Изобретение относится к теплотехнике и может быть использовано при производстве оребренных труб, холодильных аппаратов или контейнеров, предназначенных для хранения отработавшего топлива ядерных реакторов, а также других материалов или объектов, являющихся мощными источниками тепла.
Известен способ изготовления оребренной поверхности (патент РФ № 2141615 от 14.04.98, F 28 F 3/02, опубликован 20.11.99. Бюл. № 32). Способ включает укладывание дисков оребрения в кондуктор, предварительное охлаждение трубы в среде жидкого азота, затем введение ее во внутренние отверстия дисков оребрения и нагрев теплом окружающей среды, после чего оребренную поверхность вынимают из кондуктора в виде готового изделия.
При нагреве трубы теплом окружающей среды происходит ее тепловое расширение, в результате чего обеспечивается необходимый контакт между трубой и ребрами.
Недостатками данного способа являются:
1) существенные технологические трудности, возникающие при охлаждении жидким азотом крупногабаритных труб (диаметром порядка 1...3 м и длиной 2...4 м);
2) невозможность изготовления трубы с продольными ребрами.
Известен способ изготовления теплообменной трубы с внутренним оребрением (а. с. № 1250827 от 25.02.85, F 28 F 1/40, В 21 С 37/22, опубликован 15.08.86. Бюл. № 30). По данному способу внутрь трубчатой заготовки вводят оребренный сердечник с диаметром описанной окружности, превышающим внутренний диаметр заготовки. Предварительно сердечник охлаждают жидким азотом до 100-140 К, а заготовку нагревают до 570-1130 К. После введения сердечника внутрь заготовки последнюю фиксируют в зажимах и выдерживают до выравнивания температур, в результате чего происходит термическая деформация, обеспечивающая необходимый контакт между сердечником и трубчатой заготовкой.
Недостатками данного способа являются:
1) существенные технологические трудности, возникающие при охлаждении жидким азотом до 100-140 К и нагревании до 570-1130 К крупногабаритных труб (диаметром порядка 1...3 м и длиной 2...4 м);
2) ограничение времени сборки (не более 30 с), вызванное выравниванием температур сердечника и заготовки.
Способ изготовления теплообменной трубы с внутренним оребрением по а. с. № 1250827 выбран в качестве прототипа.
Задачей предлагаемого изобретения является обеспечение эффективного теплоотвода в крупногабаритных трубах с внутренним оребрением с одновременным упрощением технологии их изготовления.
Технический результат выражается в создании упруго-напряженного состояния ребер, исключающего наличие зазоров между сердечником и трубчатой заготовкой. Этим самым обеспечивается необходимая тепловая проводимость между контактирующими деталями, способствующая эффективной передаче тепла. Способ создания упруго-напряженного состояния ребер путем их предварительного деформирования перед установкой за счет создания в них избыточного давления позволяет повысить технологичность производства, снизить трудоемкость и затраты при изготовлении крупногабаритных теплообменных труб.
Технический результат достигается за счет того, что в способе изготовления теплообменной трубы путем ввода внутрь трубчатой заготовки сердечника и ребер на внутренней поверхности заготовки и внешней поверхности заранее выполненного полым сердечника выполняют продольные пазы, а ребра, выполненные отдельно от сердечника, изготавливают в виде полосы, состоящей из двух слоев, соединенных между собой по краям в продольном направлении или в виде полых труб овального сечения, которые перед установкой в пазы деформируют, создавая внутри избыточное давление, после чего устанавливают в пазы и сбрасывают давление, при этом давление выбирают таким образом, чтобы относительное изменение максимального габаритного размера ребра в поперечном направлении составляло:
δ≥δmin,
где δ - относительное изменение максимального габаритного размера ребра в поперечном направлении,
δmin - минимальное значение относительного изменения максимального габаритного размера ребра в поперечном направлении, при котором обеспечивается сборка теплообменной трубы и создание упругих деформаций в ребрах.
