1
Изобретение относится к охлаждению сборного шлифовального инструмента, преимущественно имеющего прерывистую режущую поверхность.
Целью изобретения является повы- шение эффективности охлалсдения преимущественно при работе прерывистыми кругами высотой более 20 мм путем равномерного распределения СОЖ по высоте,
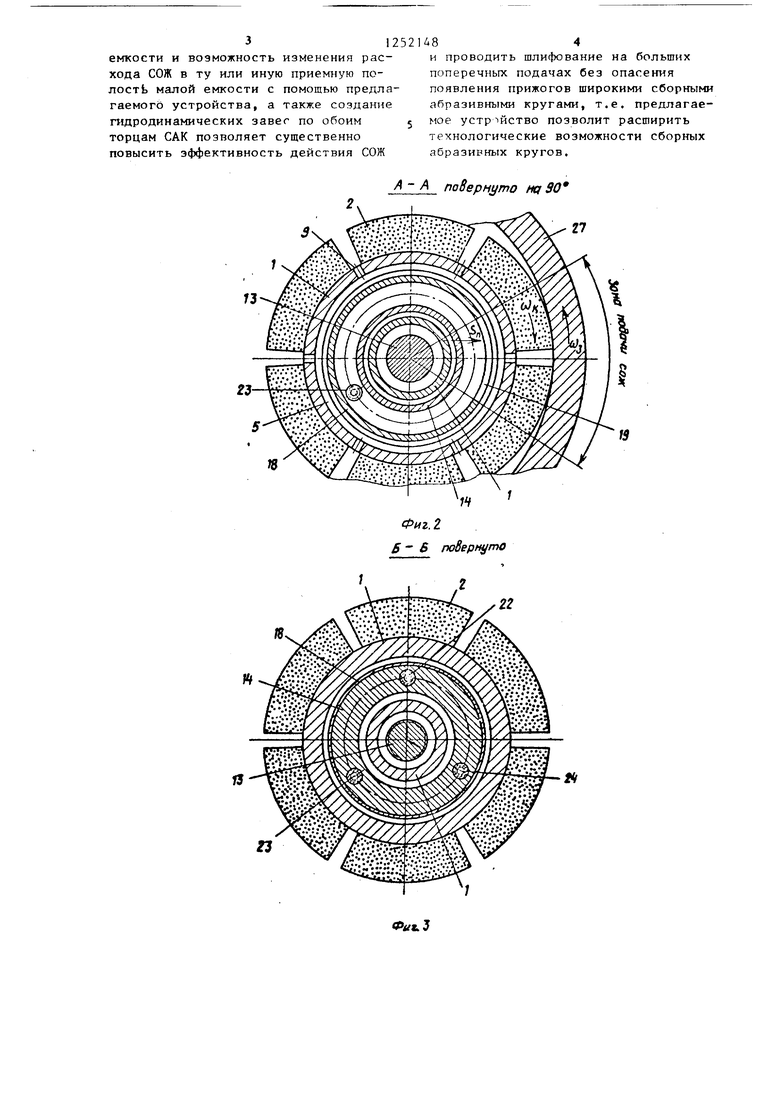
