). Температуру полиморфного (α+β→β) превращения, точка Ас3, определяют методом пробных закалок. Для обрабатываемого материала она равна Т=1000oС.
Требуется подготовить однородную микрокристаллическую структуру во всем объеме заготовки со средним размером зерна 2,0-4,0 мкм, поэтому с учетом того, что в исходном состоянии заготовка имеет грубую пластинчатую структуру и запас пластичности у нее недостаточен для использования температурно-скоростных режимов обработки, обеспечивающих развитие динамической рекристаллизации в α- и β-фазах, выбирают двухэтапную обработку. Первый этап выполняют за два перехода. Переходы разделяют операциями термической обработки, направленными на протекание статической рекристаллизации, дополняющей эффект незначительной динамической рекристаллизации так или иначе протекающей в процессе деформации, направленной на формирование границ зерен в β-фазе, что в сочетании с дополнительной термической обработкой, вызывающей протекание прямых фазовых превращений в процессе изменения температуры и отсутствия деформирующего воздействия на заготовку приводит к ускорению деления пластин α-фазы и образования микрокристаллической структуры.
Нагружение заготовки на первом этапе осуществляют сочетанием знакопеременного кручения со знакопеременным осевым воздействием, т.е. на первом переходе заготовку деформируют кручением по часовой стрелке с последующим сжатием, на втором переходе заготовку деформируют кручением против часовой стрелке с последующим растяжением. Траектория деформации при таком нагружении представляет собой замкнутый контур. Выбор подобной схемы нагружения обработки направлен на интенсификацию трансформации пластинчатой структуры и на образование микрокристаллической структуры, близкой к бестекстурному состоянию. На втором этапе заготовку деформируют растяжением.
Температуру деформации на первом и втором этапе выбирают одинаковой и равной Т=960oС.
На первом переходе первого этапа заготовку деформируют кручением по часовой стрелки с постоянной скоростью деформации, равной  с-1, до значения интенсивности деформации еi1=0,9. Одновременно с завершением кручения начинают сжатие. Скорость деформации поддерживают постоянной и равной е=1,0•10-4 с-1. Деформацию осуществляют до значения еi2=0,2.
с-1, до значения интенсивности деформации еi1=0,9. Одновременно с завершением кручения начинают сжатие. Скорость деформации поддерживают постоянной и равной е=1,0•10-4 с-1. Деформацию осуществляют до значения еi2=0,2.
После первого перехода осуществляют выдержку заготовки при температуре обработке в течение 15 минут. Затем заготовку охлаждают до температуры 900oС со скоростью охлаждения, равной скорости 1,5 град/мин. После охлаждения заготовки до заданной температуры, ее вновь нагревают до температуры обработки на втором переходе.
На втором переходе первого этапа заготовку деформируют кручением против часовой стрелки с постоянной скоростью деформации, равной  с-1, до значения интенсивности деформации ei3=0,9. Одновременно с завершением кручения начинают растяжение. Скорость деформации поддерживают постоянной и равной е= 1,0•10-4 с-1. Деформацию осуществляют до значения еi4=0,2.
с-1, до значения интенсивности деформации ei3=0,9. Одновременно с завершением кручения начинают растяжение. Скорость деформации поддерживают постоянной и равной е= 1,0•10-4 с-1. Деформацию осуществляют до значения еi4=0,2.
После второго перехода заготовку выдерживают при температуре обработки в течение 15 минут, затем охлаждают до комнатной температуры на воздухе.
Заготовку на втором этапе деформируют растяжением, со скоростью деформации, соответствующей проявлению в обрабатываемом материале эффекта сверхпластичности е=1,0•10-4 c-1, до значения интенсивности деформации еi3=1,0. По завершении процесса обработки заготовку извлекают из печи и охлаждают на воздухе.
Схема обработки и нагружения на переходах и этапах представлена на фиг. 14а, б.
Выбор схемы нагружения на первом этапе с промежуточной термической обработкой, направленной на развитие фазовых превращений, позволил не только повысить запас пластичности и увеличить накопленную степень деформации на этапе, за счет измельчения структуры в результате дополнительного деления пластин α-фазы во время обратных и прямых фазовых превращений, а также увеличил степень и однородность трансформации пластин α-фазы в поверхностных слоях заготовки.
Результаты качественных и количественных металлографических исследований, проведенных после обработки заготовок, показали, что значения коэффициента формы α-пластин Kα для центральной части обработанной заготовки равен 2,8, а для периферийной части 2,5. Толщина α-пластин в центральной части равна 2,4, в периферийной части 2,5.
Таким образом, можно сделать заключение о том, что микроструктура в обработанной заготовке трансформировалась однородно по всему объему и имеет микрокристаллическое строение со средним размером зерна d=3,0-4,0 мкм.
Пример 6
Обработке подвергали заготовку из α-титанового сплава ВТ5-1 (Тi - основа; 4,3-6,0 Аl; 2,0-3,0 Sn) диаметром 40,0 мм и длиной рабочей части 80,0 мм.
Заготовка имеет грубую пластинчатую микроструктуру с размером зерна превращенной β-фазы, равным D= 0,5 мм. Температура обратного полиморфного (α+β→β) превращения, точка Ас3, и прямого (α+β→α), точка Аr3, определяют методом пробных закалок. Для обрабатываемого материала точка Ас3 равна Т= 1020oС, а Аr3 равна 980oС.
Требуется получить однородную микрокристаллическую структуру во всем объеме заготовки со средним размером зерна 4,0-8,0 мкм.
В данном примере заготовку обрабатывают за один этап, состоящий из трех переходов. Учитывая узкий интервал двухфазной области, а также исходную грубую микроструктуру, заготовку на первом переходе обрабатывают при температуре 950oС, на втором при 1050oС, на третьем при 980oС.
Переходы разделяют операциями термической обработки, направленными на протекание обратных и прямых фазовых превращений. Дополнительная термическая обработка в сочетании с горячим деформированием в условиях сложного нагружения направлена на ускорение процесса измельчения структуры.
На каждом из трех переходов заготовку деформируют пропорциональным двухкомпонентным нагружением (реверсивным кручением с одновременным растяжением).
На первом переходе в качестве преимущественной компоненты используют кручение по часовой стрелки, а в качестве дополнительной компоненты - одноосное растяжение. Соотношение компонент скоростей деформации кручения и растяжения выбирают равным:  Скорость деформации компоненты кручения выбирают постоянной и равной
Скорость деформации компоненты кручения выбирают постоянной и равной  с-1, а скорость деформации компоненты растяжения выбирают также постоянной и равной е=2,0•10-4 с-1. Интенсивность деформации на этапе выбирают равной ei=1,2.
с-1, а скорость деформации компоненты растяжения выбирают также постоянной и равной е=2,0•10-4 с-1. Интенсивность деформации на этапе выбирают равной ei=1,2.
После первого перехода заготовку нагревают со скоростью 5,0 град/мин до температуры второго перехода и деформируют по режиму второго прехода.
На втором переходе в качестве преимущественной компоненты используют кручение против часовой стрелки, а в качестве дополнительной компоненты - одноосное растяжение. Соотношение компонент скоростей деформации кручения и растяжения выбирают равным:  Скорость деформации компоненты кручения выбирают постоянной и равной
Скорость деформации компоненты кручения выбирают постоянной и равной  с-1, а скорость деформации компоненты растяжения выбирают также постоянной и равной е=2,0•10-4 с-1. Интенсивность деформации на этапе выбирают равной ei=1,2.
с-1, а скорость деформации компоненты растяжения выбирают также постоянной и равной е=2,0•10-4 с-1. Интенсивность деформации на этапе выбирают равной ei=1,2.
После второго перехода заготовку охлаждают до температуры третьего перехода со скоростью 1,0oС/мин и деформируют по режиму третьего перехода.
На третьем переходе в качестве преимущественной компоненты используют кручение по часовой стрелки, а в качестве дополнительной компоненты - одноосное растяжение. Соотношение компонент скоростей деформации кручения и растяжения выбирают равным:  Скорость деформации компоненты кручения выбирают постоянной и равной
Скорость деформации компоненты кручения выбирают постоянной и равной  c-1, а скорость деформации компоненты растяжения выбирают также постоянной и равной е=2,0•10-4 с-1. Интенсивность деформации на этапе выбирают равной еi=1,2.
c-1, а скорость деформации компоненты растяжения выбирают также постоянной и равной е=2,0•10-4 с-1. Интенсивность деформации на этапе выбирают равной еi=1,2.
Обработку заготовки проводили по режиму представленному на фиг.15а, б. После обработки заготовку охлаждают до комнатной температуре на воздухе.
Результаты качественных и количественных металлографических исследований, проведенных после обработки заготовок, показали, что значение среднего размера зерна в центре и на переферии лежит в пределах d=5,0-7,0 мкм.
Пример 7
Обработке подвергают цилиндрическую заготовку из двухфазного (α+β) титанового сплава ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si) диаметром 40,0 мм и длиной рабочей части 80,0 мм.
Заготовка имеет грубую пластинчатую микроструктуру с размером зерна превращенной β-фазы D=1,0-2,0 мм (фиг.3). Температуру полиморфного (α+β→β) превращения, точка Ас3, определяют методом пробных закалок. Для обрабатываемого материала она равна Т=1000oС.
Так как в исходном состоянии заготовка имеет грубую пластинчатую структуру, с ограниченным запасом пластичности, и требуется получить достаточно малый размер зерна, порядка d=1,0-2,0 мкм, выбирают двухэтапную обработку с понижением температуры на переходах. Первый этап выполняют за три перехода. Степень деформации и температурно-скоростные режимы обработки на переходе выбирают обеспечивающими протекание в β-фазе динамической рекристаллизации. Переходы разделяют операциями термической обработки, направленными на развитие прямых фазовых превращений, усиливающих процесс измельчения микроструктуры за счет образования α-зерен по границам рекристаллизованной β-фазы.
Температуру обработки первого перехода выбирают равной 960oС, второго 930oС, третьего 900oС. На каждом из трех переходов заготовку деформируют пропорциональным двухкомпонентным нагружением (кручением с одновременным реверсивным осевым воздействием, сжатием - растяжением.) Применение данной схемы позволяет полнее проработать структуру на первом этапе.
На первом переходе заготовку деформируют кручением с одновременным растяжением. В качестве преимущественной компоненты нагружения используют кручение, а в качестве дополнительной - одноосное растяжение. Соотношение компонент скоростей деформации кручения и растяжения выбирают равным:  Скорость деформации компоненты кручения выбирают постоянной и равной
Скорость деформации компоненты кручения выбирают постоянной и равной  с-1. Скорость деформации компоненты растяжения выбирают также постоянной и равной е=2,0•10-4 с-1. Интенсивность деформации на переходе выбирают равной ei=0,6. По завершении первого перехода заготовку охлаждают до температуры следующего перехода со скоростью 1,0oС/мин и деформируют по режиму второго перехода.
с-1. Скорость деформации компоненты растяжения выбирают также постоянной и равной е=2,0•10-4 с-1. Интенсивность деформации на переходе выбирают равной ei=0,6. По завершении первого перехода заготовку охлаждают до температуры следующего перехода со скоростью 1,0oС/мин и деформируют по режиму второго перехода.