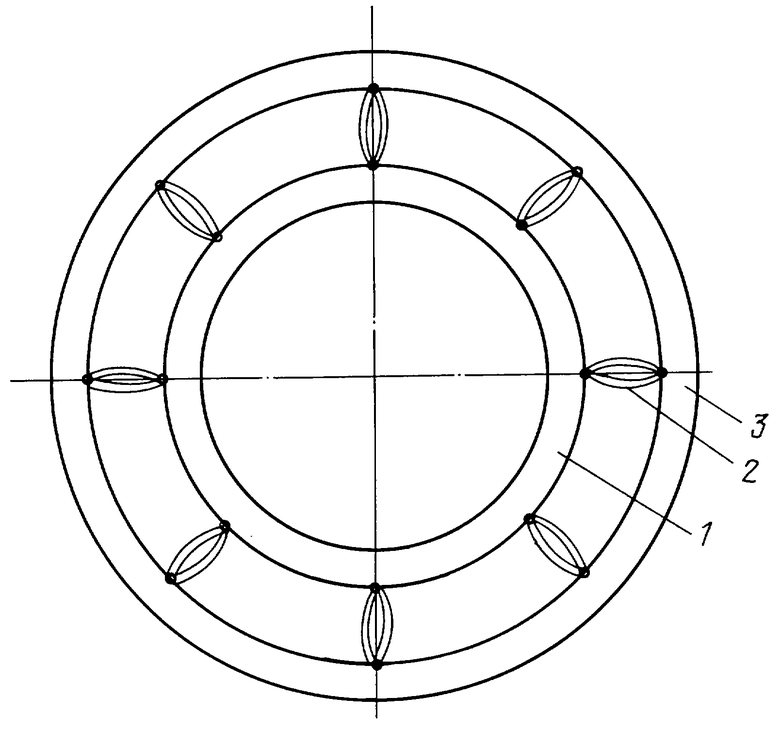
Выборка зазоров между сопрягаемыми деталями и формирование в ребрах упруго-напряженного состояния обеспечивается за счет деформирования ребер перед установкой путем создания внутри избыточного давления, которое затем стравливается после установки ребер. Выполнение этих мероприятий позволяет создать необходимый контакт между сердечником, ребрами и трубчатой заготовкой, что, в свою очередь, позволяет обеспечить эффективный теплообмен между сердечником и заготовкой и повысить технологичность изготовления оребренной трубы. Способ поясняется чертежом 1, где:
1 - сердечник полый,
2 - ребро,
3 - трубчатая заготовка,
4 - продольный паз на внешней поверхности сердечника,
5 - продольный паз на внутренней поверхности заготовки.
Теплообменную трубу с внутренним оребрением изготавливают из трубчатой заготовки 3, сердечника 1 и ребер 2.
Процесс изготовления теплообменной трубы выполняют в следующей последовательности.
Предварительно устанавливают трубчатую заготовку 3. Затем вводят внутрь заготовки 3 сердечник 1. Далее ориентируют трубчатую заготовку 3 относительно сердечника 1 так, чтобы положение продольных пазов 4 и 5 совпадало в радиальном направлении. Затем деформируют ребра 2 путем создания в них избыточного давления, после чего вводят их в пазы 4 и 5. После этого сбрасывают давление из ребер. Во время сбрасывания давления ребра 2 стремятся принять первоначальную форму, при этом исчезают зазоры между ребрами 2, сердечником 1 и заготовкой 3 и возникает упруго-напряженное состояние ребер, обеспечивающее необходимый контакт и тепловую проводимость между сопрягаемыми деталями.
В качестве подтверждения промышленной применимости рассмотрим пример теплообменной трубы с внутренним оребрением.
Материал сердечника 1 и трубчатой заготовки 3 - сталь 20, а ребер 2 - сталь 45.
Значения размеров деталей:
- Наружный диаметр сердечника - 89 мм,
- Внутренний диаметр трубчатой заготовки - 194 мм,
- Глубина пазов на сердечнике и трубчатой заготовке - 2 мм,
- Максимальный габаритный размер ребра в поперечном сечении в исходном состоянии 57,1 мм.
Ребра представляли собой полосу, состоящую из двух слоев, соединенных между собой по краям в продольном направлении. Толщина каждого слоя составляла 0,5 мм, а общее количество ребер - 8 шт.
При сборке сначала установили сердечник, затем трубчатую заготовку, при этом обеспечили совпадение положения пазов в радиальном направлении и равномерность зазора между наружной поверхностью сердечника и внутренней поверхностью трубчатой заготовки. Далее создали в ребрах давление 1,2 кГс/см2 и установили их в пазы, после чего давление сбросили.
