1
Изобретение относится к производству абразивных инструментов, предназначенных для шлифования различных изделий.
Известен абразивный круг, содержащий абразивные сегменты с торцовыми коническими поверхностями, установленные между двумя фланцами-крышками с аналогичными сегментам сопрягаемыми поверхностями. Один из фланцев может служить опорой-корпусом для сегментов, а другой фланец прижимает сегменты к первому 1.
При расположении сегментов на корпусе на некотором расстоянии друг относительно друга прочность сегментов, закрепленных между корпусом и крышкой, будет низкой из-за наличия только лишь двух несущих сечений сегментов.
Целью изобретения является повышение прочности сегментов при прерывном их расположении на корпусе круга. Цель достигается тем, что круг снабжен установленными между абразивными сегментами вкладышами, имеющими конические торцовые и боковые поверхности, при этом боковые поверхности сегментов выполнены также коническими.
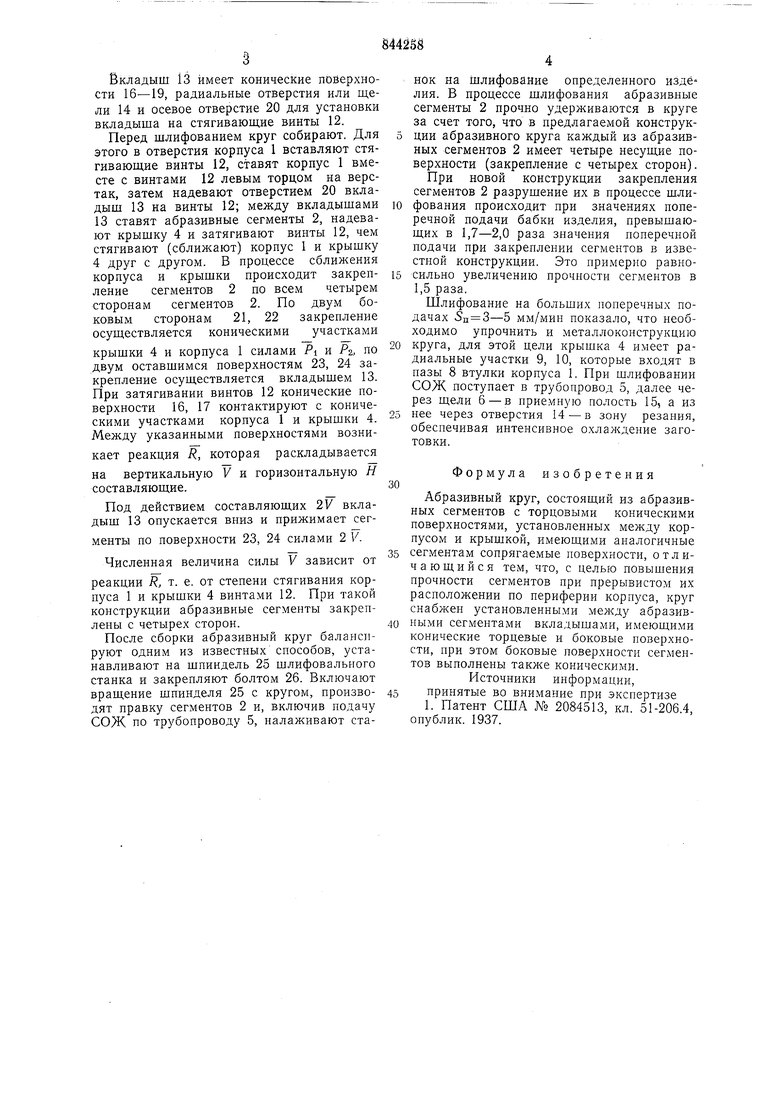
На фиг. 1 представлен абразивный круг, установленный на шпинделе; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 2; на фиг. 4 -вид В фиг. 2; на
фиг. 5 - контакт конических торцовых поверхностей вкладыша и крышки со схемой сил, возникающих при стягивании корпуса и крышки крепежными деталями; на фиг.
6 -изометрия вкладыша; на фиг. 7 -изометрия абразивного сегмента с силами закрепления.