На втором переходе заготовку деформируют кручением с одновременным сжатием. В качестве преимущественной компоненты нагружения используют кручение, а в качестве дополнительной - одноосное сжатие. Соотношение компонент скоростей деформации кручения и сжатия выбирают равным:  Скорость деформации компоненты кручения выбирают постоянной и равной
Скорость деформации компоненты кручения выбирают постоянной и равной  с-1. Скорость деформации компоненты растяжения выбирают также постоянной и равной е=4,0•10-4 с-1. Интенсивность деформации на этапе выбирают равной еi= 1,2. По завершению второго перехода заготовку охлаждают до температуры следующего перехода со скоростью 1,0oС/мин и деформируют по режиму третьего перехода.
с-1. Скорость деформации компоненты растяжения выбирают также постоянной и равной е=4,0•10-4 с-1. Интенсивность деформации на этапе выбирают равной еi= 1,2. По завершению второго перехода заготовку охлаждают до температуры следующего перехода со скоростью 1,0oС/мин и деформируют по режиму третьего перехода.
На третьем переходе заготовку деформируют аналогично первому переходу кручением с одновременным растяжением. Степень и скорость деформации на третьем переходе выбирают такими же, как на первом переходе.
После первого этапа заготовку охлаждают на воздухе до комнатной температуры.
На втором этапе заготовку нагревают до температуры 900oС, помещая в печь, выдерживают в течение 15-20 мин и деформируют одноосным растяжением со скоростью 5,5•10-3 с-1 до степени деформации, равной ei=1,0.
Схемы обработки и нагружения представлены на фиг.16а, б.
После обработки заготовку извлекают из печи и охлаждают до комнатной температуры на воздухе.
Результаты качественных и количественных металлографических исследований, проведенных после обработки заготовок показали, что значение среднего размера зерна в центре и на периферии лежит в пределах d=1,5-2,0 мкм.
Пример 8
Обработке подвергают цилиндрическую заготовку из титанового сплава ВТ8 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,2-0,35 Si) диаметром 30,0 мм и длиной рабочей части 100,0 мм. Внешний вид заготовки из-за простоты формы на чертеже не показан.
На фиг. 17 представлена микроструктура материала, в исходном состоянии размер зерна превращенной β-фазы равен D=1,0-2,0 мм.
Температура Ас3, (α+β→β) превращения была определена методом пробных закалок и для данного материала была равна Т=1010oС.
Необходимо получить мелкозернистую микрокристаллическую структуру со средним размером зерен d= 5,0-7,0 мкм, распределенную равномерно по всему объему заготовки.
С учетом этого, выбирают двухэтапную обработку (фиг.18а, б) с двумя переходами на первом этапе. На первом этапе предварительно готовят микроструктуру в поверхностном слое, а на втором этапе осуществляют подготовку структуры до заданного размера зерна, включая центральную часть заготовки.
Величину проработанного слоя материала заготовки на первом этапе и соответствующую степень накопленной деформации определяют так же, как в примере 1.
Первый этап выполняют за два перехода. Деформирование на первом и втором переходе осуществляют при переменной температуре. Температуру начала обработки на первом переходе выбирают равной Т=900oС. В процессе деформирования заготовки температуру плавно увеличивают до 960oС, а затем, на втором переходе, понижают снова до первоначального уровня. Обработку на втором этапе выполняют одноосным растяжением, с оптимальной скоростью деформации соответствующей сверхпластичности материала заготовки.
Схему нагружения, степень и скорость деформации на первом и втором переходе выбирают одинаковыми: двухкомпонентное пропорциональное нагружение (фиг.18а, б). Преимущественная компонента - простое кручение, дополнительная компонента - одноосное растяжение. Соотношение компонент скоростей деформации кручения и растяжения выбирают равным:  т.е менее 0,2. Скорость деформации компоненты кручения выбирают постоянной и равной
т.е менее 0,2. Скорость деформации компоненты кручения выбирают постоянной и равной  с-1. Скорость деформации компоненты растяжения выбирают также постоянной и равной е=8,0• 10-4 с-1. Интенсивность деформации на каждом из этапов выбирают равной еi1=еi2=0,8.
с-1. Скорость деформации компоненты растяжения выбирают также постоянной и равной е=8,0• 10-4 с-1. Интенсивность деформации на каждом из этапов выбирают равной еi1=еi2=0,8.
После первого этапа заготовку охлаждают до комнатной температуры.
На втором этапе обработки заготовку нагревают до температуры 900oС, помещая в печь, выдерживают в течение 10-15 мин и деформируют одноосным растяжением со скоростью 5,5•10-3 с-1 до степени еi=0,8.
Результаты качественных металлографических исследований представлены на фиг. 19. Количественные металлографические исследования заготовок, проведенные после заключительной обработки второго этапа, показали, что значения коэффициента формы α-пластин Kα для центральной части равен 2,0, а для периферийной части 2,1. Толщина α-пластин в центральной части равна 2,3 в периферийной части 2,4.
Таким образом, можно сделать заключение о том, что микроструктура в обработанной заготовке трансформировалась однородно по всему объему и имеет микрокристаллическое строение со средним размером зерна d=4,0-5,0 мкм.
Пример 9
Обработке подвергают крупногабаритную цилиндрическую заготовку из титанового сплава ВТ6 (Ti - основа; 5,3-6,8 Аl; 3,5-5,3 V).
Размеры заготовки следующие: диаметр заготовки равен 140,0 мм, длина заготовки 300,0 мм.
В исходном состоянии заготовка имеет литую микроструктуру со средним размером зерна превращенной β-фазы, равным 10,0-15,0 мм.
Температура Ас3, (α+β→β) превращения для сплава ВТ6 была определена методом пробных закалок и для данного материала была равна Т=990oC.
Необходимо получить равномерно распределенную по всему объему заготовки микрокристаллическую структуру со средним размером зерен d=6,0-9,0 мкм.
Так как материал, сплав ВТ6, был поставлен в виде отрезанной из слитка шайбы диаметром 500,0 мм и длиной 200,0 мм, которая имеет форму и габариты, неприемлемые для обработки на имеющемся в распоряжении оборудовании, шайбу предварительно разрезрезают на четыре части. Одну часть подвергают высокотемпературной деформационной обработке сжатием со сменой осей нагружения и последующей протяжкой на гидравлическом прессе с максимальным усилием 1600, т. е. на плоских бойках изотермического штампового блока УИШБ-510. Температуру начала обработки выбирают равной Тн=1100oС, а температуру окончания Тк= 930oС. После обработки поковку охлаждают на воздухе. Размеры поковки следующие: диаметр круга 180,0 мм; длина 320,0 мм. Далее поковку подвергают токарной обработке до размеров заготовки.
Макроструктура поперечного сечения заготовки перед основной обработкой представлена на фиг.20. Заготовка имеет грубую пластинчатую микроструктуру с размером зерен превращенной β-фазы, равным D=1,5-2,5 мм (фиг.21), достаточно равномерно распределенными по сечению заготовки.
Заготовку перед обработкой приваривали к деформирующему инструменту, который изготавливали из жаропрочного титанового сплава диффузионной сваркой. Диффузионную сварку выполняют, используя местную герметизацию и вакуумирование в зоне соединения. Режим диффузионной сварки был следующим: температура Т= 950oС; сварочное усилие Р=2,0 МПа; время сварки τ=15 мин; глубина вакуума В=1,0•10-3 Па.
Основная обработка состоит из двух этапов (фиг.22а, б). Температуру обработки на первом этапе выбирают равной T=950oC, а на втором Т=930oС.
На первом этапе заготовку деформируют пропорциональным двухкомпонентным нагружением. В качестве преимущественной компоненты используют кручение, а в качестве дополнительной компоненты - растяжение. Соотношение компонент скоростей деформации кручения и растяжения выбирают равным:  Скорость деформации компоненты кручения выбирают постоянной и равной
Скорость деформации компоненты кручения выбирают постоянной и равной  с-1, а скорость деформации компоненты растяжения выбирают также постоянной и равной е=5,0•10-5 с-1. Деформацию осуществляют до значения интенсивности деформации на первом этапе, равной еi=4,0.
с-1, а скорость деформации компоненты растяжения выбирают также постоянной и равной е=5,0•10-5 с-1. Деформацию осуществляют до значения интенсивности деформации на первом этапе, равной еi=4,0.
После первого этапа заготовку охлаждают на воздухе до комнатной температуры. На втором этапе заготовку нагревают до температуры 930oС, выдерживают в течение 30 мин и деформируют растяжением до степени деформации, равной ei= 0,4. После обработки заготовку охлаждают с печью до комнатной температуры. Затем заготовку отделяют от инструмента, используя электроэрозионную обработку.
Внешний вид заготовки с приваренными съемными захватами (инструментом) после обработки на заключительном этапе представлен на фиг.23. Там же представлена разрезанная вдоль оси половина обработанной заготовки.
На фиг.24 представлена макроструктура заготовки после обработки. С торцев, на расстоянии порядка 30 мм видна непроработанная часть структуры, поскольку заготовка была выбрана заведомо большего размера по длине, для проведения сравнительного анализа и последующих металлографических исследований.
Микроструктура в заготовке после обработки представлена на фиг.25. Количественные металлографические исследования заготовок, проведенные по завершении второго этапа заключительной обработки, показали, что коэффициент формы α-пластин Kα для центральной части равен 2,0, а для периферийной части 2,1. Толщина α-пластин в центральной части равна 5,0, в периферийной части 4,9.
Таким образом, можно сделать заключение о том, что микроструктура в обработанной заготовке трансформировалась однородно по всему объему и имеет микрокристаллическое строение со средним размером зерна d=8,0-9,0 мкм.
Пример 10
Обработке подвергают цилиндрическую заготовку из двухфазного (α+β) титанового сплава мартенситного класса ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si) диаметром 50,0 мм и длиной рабочей части 200,0 мм.
Материал и исходная микроструктура аналогичны примеру 1. Микроструктура имеет грубую пластинчатую морфологию с размером зерна превращенной β-фазы, равным D=1,0-2,0 мм (фиг.3).
Температура Ас3, (α+β→β) превращения равна Т=1000oС.
Необходимо получить микрокристаллическую структуру со средним размером зерна d=2,0-3,0 мкм, распределенную равномерно по всему объему заготовки.
Обработку заготовки (фиг. 26) выполняют в оболочке толщиной 4,0 мм, с внутренним диаметром 52,0 мм и длиной 200,0 мм, выполненной из титанового сплава ВТ14 с микрокристаллической структурой со средним размером зерна d= 1,0-2,0 мкм за два этапа. Первый этап выполняют при пониженной температуре Т=880oС, второй при температуре 920oС.
Учитывается, что обработка заготовки в оболочке повышает не только однородность деформации по длине заготовки при ее кручении с незначительным растяжением, но и ресурс пластичности, за счет исключения образования на поверхности обрабатываемой заготовки деформационных складок, аналогичных тем, которые наблюдались при обработке цилиндрических заготовок после первого этапа, в примере 1 (фиг.6) и в примере 9 (фиг.23). Исключение образования деформационного рельефа подавляет процесс развития трещин.