Выполнение описанных выше операций позволило создать эффективную тепловую проводимость между сердечником и трубчатой заготовкой. При этом существенно упростилась технология, что привело к снижению трудоемкости и затрат изготовления оребренной трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ | 2003 |
|
RU2263266C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С ВНУТРЕННИМ ОРЕБРЕНИЕМ | 2001 |
|
RU2215962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С ВНУТРЕННИМ ОРЕБРЕНИЕМ | 2011 |
|
RU2473036C2 |
| УСТРОЙСТВО ТЕПЛООБМЕННОЙ ТРУБЫ С ВНУТРЕННИМ ОРЕБРЕНИЕМ | 2011 |
|
RU2479814C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| Способ изготовления теплообменной трубы | 1986 |
|
SU1409388A1 |
| ОРЕБРЕННАЯ ТЕПЛООБМЕННАЯ ТРУБА С РАЗМЕЩЕННОЙ ВНУТРИ ВСТАВКОЙ | 1992 |
|
RU2041441C1 |
| Способ изготовления теплообменной трубы | 1977 |
|
SU724092A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КРИВОЛИНЕЙНОЙ ФОРМЫ, СОДЕРЖАЩЕГО ВНУТРЕННЮЮ И НАРУЖНУЮ ТРУБЫ, УСТАНОВЛЕННЫЕ КОАКСИАЛЬНО ОТНОСИТЕЛЬНО ДРУГ ДРУГА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262405C1 |
| ПРОФИЛЬ КОНВЕКТОРА | 2020 |
|
RU2752444C1 |
Изобретение предназначено для применения в теплотехнике, а именно может быть использовано при производстве оребренных труб холодильных аппаратов или контейнеров, предназначенных для хранения отработавшего топлива ядерных реакторов, а также других материалов или объектов, являющихся мощными источниками тепла. Способ изготовления теплообменной трубы заключается во вводе внутрь трубчатой заготовки сердечника и ребер, причем на внутренней поверхности заготовки и внешней поверхности заранее выполненного полым сердечника выполняют продольные пазы, а ребра, выполненные отдельно от сердечника, изготавливают в виде полосы, состоящей из двух слоев, соединенных между собой по краям в продольном направлении, или в виде полых труб овального сечения, которые перед установкой в пазы деформируют, создавая внутри избыточное давление, после чего устанавливают в пазы и сбрасывают давление, при этом давление выбирают таким образом, чтобы относительное изменение максимального габаритного размера ребра в поперечном направлении составляло:
δ≥δmin,
где δ - относительное изменение максимального габаритного размера ребра в поперечном направлении,
δmin - минимальное значение относительного изменения максимального габаритного размера ребра в поперечном направлении, при котором обеспечивается сборка трубы и создание упругих деформаций в ребрах. Изобретение позволяет обеспечить эффективный теплоотвод в крупногабаритных трубах с внутренним оребрением с одновременным упрощением технологии их изготовления. 1 ил.
Способ изготовления теплообменной трубы путем ввода внутрь трубчатой заготовки сердечника и ребер, отличающийся тем, что на внутренней поверхности заготовки и внешней поверхности заранее выполненного полым сердечника выполняют продольные пазы, а ребра, выполненные отдельно от сердечника, изготавливают в виде полосы, состоящей из двух слоев, соединенных между собой по краям в продольном направлении или в виде полых труб овального сечения, которые перед установкой в пазы деформируют, создавая внутри избыточное давление, после чего устанавливают в пазы и сбрасывают давление, при этом давление выбирают таким образом, чтобы относительное изменение максимального габаритного размера ребра в поперечном направлении составляло
δ≥δmin,
где δ - относительное изменение максимального габаритного размера ребра в поперечном направлении,
δmin - минимальное значение относительного изменения максимального габаритного размера ребра в поперечном направлении, при котором обеспечивается сборка трубы и создание упругих деформаций в ребрах.
| Способ изготовления теплообменной трубы с внутренним оребрением | 1985 |
|
SU1250827A1 |
| ТРУБА ДЛЯ ТЕПЛООБМЕННОГО АППАРАТА | 1972 |
|
SU453554A1 |
| ВОЗДУХООБОГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ ВОЗДУХООБОГРЕВАТЕЛЯ | 1998 |
|
RU2137053C1 |
| JP 57150799 A, 17.09.1982. | |||