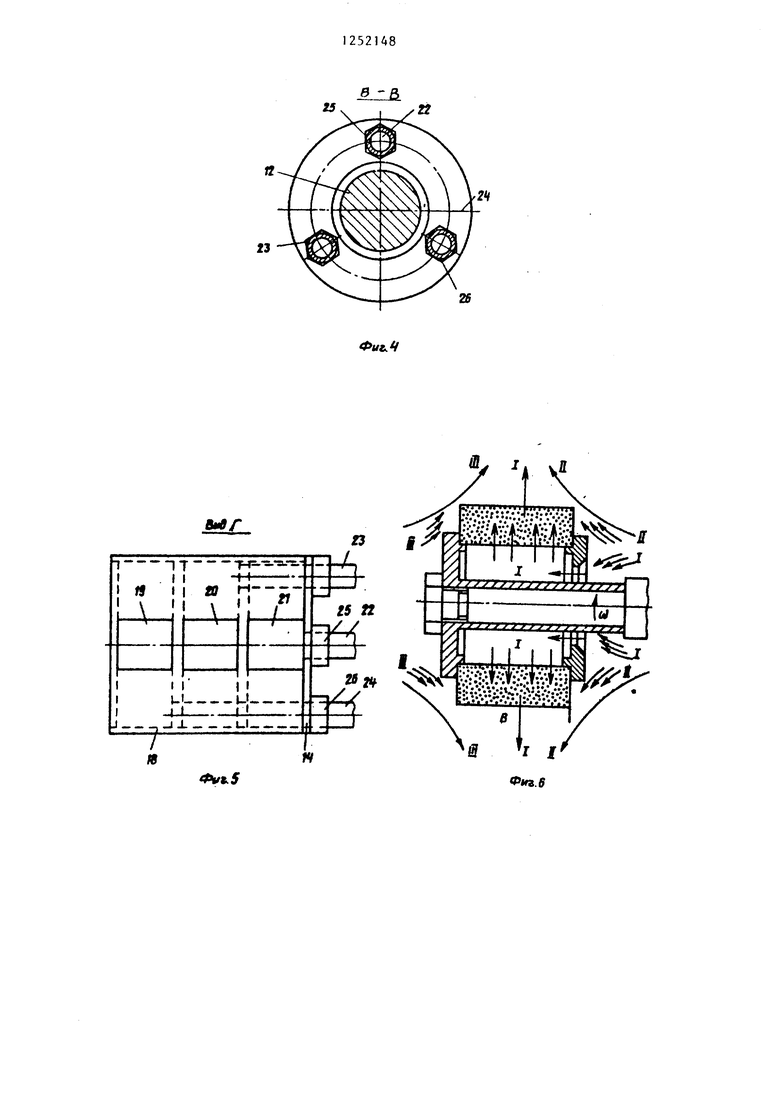
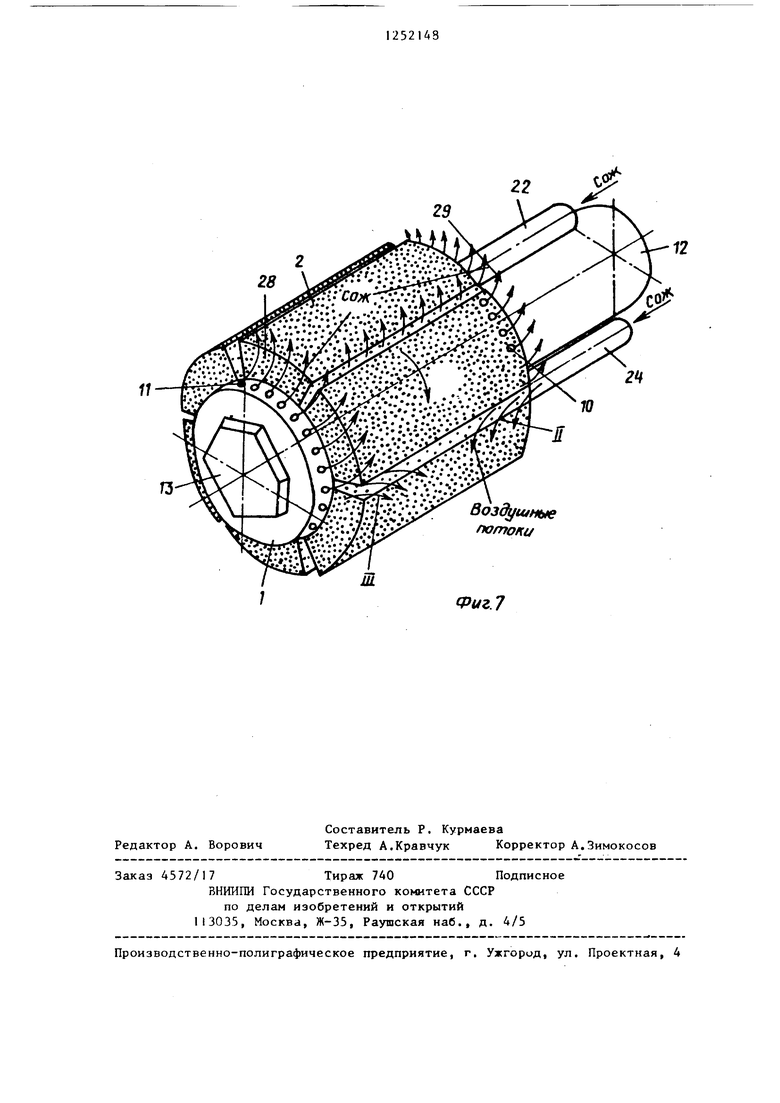
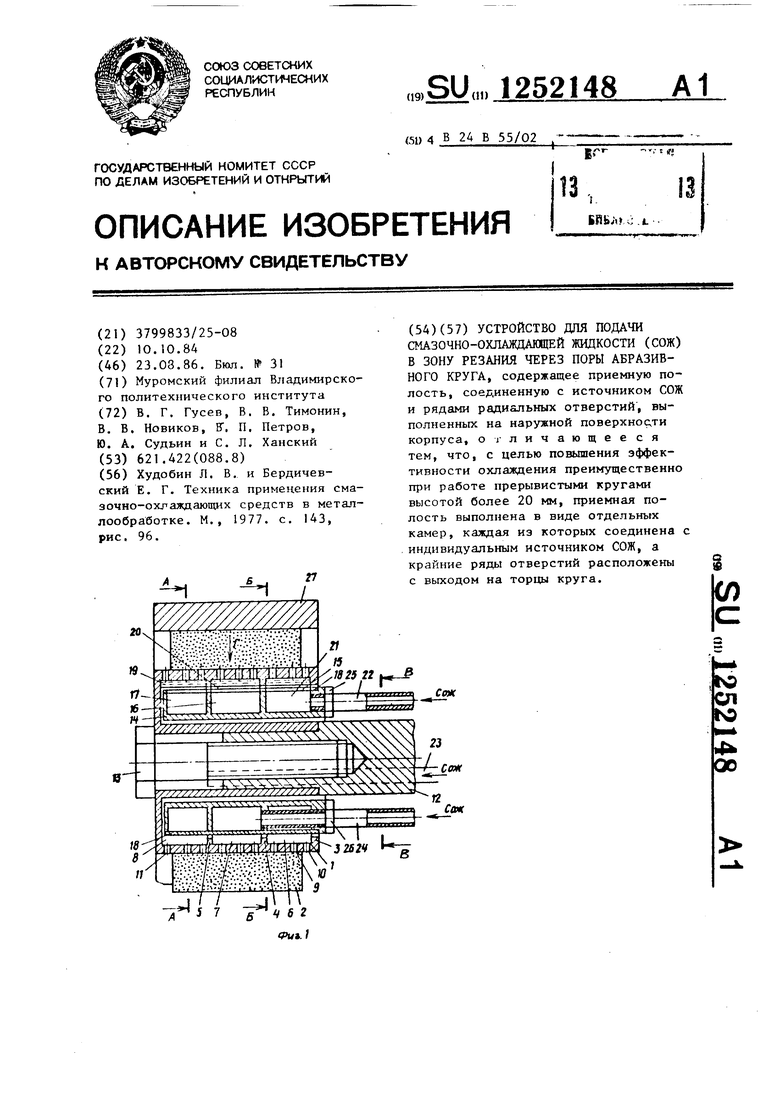
На фиг. 1 представлен абразивный круг и устройство для подачи СОЖ, продольный разрез; на фиг. 2 - поперечный разрез А-А на фиг. 1; на фиг. 3 - поперечный разрез Б-Б на фиг. 1; на фиг. 4 - поперечный раа- рез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 1; на фиг. 6 - схема движения аэродинамических потоков при шлифовании сборными абразивными кру- гами с прерывистой режущей поверхностью; на фиг. 7 - изометрия предлагаемого сборного абразивного круга с гидродинамическими завесами, нейтрализующими торцовые аэродинамичес- кие потоки.