Выбирают двухэтапную обработку, аналогичную примеру 1 (фиг.5а, б). На первом этапе предварительно готовят микроструктуру в поверхностном слое, а на втором этапе осуществляют подготовку структуры до заданного размера зерна во всем объеме, включая центральную часть заготовки.
Заготовку предварительно устанавливают в оболочку, в полости между оболочкой и заготовкой создают вакуум, сборку нагревают до температуры 860oС, далее оболочку деформируют одноосным растяжением до образования плотного контакта с заготовкой. Скорость деформации оболочки выбирают равной 1,0•10-4 с-1. По завершении деформации температуру доводят до температуры обработки заготовки на первом этапе. Заготовку и оболочку деформируют совместно, используя двухкомпонентное нагружение - кручение с одновременным растяжением. Схема нагружения, степень деформации, а также скоростные режимы обработки заготовки на первом этапе выбирают аналогичными примеру 1.
По завершении обработки на первом этапе, заготовку в оболочке нагревают до температуры второго этапа и деформируют одноосным растяжением. Схема нагружения, степень деформации, а также скоростные режимы обработки заготовки на втором этапе выбирают аналогичными примеру 1.
После обработки заготовку извлекают из печи и охлаждают до комнатной температуры на воздухе. Затем оболочку удаляют точением.
Металлографический анализ показал, что после данной обработке заготовка имеет однородную по всему объему микрокристаллическую структуру со средним размером зерна, равным d=1,5-3,0 мкм.
Пример 11
Обработке подвергают трубчатую заготовку из двухфазного (α+β) титанового сплава мартенситного класса ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si).
Размеры заготовки следующие: внешний диаметр 50,0 мм, внутренний диаметр 40,0 мм; длина рабочей части 200,0 мм.
В данном примере используют материал с исходной микроструктурой аналогичной микроструктуре примера 1 (фиг.3), имеющую грубую пластинчатую морфологию с размером зерна превращенной β-фазы, равным D=1,0-2,0 мм. Температура Ас3, (α+β→β) превращения равна Т=1000oС.
Необходимо получить микрокристаллическую структуру со средним размером зерна d=2,0-3,0 мкм, равномерную в объеме заготовки.
С учетом этого, выбирают двухэтапную обработку, аналогичную примеру 1 (фиг.5а, б). На первом этапе предварительно готовят микроструктуру в большем объеме заготовки, во внешнем слое, а на втором этапе осуществляют подготовку структуры до заданного размера зерна, включая внутренние слои трубчатой заготовки.
На первом этапе заготовку, как и в первом примере, деформируют пропорциональным двухкомпонентным нагружением. В качестве преимущественной компоненты используют кручение, а в качестве дополнительной компоненты - растяжение. Соотношение компонент нагружения на этапах, температуру обработки, степень и скорость деформации выбирают такими же, как в примере 1.
Для того чтобы исключить потерю устойчивости трубчатой заготовки при ее деформировании на первом этапе и повысить эффективность трансформации структуры на втором этапе, за счет усложнения схемы деформации, при сохранении достаточно простой схемы нагружения, перед обработкой во внутрь заготовки устанавливают сплошной сердечник, изготовленный из жаропрочного Ni-сплава ЖС6 с внутренним диаметром 38,0 мм и длиной 200,0 мм (фиг.27). На внешнюю поверхность сердечника наносят слой стеклосмазки. Далее заготовку и сердечник нагревают до температуры первого этапа и деформируют по схеме и режиму нагружения первого этапа.
Отметим, что на протяжении всей обработки деформированию подвергают только заготовку.
После обработки на первом этапе заготовку охлаждают на воздухе до комнатной температуры. Затем заготовку снова нагревают до температуры второго этапа и деформируют одноосным растяжением. По завершении деформирования на втором этапе заготовку раздают путем подачи во внутреннюю полость заготовки газообразного аргона под давлением, величину которого меняют в пределах 2,0-3,0 МПа.
Раздачу можно совмещать с растяжением. При этом повышается эффективность трансформации структуры за счет стимулирования развития зернограничного проскальзывания.
Далее заготовку с сердечником охлаждают до комнатной температуры и разбирают, удаляя сердечник.
Металлографический анализ показал, что после данной обработки заготовка имеет однородную по всему объему микрокристаллическую структуру со средним размером зерна, равным d=2,0-0,3 мкм.
Пример 12
Обработке подвергают трубчатую заготовку из двухфазного (α+β) титанового сплава мартенситного класса ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si).
Размеры заготовки следующие: внешний диаметр 50,0 мм, внутренний диаметр 40,0 мм; длина рабочей части 200,0 мм.
В данном случае, как и в предыдущем, используют материал с исходной микроструктурой, аналогичной микроструктуре примера 1 (фиг.3), которая имеет грубую пластинчатую морфологию с размером зерна превращенной β-фазы, равным D=1,0-2,0 мм. Температура Ас3, (α+β→β) превращения равна Т=1000oС.
Необходимо получить микрокристаллическую структуру со средним размером зерна d=2,0-3,0 мкм, равномерную в объеме.
С учетом этого, выбирают двухэтапную обработку аналогичную примеру 1 (фиг. 5а, б). На первом этапе осуществляют предварительную подготовку микроструктуры. На втором этапе осуществляют подготовку структуры до заданного размера зерна.
На первом этапе заготовку, как и в примере 1, деформируют пропорциональным двухкомпонентным нагружением. В качестве преимущественной компоненты используют кручение, а в качестве дополнительной компоненты растяжение. Соотношение компонент нагружения на этапах, степень и скорость деформации выбирают такими же, как в примере 1.
Обработку трубчатой заготовки осуществляют совместно с полым сердечником, выполненным из титанового сплава ВТ14 с микрокристаллической структурой со средним размером зерна d=1,0-2,0 мкм, за два этапа. Первый этап выполняют при пониженной температуре Т=880oС, второй при температуре 930oС.
Использование полого сердечника необходимо для того, чтобы исключить потерю устойчивости трубчатой заготовки при ее деформировании особенно на первом этапе, а также для повышения эффективности трансформации структуры, за счет усложнения схемы деформации, при сохранении достаточно простой схемы нагружения. Поэтому перед обработкой во внутрь заготовки устанавливают полый сердечник, изготовленный из титанового сплава ВТ14 с внешним диаметром 38,0 мм, толщиной стенки 5,0 мм и длиной 200,0 мм (фиг.28).
В тех случаях, когда процесс обработки не связан со значительным формоизменением заготовки и сердечника, целесообразно нанести на внешнюю поверхность сердечника разделительных материалов, например слоя стеклосмазки для того, чтобы облегчить процесс разделения заготовки и сердечника после обработки.
Далее заготовку и сердечник нагревают до температуры первого этапа и деформируют по схеме и режиму нагружения первого этапа.
Перед основной обработкой сердечник раздают, обеспечивая образование равномерного контакта по всей поверхности заготовки и сердечника, подавая в полость сердечника газообразный аргон под давлением. Величину давления изменяют в пределах Р=2,0-3,0 МПа.
Отметим, что на протяжении всей обработки деформированию подвергают и заготовку и сердечник.
По завершении первого этапа, заготовку охлаждают на воздухе до комнатной температуры. Затем ее снова нагревают до температуры второго этапа и деформируют одноосным растяжением.
Регулируемая подача газообразного аргона при раздаче заготовки с сердечником позволяет не только повысить эффективность процесса трансформации структуры, но и менять конечную форму заготовки.
Далее заготовку с сердечником охлаждают до комнатной температуры и разбирают. Сердечник удаляют точением.
Металлографический анализ показал, что после данной обработки заготовка имеет однородную по всему объему микрокристаллическую структуру со средним размером зерна, равным d=2,0-0,3 мкм.
Пример 13
Обработке подвергают тонкостенную заготовку, имеющую внешний диаметр 50,0 мм, внутренний диаметр 46,0 мм и длину рабочей части 200,0 мм из гамма аллюминида титана (TiAl). В исходном состоянии заготовка имеет грубую микроструктуру со средним размером зерен d=0,3-0,5 мм.
Необходимо в заготовке получить микрокристаллическую структуру со средним размером зерна d=5,0-10,0 мкм, распределенную равномерно по всему объему заготовки.
Анализ литературных данных позволил сделать заключение о том, что режимы обработки титанового сплава ВТ9 в первом приближении могут быть использованы для обработки гамма аллюминида титана.
С учетом этого выбирают двухэтапную обработку, аналогичную примеру 1 (фиг. 5а, б). На первом этапе осуществляют предварительную подготовку микроструктуры. На втором этапе осуществляют подготовку структуры до заданного размера зерна.
Поскольку ресурс пластичности обрабатываемого материала недостаточен для выполнения всего цикла нагружения, обработку заготовки выполняют между оболочкой и сердечником, обладающими необходимым ресурсом пластичности (фиг. 29).
Перед обработкой во внутрь заготовки устанавливают полый сердечник. Размеры сердечника следующие: внешний диаметр 44,0 мм; внутренний диаметр 34,0 мм; длина сердечника 250,0 мм. Заготовку и сердечник помещают в оболочку. Размеры оболочки следующие: внешний диаметр 62,0 мм; внутренний диаметр 52,0 мм; длина оболочки 250,0 мм. Оболочку и сердечник изготавливают из титанового сплава ВТ9 имеющего микрокристаллическую структуру со средним размером d= 5,0-10,0 мкм. Далее сборку нагревают до температуры 900oС и осуществляют деформирование оболочки одноосным растяжением со скоростью 5,0•10-4 с-1. Одновременно вовнутрь сердечника подают газообразный аргон под давлением 2,0-3,0 МПа.
После выхода температуры сборки на рабочий уровень, приступают к выполнению обработки заготовки по программе, схеме нагружения, а также в температурно-скоростном режиме примера 1.
Необходимо отметить, что на всем протяжении обработки одновременно деформируют всю сборку. После обработки сборку извлекают из печи и охлаждают на воздухе до комнатной температуры. Оболочку и сердечник удаляют точением.
Металлографический анализ показал, что после данной обработки заготовка имеет однородную по всему объему микрокристаллическую структуру со средним размером зерен, равным d=5,0-10,0 мкм.
Пример 14
Обработке подвергают тонкостенную трубчатую заготовку из двухфазного (α+β) титанового сплава мартенситного класса ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si).
Размеры заготовки следующие: внешний диаметр 50,0 мм; внутренний диаметр 46,0 мм; длина рабочей части 200,0 мм. Заготовка была получена из листа, путем предварительной гибки в трубу с последующей аргонодуговой сваркой вдоль образующей.
Для того чтобы получить в заготовке исходную однородную микроструктуру, аналогичную структуре примера 1, заготовку предварительно отжигают в вакуумной печи при температуре 1100oС в течение 2 часов. После термической обработки структура имеет грубую пластинчатую морфологию с размером зерна превращенной β-фазы, равным D=0,5-1,0 мм.
Требуется получить микрокристаллическую структуру со средним размером зерна d=2,0-3,0 мкм, равномерную в объеме заготовки.