Абразивный круг состоит из корпуса 1, абразивных сегментов 2, упругих элементов 3, завулканизированиых иа крышке 4 и корпусе 1. Трубопровод 5, выполненный в виде тора и имеюший кольцевую прорезь, служит для подачи СОЖ через щели 6, образованные наружной цилиндрической
поверхностью посадочной втулки 7 корпуса
Iи внутренней выемкой крышки 4. Для преодоления крышкой 4 крутящего момента и сил резания во втулке 7 выполнены продольные пазы 8, в которые входят радиальные участки 9, 10 крышки 4. В корпусе круга выполнена кольцевая канавка
IIдля размешения в ней балансировочных сухариков.
Между абразивными режущими элементами 2 размещены стягивающие винты 12, на которые установлены с зазором вкладыщи 13 с просверленными отверстиями 14 для подачи СОЖ из приемной полости 15
в зону резания. Вкладыш is имеет конические пойерхности 16-19, радиальные отверстия или щели 14 и осевое отверстие 20 для установки вкладыша на стягиваюш,ие винты 12. Перед шлифованием круг собирают. Для этого в отверстия корпуса 1 вставляют стягивающие винты 12, ставят корпус 1 вместе с винтами 12 левым торцом на верстак, затем надевают отверстием 20 вкладыш 13 на винты 12; между вкладышами 13 ставят абразивные сегменты 2, надевают крышку 4 и затягивают винты 12, чем стягивают (сближают) корпус 1 и крышку 4 друг с другом. В процессе сближения корпуса и крышки происходит закрепление сегментов 2 по всем четырем сторонам сегментов 2. По двум боковым сторонам 21, 22 закрепление осуществляется коническими участками крышки 4 и корпуса 1 силами Pi и PZ, по двум оставшимся поверхностям 23, 24 закрепление осуществляется вкладышем 13. При затягивании винтов 12 конические поверхности 16, 17 контактируют с коническими участками корпуса 1 и крышки 4. Между указанными поверхностями возникает реакция R, которая раскладывается на вертикальную V и горизонтальную Я составляющие. Под действием составляющих 2У вкладыш 13 опускается вниз и прижимает сегменты по поверхности 23, 24 силами 2 V. Численная величина силы V зависит от реакции R, т. е. от степени стягивания корпуса 1 и крышки 4 винтами 12. При такой конструкции абразивные сегменты закреплены с четырех сторон. После сборки абразивный круг балансируют одним из известных способов, устанавливают на шпиндель 25 шлифовального станка и закрепляют болтом 26. Включают вращение шпинделя 25 с кругом, производят правку сегментов 2 и, включив подачу СОЖ по трубопроводу 5, налаживают станок на Шлифование определенного изделия. В процессе щлифования абразивные сегменты 2 прочно удерживаются в круге за счет того, что в предлагаемой конструкции абразивного круга каждый из абразивных сегментов 2 имеет четыре несущие поверхности (закрепление с четырех сторон). При новой конструкции закрепления сегментов 2 разрущение их в процессе шлифования происходит при значениях поперечной подачи бабки изделия, превышающих в 1,7-2,0 раза значения поперечной подачи при закреплении сегментов в известной конструкции. Это примерно равносильно увеличению прочности сегментов в 1,5 раза. Шлифование на больших поперечных подачах мм/мин показало, что необходимо упрочнить и металлоконструкцию круга, для этой цели крышка 4 имеет радиальные участки 9, 10, которые входят в пазы 8 втулки корпуса 1. При шлифовании СОЖ поступает в трубопровод 5, далее через щели 6 - в приемную полость 15, а из нее через отверстия 14 - в зону резания, обеспечивая интенсивное охлаждение заготовки. Формула изобретения Абразивный круг, состоящий из абразивных сегментов с торцовыми коническими поверхностями, установленных между корпусом и крышкой, имеющими аналогичные сегментам сопрягаемые поверхности, отличающийся тем, что, с целью повышения прочности сегментов при прерывистом их расположении по периферии корпуса, круг снабжен установленными между абразивпымп сегментами вкладышами, имеющими конические торцевые и боковые поверхности, при этом боковые поверхности сегментов выполнены также коническими. Источники информации, принятые во вни.мание при экспертизе 1. Патент США № 2084513, кл. 51-206.4, опублик. 1937.
fi/z. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный абразивный круг | 1982 |
|
SU1034885A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Сборный абразивный круг | 1979 |
|
SU772836A1 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| ПРЕРЫВИСТЫЙ ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2304039C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2314189C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
| Сборный торцовый абразивный круг | 1985 |
|
SU1281393A1 |