Устройство состоит из корпуса 1, по периферийной поверхности которого размещены абразивные сегменты 2, которые закреплены, например, с помо- щью клея в пазах или механически. Внутренняя поверхность корпуса 1 имеет буртики 3-5, между которыми образуются приемные полости 6-8 сравнительно малой емкости. В корпу- се 1 выполнены ряды отверстий 9, расположенные по образующей корпуса между сегментами 2 (в промежутках между сегментами) и ряды отверстий 10 и II, расположенные по окружности корпуса 1 с выходом на торцы абразивных сегментов. На щпинделе 12 станка сборный абразивный круг закрепляется болтом 13.
Устройство для подачи СОЖ выполнено в виде шкива 14 с выточками 15-17, на который одет цилиндр 18 с окнами 19-21, дпя выхода СОЖ из устройства в приемные полости 6-8. В щеках шкива выполнены резьбовые отверстия, в которые ввинчиваются трубопроводы 22-2,4 для подвода СОЖ к устройству. Для надежности крепления трубопроводов 22-24 к устройству для подачи СОЖ предусмотрены контргайки 25 и 26 (контргайка для крепления трубопровода 23 в целях упрощения рисунка не изображена).
482
Чтобы подать СОЖ в кольцевые выточки 15-17 трубопроводы 22-24 закрепляют в различном положении вдоль оси вращения инструмента. Так, трубпровод 22 закреплен в правой щеке шкива 14, трубопровод 24 смещен влево вдоль оси по отнощению к трубопроводу 22 для возможности подвода СОЖ в кольцевую выточку 16, а трубопровод 23, подводящий СОЖ в кольцевую выточку 17, имеет наибольшее смещение влево вдоль оси относительно трубопровода 22.
В процессе шлифования исполнительные органь станка совершают рабочие движения вращения сборного абразивного круга с частотой tx , подачу на врезание S , вращение заготовки с частотой j и возвратно поступательные движения шлифовальной бабки, снимая припуск с заготовки 27.
Устройство работает следующим образом.
Смазочно-охлаждающая жидкость подается по трубопроводам и поступает в кольцевые выточки 15-17 а оттуда через окна 19-21 попадает в приемные полости 6-8 и через отверстия 9-11 - непосредственно в зону контакта абразива с металлом заготовки.
Благодаря разделению общей приемной полости сборного абразивного круга, применяемой в известных устройствах, на ряд полостей 6-8, имеющих меньшую емкость и размещенных равномерно вдоль оси вращения, а также благодаря конструкции устроства для подачи СОЖ, позволяющей . дифференцированно подводить к каждо из малых полостей потребное количество СОЖ, появляется реальная возможность выравнивания давления СОЖ по высоте инструмента при работе сборными абразивными кругами, имею- щнмк высоту более 20 мм.
Для нейтрализации торцовых аэродинамических потоков П и Ш в корпус 1 с обоих торцов выполнены по окружности отверстия 10 и 11, благодаря которым создаются гидродинамические завесы 28 и 29, компенсирующие негативное действие аэродинамических потоков П и Ш.
Таким образом, подача СОЖ отдельно в каждую приемную полость малой
31252;
емкости и возможность изменения расхода СОЖ в ту или иную приемную по- лостЬ малой емкости с помощью предлагаемого устройства, а также создание гидродинамических завес по обоим j торцам САК позволяет существенно повысить эффективность действия СОЖ
484
и проводить шлифование на больших поперечных подачах без опасения появления прижогов широкими сборными абразивными кругами, т.е. предлагаемое устройство позволит расширить технологические возможности сборных абразивных кругов.