С учетом этого, выбирают двухэтапную обработку, аналогичную примеру 1 (фиг. 5а, б). На первом этапе осуществляют предварительную подготовку микроструктуры. На втором этапе осуществляют подготовку структуры до заданного размера зерна.
На первом этапе заготовку, как и в первом примере, деформируют пропорциональным двухкомпонентным нагружением. В качестве преимущественной компоненты используют кручение, а в качестве дополнительной компоненты растяжение. Соотношение компонент нагружения на этапах, степень и скорость деформации выбирают такими же, как в примере 1.
Обработку тонкостенной трубчатой заготовки осуществляют совместно с полой оболочкой и полым сердечником (фиг.29), выполненными из титанового сплава ВТ14 с микрокристаллической структурой, со средним размером зерен d=1,0-2,0 мкм, за два этапа. Первый этап выполняют при пониженной температуре Т=880oС, второй при температуре 930oС.
Использование полой оболочки и полого сердечника необходимо для того, чтобы исключить потерю устойчивости трубчатой заготовки при ее деформировании, особенно на первом этапе, а также для повышения эффективности трансформации структуры, за счет усложнения схемы деформации, при сохранении достаточно простой схемы нагружения. Кроме этого, применение оболочки делает более благоприятной схему напряженного состояния, т.е. реализуются условия, близкие к условиям всестороннего сжатия. Вместе с тем, увеличение ресурса пластичности достигается и за счет исключения образования деформационного рельефа на поверхности самой заготовки.
Оболочка и сердечник имеют следующие размеры.
Оболочка: внутренний диаметр 52,0 мм, толщина стенки 5,0 мм, длина 200,0 мм. Размеры сердечника: внешний диаметр 44,0 мм, толщина стенки 5,0 мм, длина 200,0 мм.
В тех случаях, когда процесс обработки связан с незначительным формоизменением оболочки, заготовки и сердечника, целесообразно нанести на внешнюю и внутреннюю поверхность заготовки разделительные материалы, например окись итрия, окись алюминия, нитрид бора, и т.д., для того, чтобы облегчить процесс разделения заготовки и сердечника после обработки.
Перед обработкой заготовку устанавливают между оболочкой и сердечником. Далее заготовку и сердечник нагревают до температуры первого этапа и деформируют по схеме и режиму нагружения первого этапа.
Непосредственно пред нагружением по схеме первого этапа, заготовку и сердечник раздают, обеспечивая образование равномерного контакта по всей поверхности оболочки, заготовки и сердечника, подавая в полость сердечника газообразный аргон под давлением. Величину давления изменяют в пределах Р= 2,0-3,0 МПа.
Отметим, что на протяжении всей обработки деформированию подвергают всю сборку, т.е. оболочку, заготовку и сердечник.
По завершении первого этапа сборку охлаждают на воздухе до комнатной температуры. Затем ее снова нагревают до температуры второго этапа и деформируют одноосным растяжением.
Далее заготовку с сердечником охлаждают до комнатной температуры и разбирают. Оболочку и сердечник удаляют точением.
Металлографический анализ показал, что после данной обработки заготовка имеет однородную по всему объему микрокристаллическую структуру со средним размером зерна, равным d=2,0-3,0 мкм.
Пример 15
Обработке подвергают листовую заготовку толщиной 2,0 мм из технически чистого титана марки ВТ1-0.
В листовой заготовке необходимо получить микрокристаллическую структуру со средним размером зерна d=0,3-0,5 мкм, равномерную в объеме заготовки.
В качестве схемы нагружения используют интенсивный сдвиг, реализуемый кручением заготовки между недеформируемыми оболочкой и стержнем (фиг.30).
Для этого заготовку предварительно деформируют изгибом на трехвалковой листогибочной машине, придавая форму, близкую к форме трубы с размерами: внешний диаметр трубы 50,0 мм, высота трубы 25,0 мм. На внешнюю и внутреннюю поверхность трубы методом вакуумного распыления наносят припой на основе Рb-Sn. Сердечник, изготовленный из нержавеющей стали, с предварительно установленной на нем заготовкой охлаждают в жидком азоте и устанавливают в собранную разъемную оболочку, изготовленную также из нержавеющей стали, нагретую до температуры 250oС.
После пайки сборку охлаждают до комнатной температуры и осуществляют деформирование заготовки при температуре Т=25oС путем взаимного поворота друг относительно друга по и против часовой стрелки стержня и оболочки со скоростью вращения 0,1-0,5 оборотов в минуту.
Степень деформации на переходе (поворот в одну сторону) выбирают равной 1,0, а количество переходов, выбирают равным 10. После обработки сборку нагревают до температуры Т=300oС, выдерживают с целью завершения процессов рекристаллизации и разбирают в горячем состоянии.
Металлографический анализ показал, что после данной обработки заготовка имеет однородную по всему объему микрокристаллическую структуру со средним размером зерна, равным d=0,3-0,6 мкм.
Пример 16
Обработке подвергают три тонкостенных листовых заготовки из гамма аллюминида титана (TiAl), используя специализированное прессовое оборудование (фиг. 31). Размер заготовок следующий: толщина заготовки 2,0 мм, высота 25,0 мм, ширина 50,0 мм.
В заготовках необходимо получить микрокристаллическую структуру со средним размером зерна d=5,0-10,0 мкм, равномерную в объеме заготовок.
Заготовки устанавливают между оболочкой и стержнем. Нагревают до температуры Т=930oС и деформируют, прикладывая осевую нагрузку к оболочке. При этом стержень неподвижен. Эта операция направлена на то, чтобы придать заготовкам форму конуса, близкого по размерам к рабочей поверхности оболочки и стержня.
Внутренняя поверхность оболочки и внешняя поверхность стержня выполняются конусными с углом конуса 30o. Контактные поверхности оболочки и стержня имеют насечки по радиусу и по образующей конуса с целью повышения сцепляемости заготовки с оболочкой и стержнем. После предварительной формообразующей операции заготовки охлаждают до комнатной температуры и производят обточку заготовок так, чтобы они по возможности без зазоров образовывали в сборе конус.
Известно, что при деформировании интерметаллидов системы Ti-Al при высокой температуре, начиная, например, с 900-950oС и выше в условиях интенсивного проскальзывания обрабатываемой заготовки по поверхности контакта с инструментом, Ti начинает взаимодействовать с Ni, который является обязательным компонентом, входящим в состав тех жаропрочных сплавов, которые широко применяются для изготовления оснастки. При взаимодействи Ti с Ni происходит образование легкоплавкой эвтектики, что приводит к плавлению заготовки и оснастки, развитию процессов так называемой реактивной пайки и образованию соединения между заготовкой и оснасткой. Применение различных смазок не предотвращает образование указанных задиров. В данном примере нет этого недостатка ввиду того, что не допускается проскальзывание по поверхности контакта заготовки с интрументом в условиях высоких нормальных контактных давлений, в силу выполнения их конусными. Поэтому в данном случае можно эффективно использовать различные прослойки не только в качестве материала, который препятствует развитию диффузионных процессов на поверхности контакта, но и как средство, повышающее коэффициент трения.
В данном примере перед сборкой, контактируемые поверхности оболочки и стержня покрывают эмульсией окиси итрия в этиловом спирте.
Заготовки снова устанавливают между оболочкой и стержнем, нагревают до температуры начала обработки Т=950oС и подвергают деформации. Непосредственно перед обработкой заготовку плотно зажимают между конусной оболочкой и конусным стержнем и деформируют сдвигом за счет вращения оболочки вокруг неподвижного стержня, одновременно совмещая с осевой деформацией сжатием, прикладывая постоянное осевое усилие к стержню в пределах 0,2-0,5 MПа. Деформирование заготовки на первом этапе выполняют в изотермических условиях при Т= 950oС. На втором этапе с понижением температуры в конце обработки до Т= 750o. На первом этапе скорость сдвиговой деформации выбирают равной 5,0•10-4 с-1, а величину накопленной деформации равной е=2,5. Сдвиг на первом и втором этапах выполняют знакопеременным вращением оболочки и стержня друг относительно друга на величину интенсивности деформации за один поворот еi= 0,5. На втором этапе заготовку деформируют по схеме первого этапа. Итоговое значение накопленной деформации набирают равным 5.0.
После окончательной обработки сборку извлекают из печи и охлаждают на воздухе до комнатной температуры.
Металлографический анализ показал, что после данной обработки заготовка имеет однородную по всему объему микрокристаллическую структуру со средним размером зерна, равным d=5,0-10,0 мкм.
Источники информации
1. Сегал В.М., Резников В.И., Копылов В.И. Процессы пластического структурообразования металлов. Минск: Навука i тэхнiка, 1994, 230 с.
2. Сегал В.М., Резников В.И., Копылов В.И. Процессы пластического структурообразования металлов. Минск: Навука i тэхнiка, 1994, 230 с.
3. Патент США 3519503, кл. C 22 F 1/10, 1970.
4. Физическое металловедение титана. Колачев Б.А. Серия "Успехи современного металловедения". М.: Металлургия, 1976, 184 с.
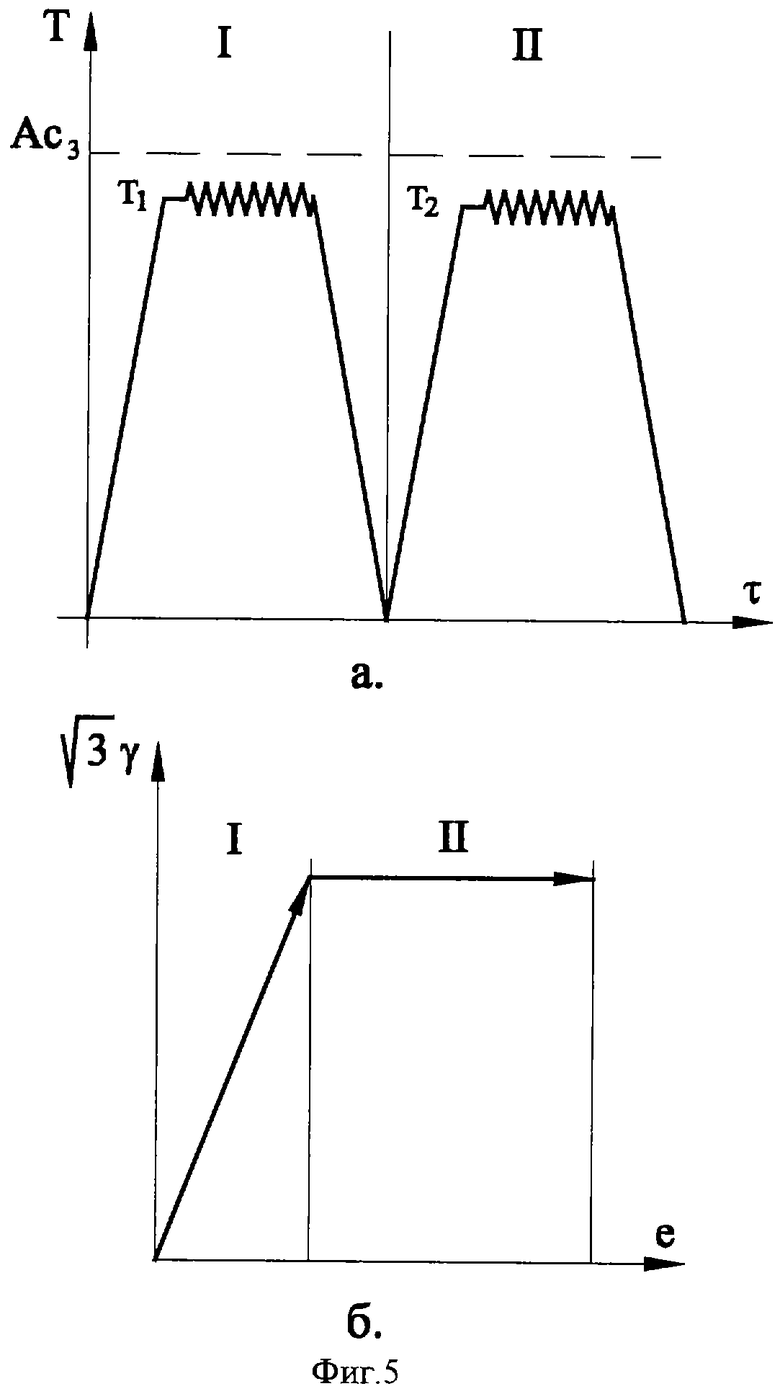
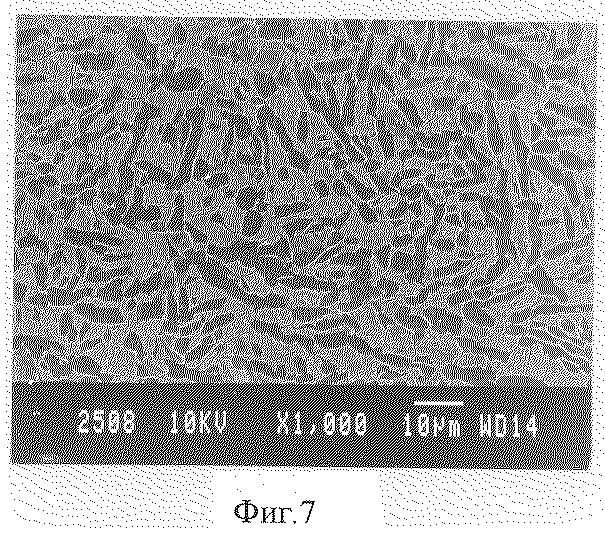
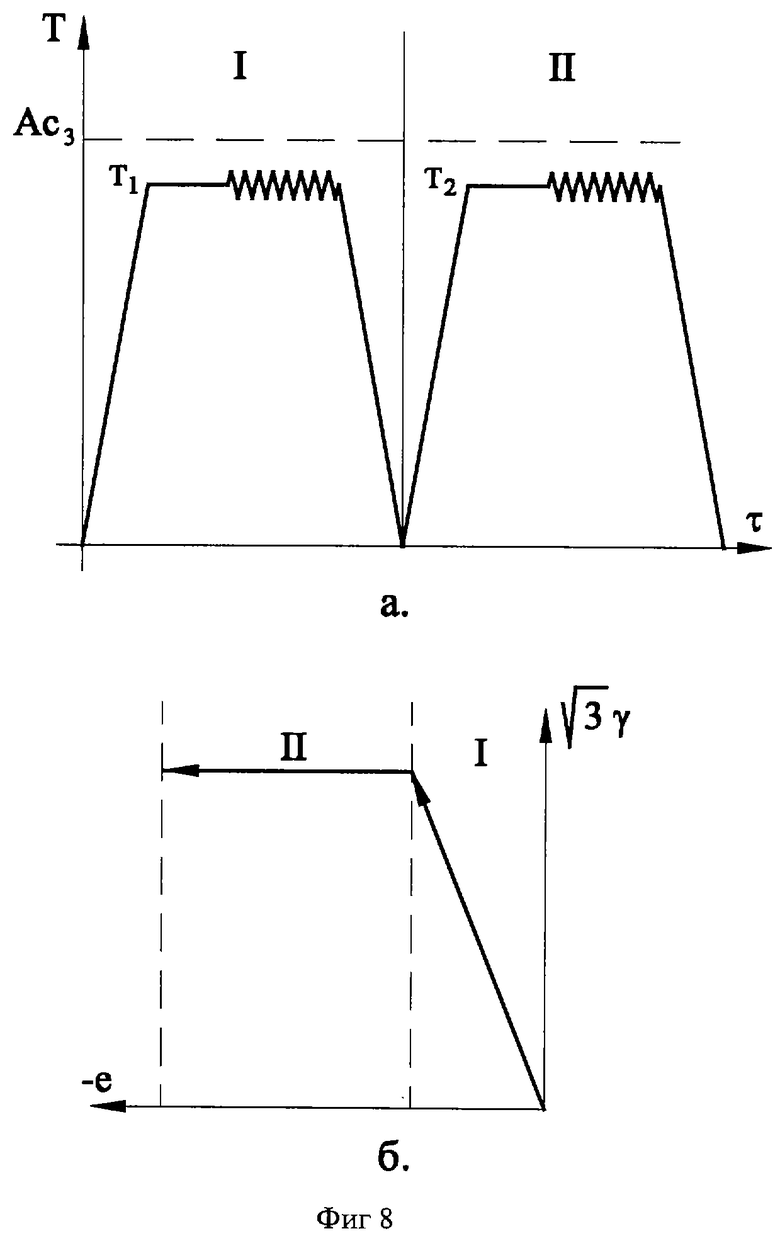
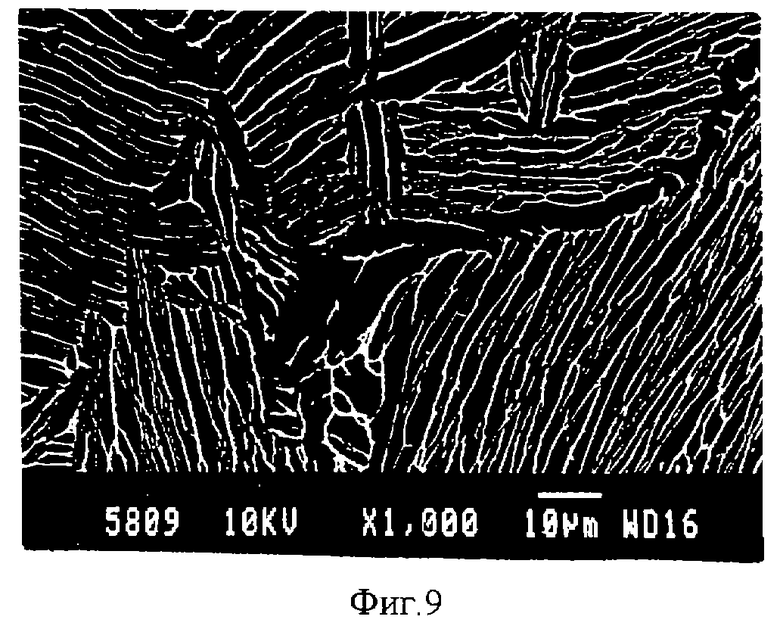
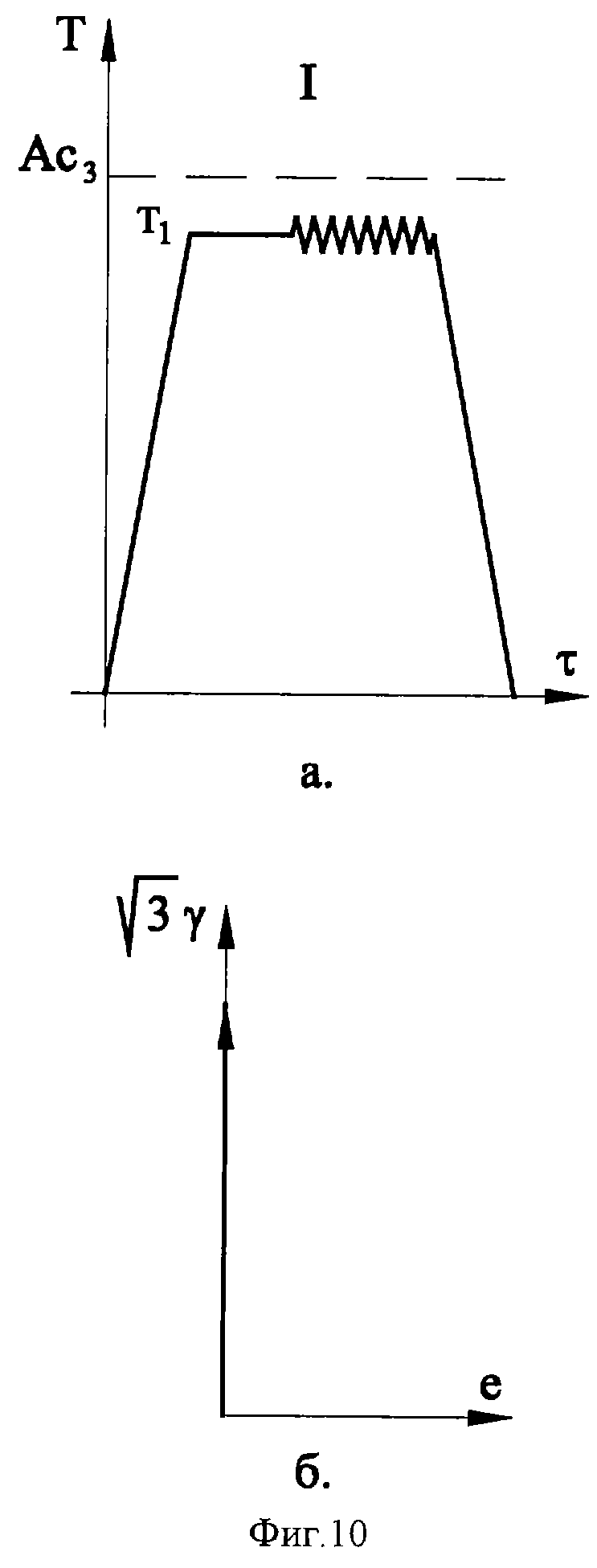
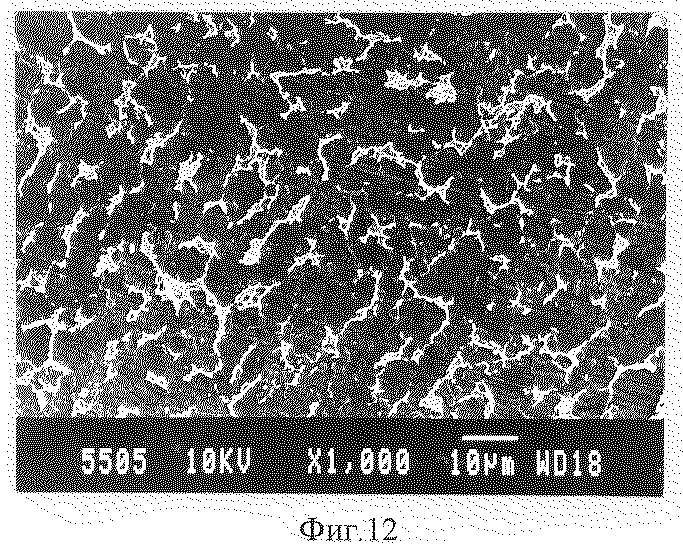
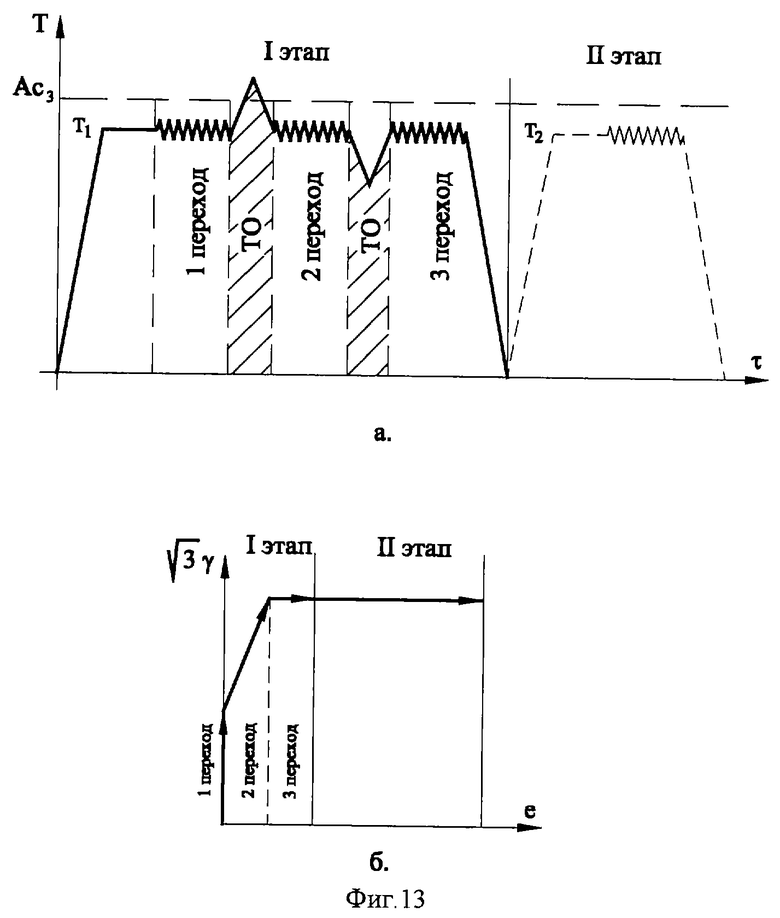
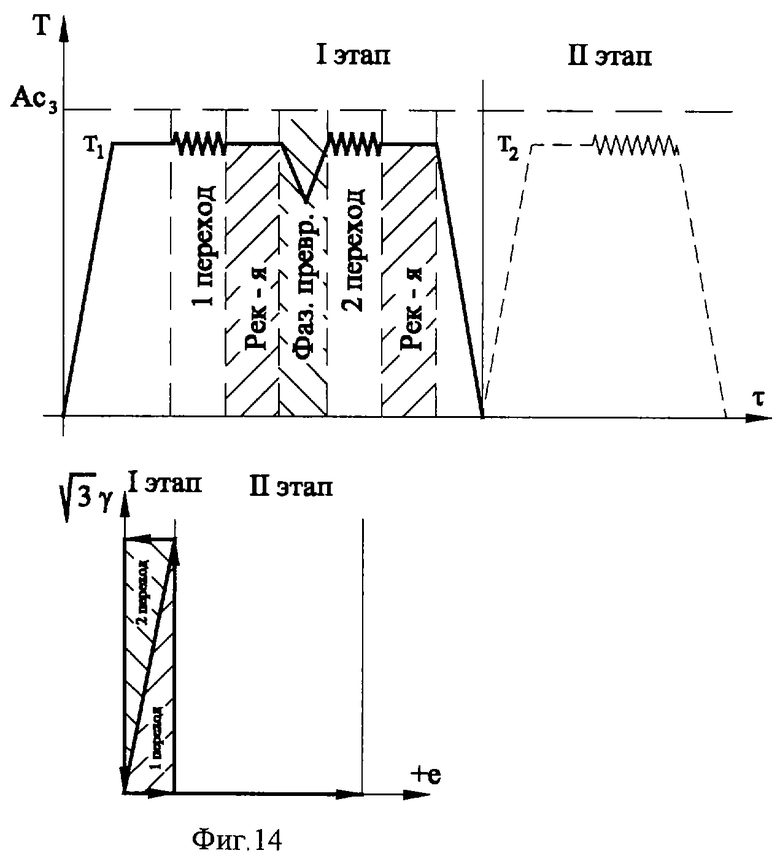
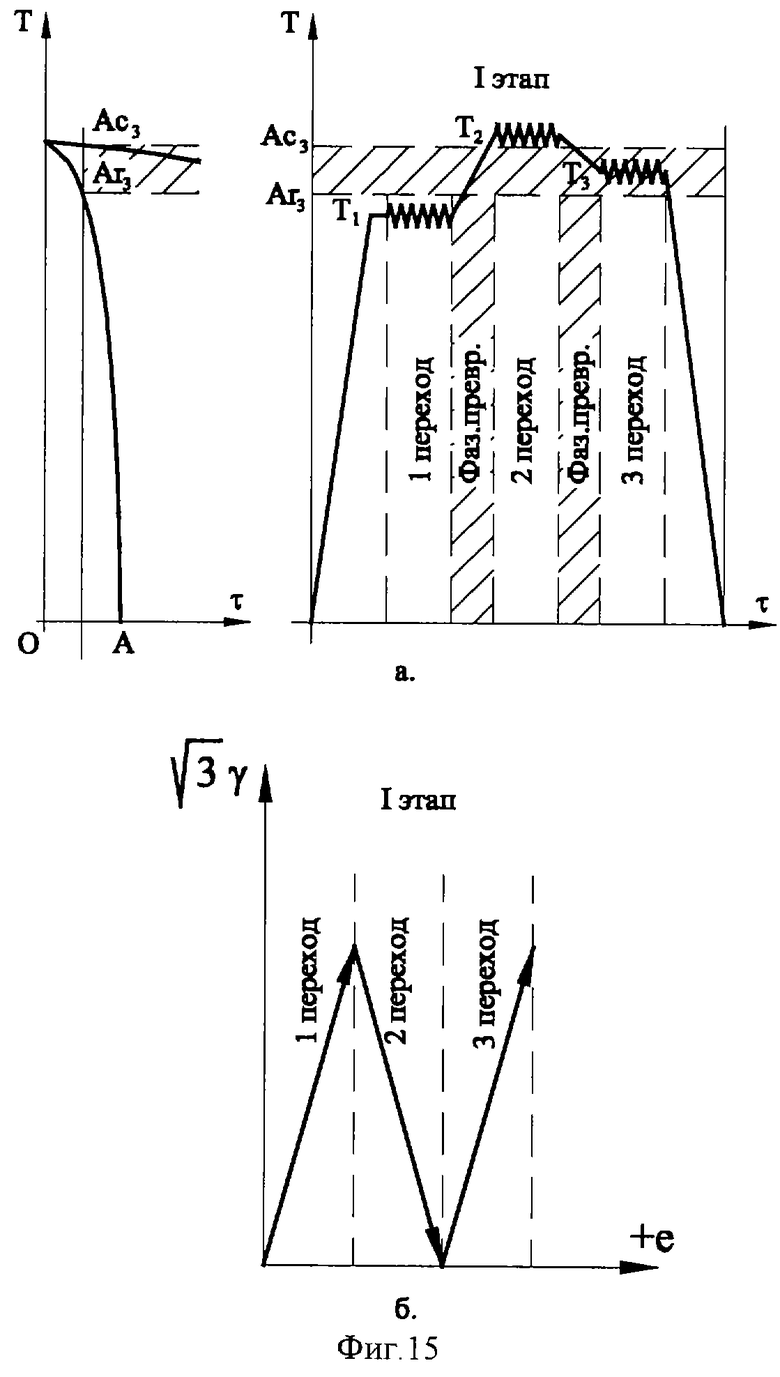
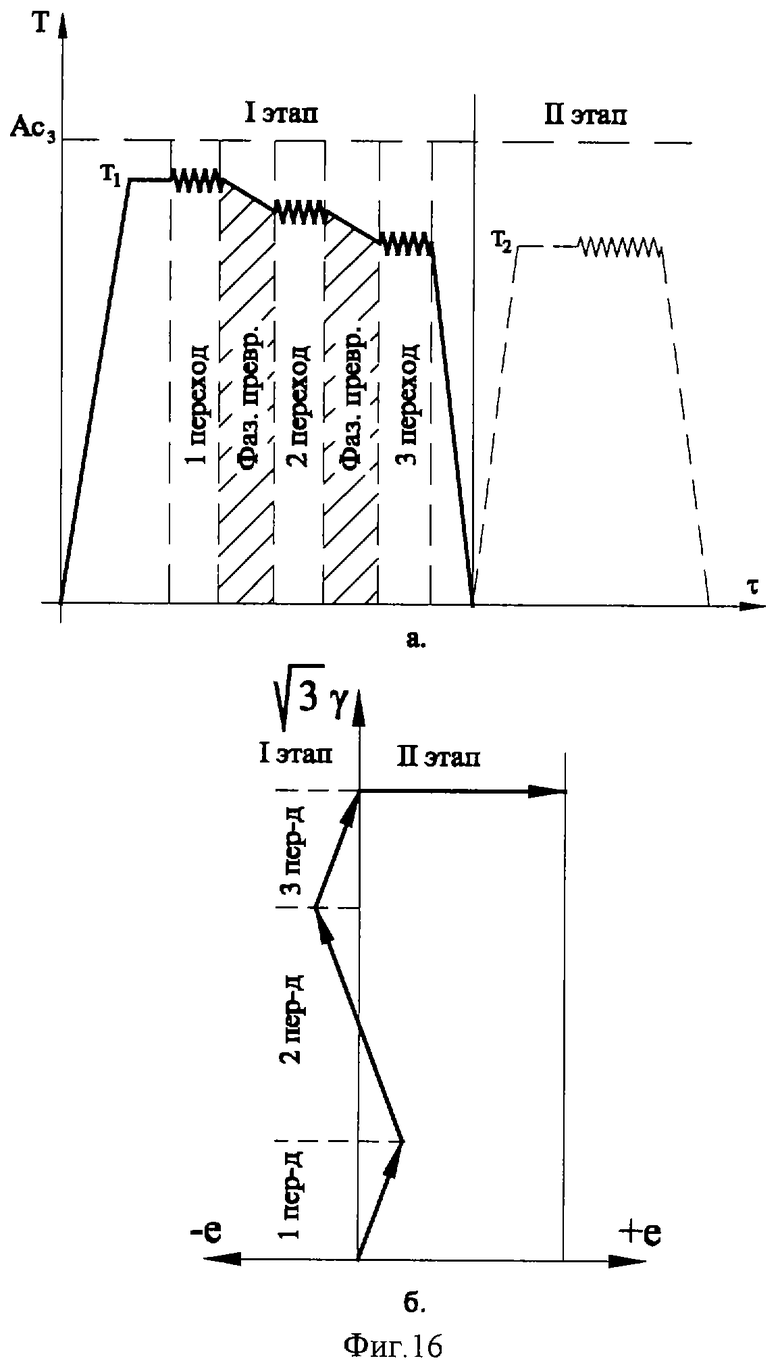
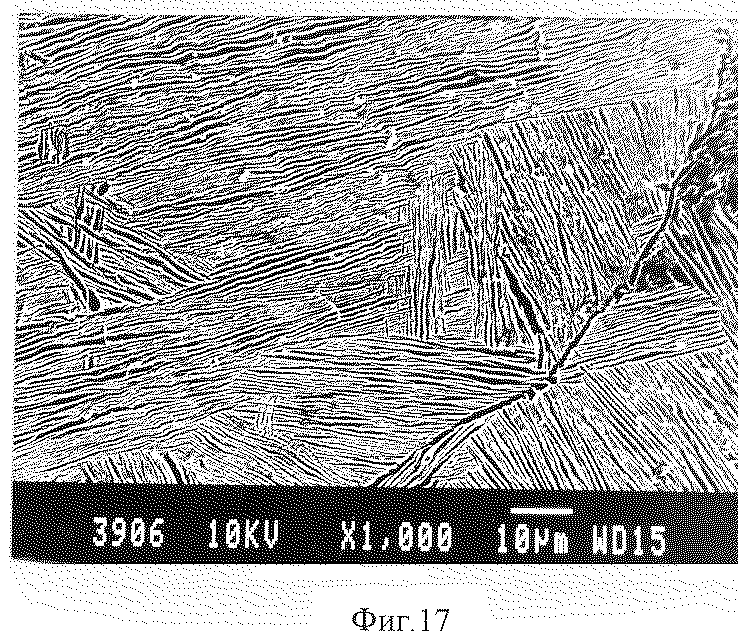
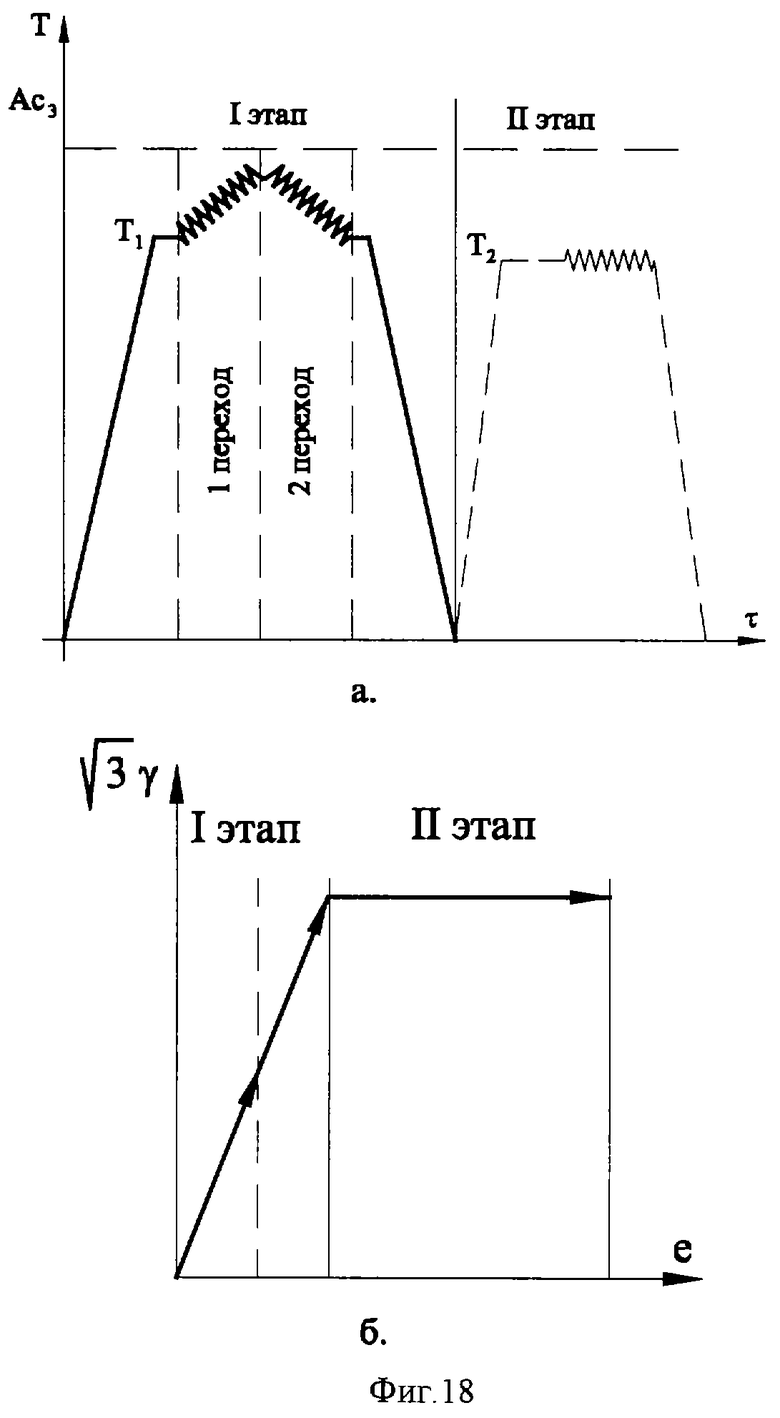
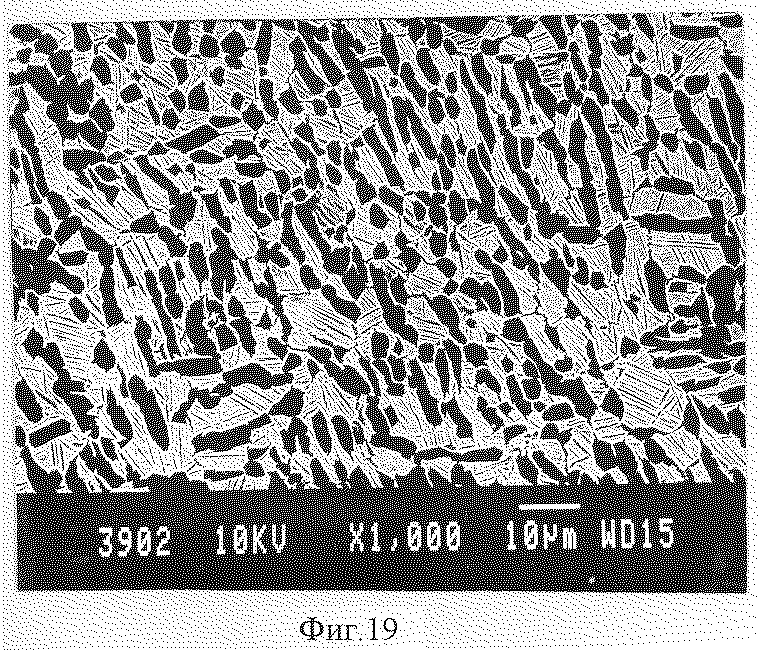
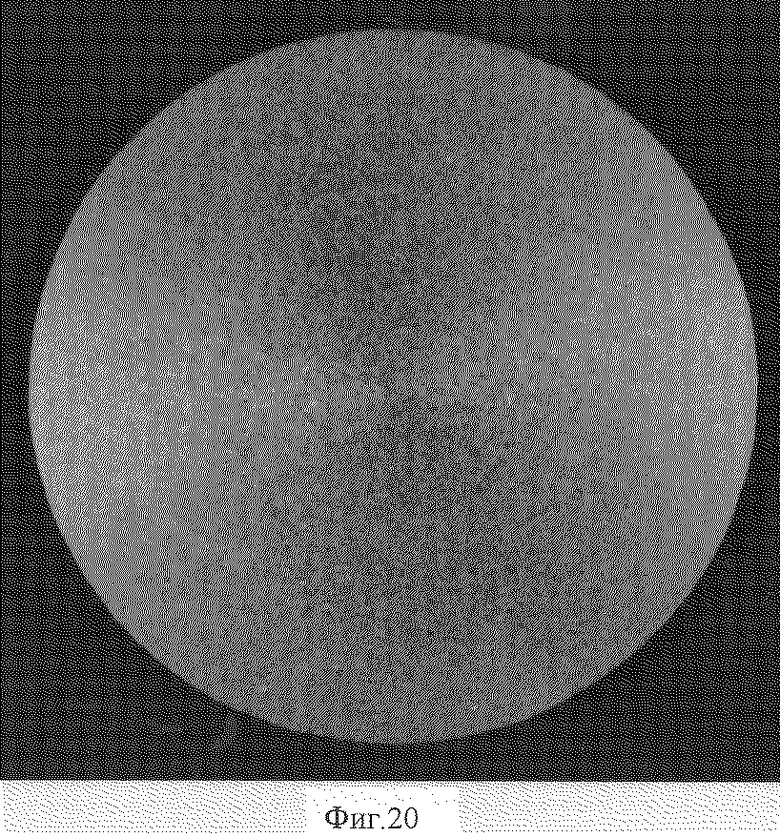
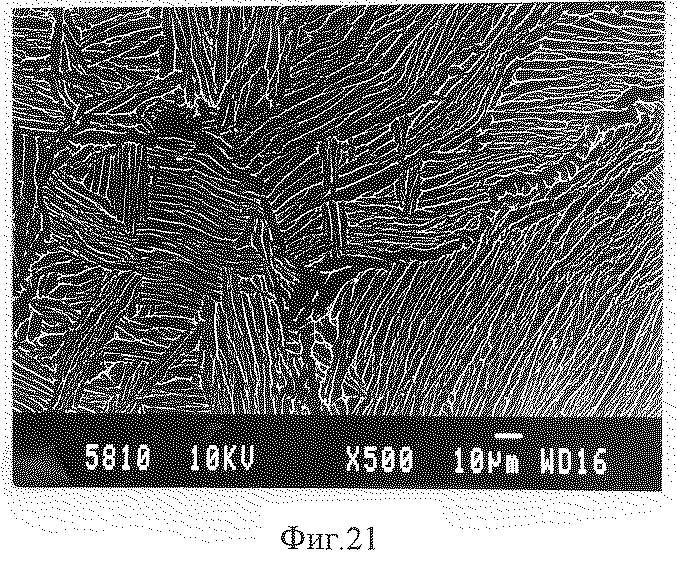
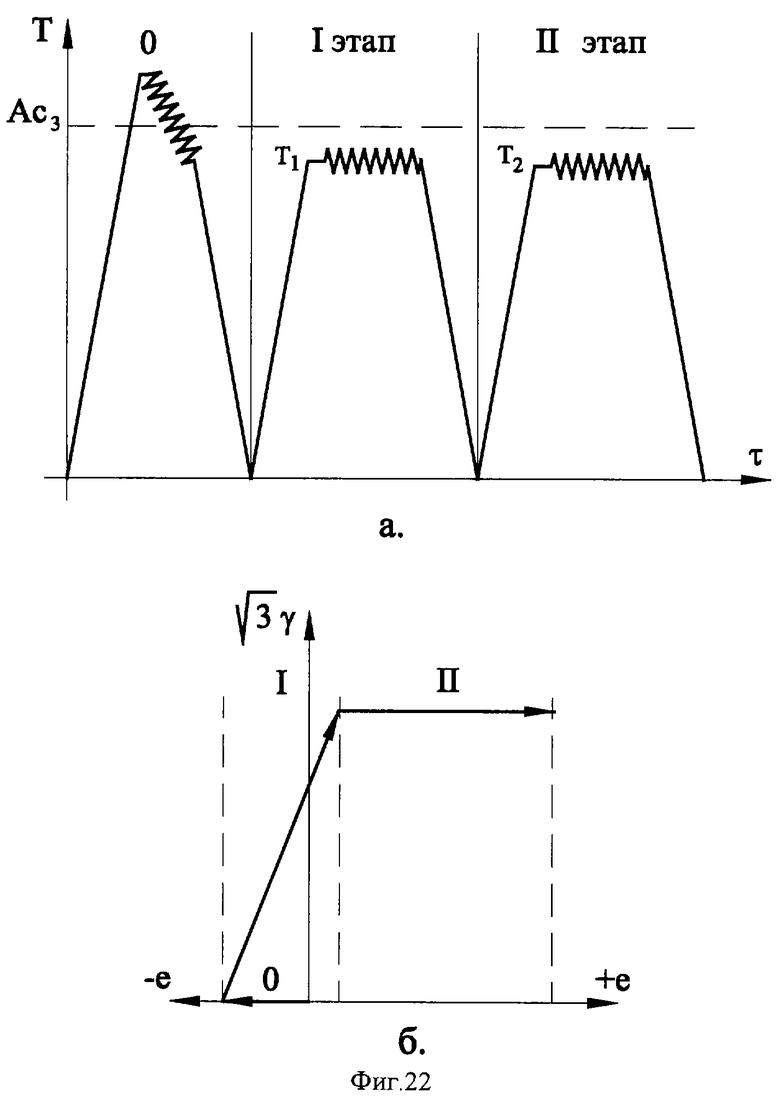
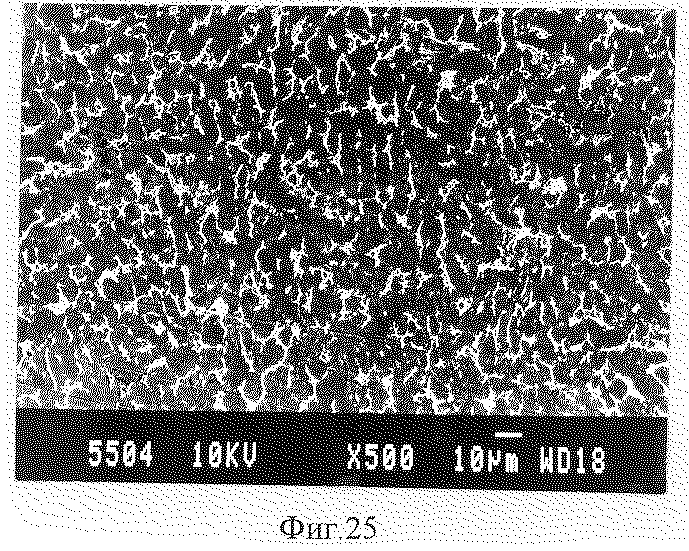
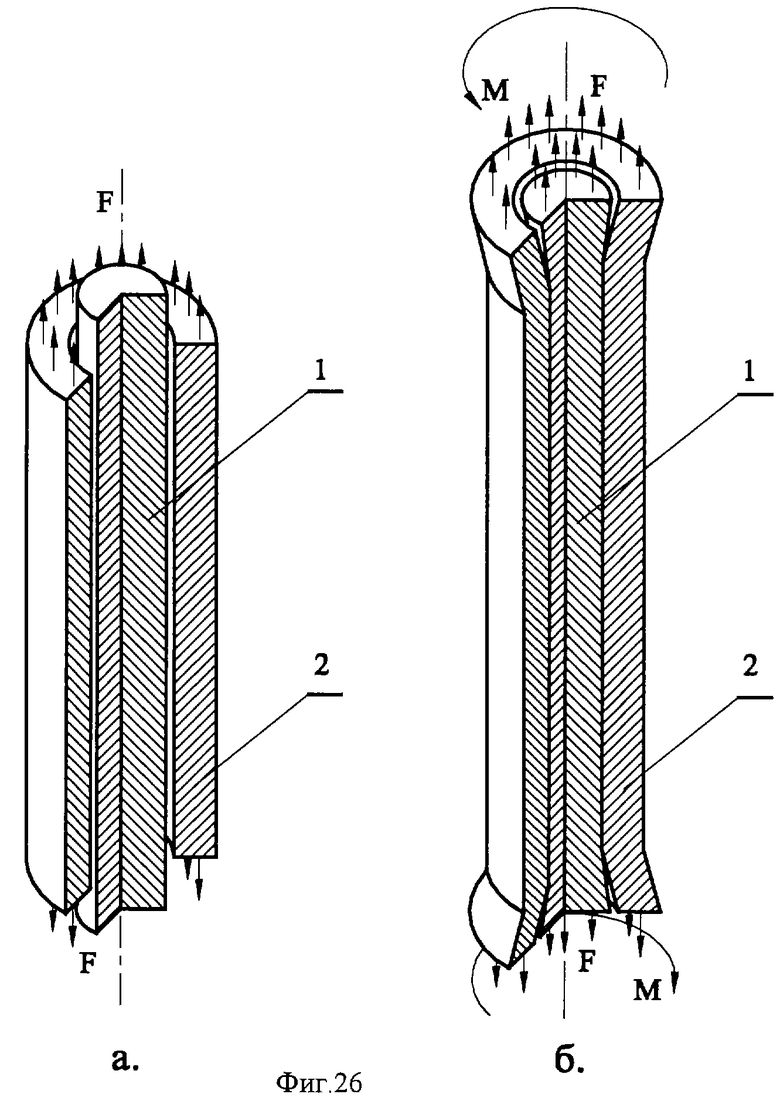