А паВернуто на 90
18
П
Фиг. 2 Б В повернуто
П
22
26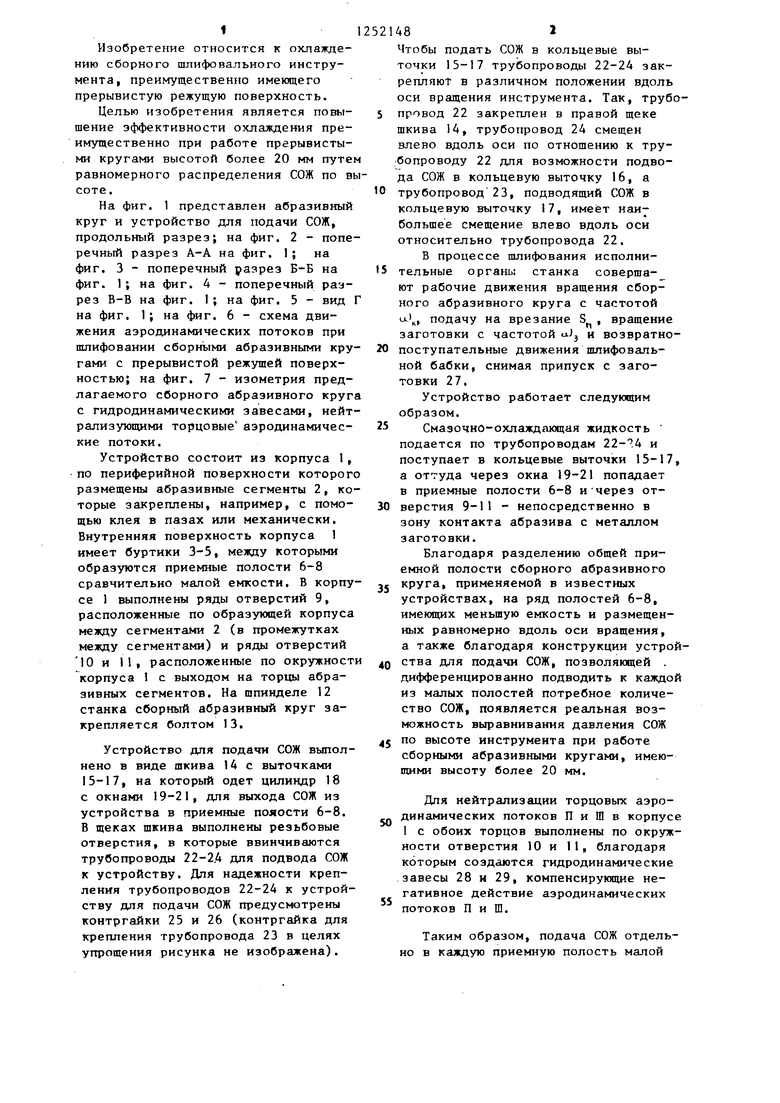
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| Сборный абразивный круг | 1982 |
|
SU1034885A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
| Абразивный круг | 1979 |
|
SU844258A1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Абразивный инструмент | 1981 |
|
SU982883A1 |
| Устройство для комбинированной подачи смазочно-охлаждающей жидкости в зону резания через поры шлифовального круга | 1984 |
|
SU1225775A1 |
ЛавГ
W
4Vr5
28
ТЗ
24
Воздушные fnmoKu
ФигЛ
Редактор А. Ворович
Составитель Р. Курмаева
Техред А.Кравчук Корректор А.Зимокосов
Заказ 4572/17Тираж 7АОПодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Худобин Л | |||
| В | |||
| и Бердичев- ский Е | |||
| Г | |||
| Техника применения сма- зочно-охлаждающих средств в метал лообработке | |||
| М., 1977 | |||
| с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