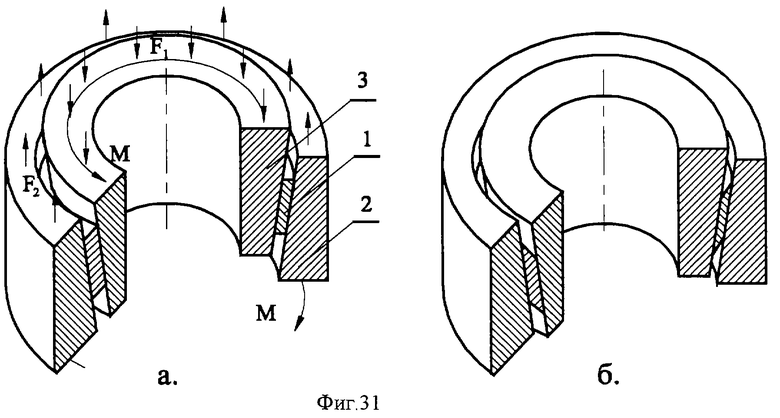
Изобретение относится к области металлургии, а именно к термомеханической обработке заготовок с литой крупнозернистой, крупнозернистой пластинчатой микроструктурой, в частности из титана и его сплавов, с целью получения в них заданной микроструктуры. Способ обработки заготовок из металлов и сплавов включает получение микроструктуры с требуемым размером зерен посредством пластической деформации, осуществляемой за один или несколько этапов, причем количество этапов задают, исходя из размеров зерен в исходной заготовке и требуемого размера, температурно-скоростные условия на этапе выбирают обеспечивающими трансформацию структуры в процессе динамической рекристаллизации, кроме этого, этап проводят за несколько переходов для наиболее полной трансформации структуры в объеме заготовки, при этом при обработке осесимметричной заготовки на переходах прорабатывают регламентированные по объему слои заготовки, используя сложное нагружение, включающее, по крайне мере, на первом переходе первого этапа в качестве единственной или преимущественной компоненты кручение, а на последующих переходах сжатие или растяжение или сочетание сжатия или растяжения с кручением, кроме того, обработку осуществляют в изотермических условиях. Техническим результатом изобретения является повышение эффективности измельчения микроструктуры, а именно достижения размера зерен 5,0-10,0 мкм и менее в крупногабаритных, в том числе более 200 кг, заготовках. 49 з.п.ф-лы, 31 ил.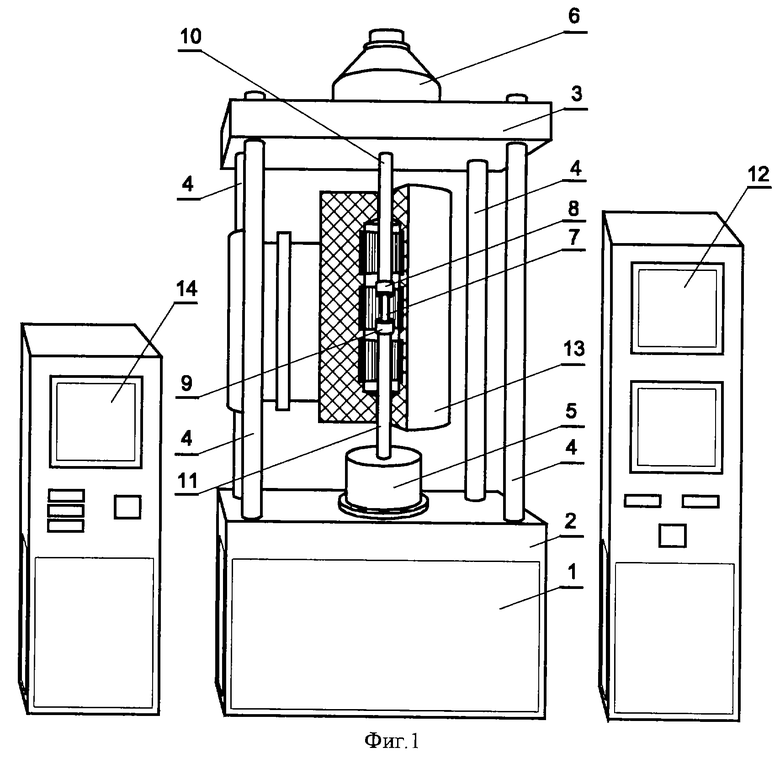

где Vо - объем всей заготовки;
V1 - объем трансформированной части заготовки;
σ1 - напряжения течения материала с микрокристаллической структурой;
σ2 - напряжения течения материала в исходной заготовке,
кроме того, температуру второго этапа выбирают не выше температуры первого этапа деформирования.
| Способ обработки алюминия и его сплавов | 1980 |
|
SU894015A1 |
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2134308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| Способ термомеханической обработки -титановых сплавов | 1978 |
|
SU742483A1 |
| US 3519503, 07.07.1970 | |||
| ГЛУБИННО-НАСОСНАЯ УСТАНОВКА | 1991 |
|
RU2020270C1 |

