Изобретение относится к шлифованию металлов и сплавов и может применяться для подвода смазочно-охлаждаюших жидкостей (СОЖ) в зону прерывистого шлифования.
Цель изобретения - сокращение расхода СОЖ при комбинированном способе ее подачи.
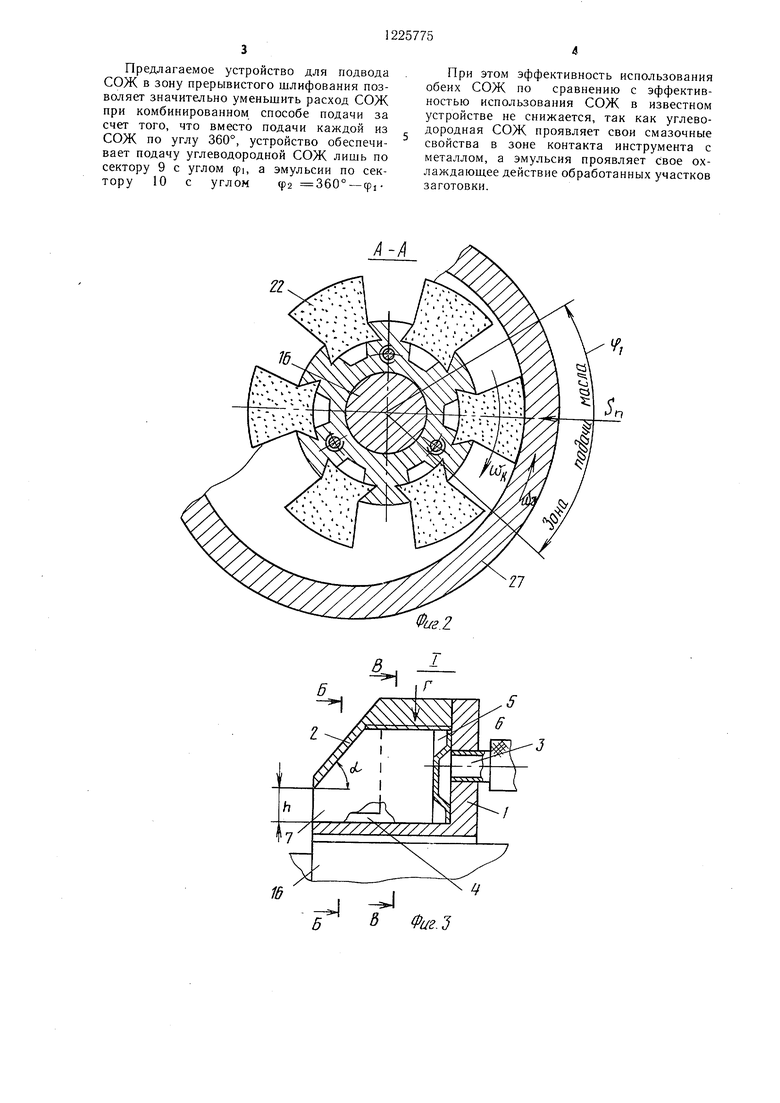
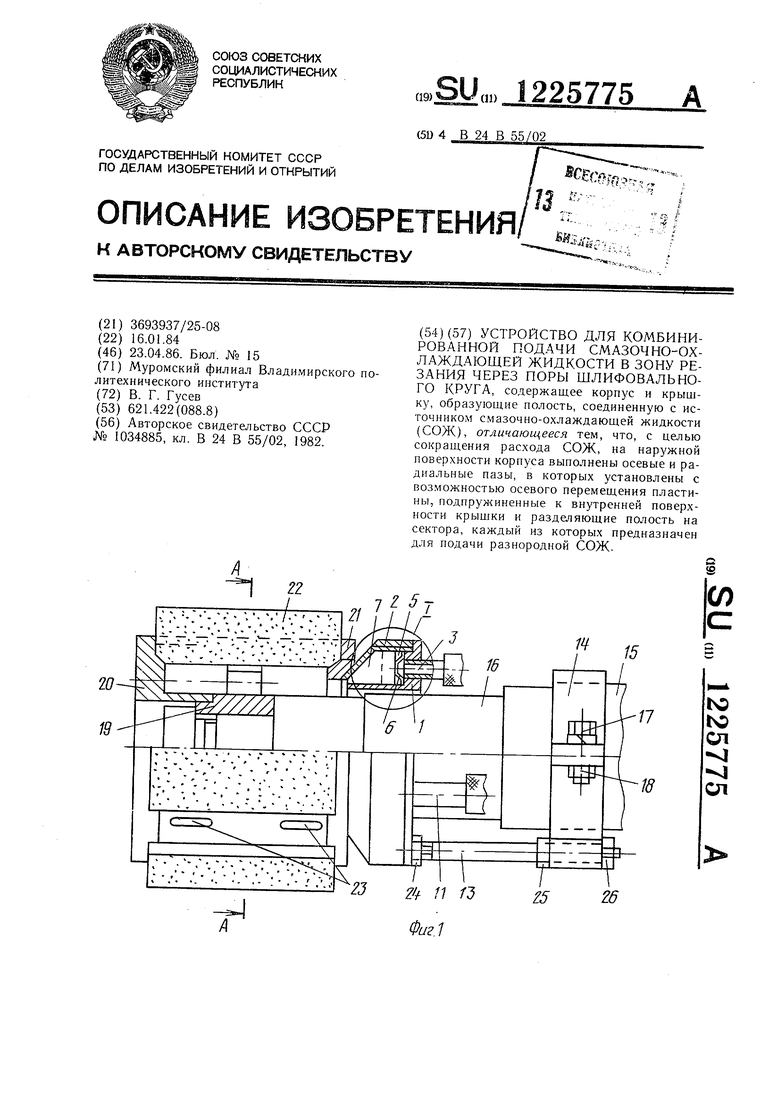
На фиг. 1 представлено устройство для подвода СОЖ, разрез; на фиг. 2 -- разрез А-А па фиг. 1; на фиг. 3 - узел Т на фиг. ; аа фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - вид Г на фиг. 3.
Устройство для подвода СОЖ состоит из корпуса 1, на паружную цилиндрическую резьбу которого навинчена коническая крышка 2. Для подвода внутрь устройства углеводородной жидкости (масла) в корпусе-фланце 1 выполнено отверстие, в которое запаян трубопровод 3. В корпусе 1 выполнено два осевых 4 и два радиальных 5 паза.
В радиальные пазы 5 вставлены плоские пружины 6 и перегородки, выполненные в виде пластин 7, с левого края которых выпо.лнен скос под углом а, равным углу конуса крыписи 2. Пластины 7 контактируют в верхней своей части с внутренними конической и резьбовой поверхностями крышки 2, а в нижней части с пазами 4 и 5 корпуса i, с правой стороны - с пружиной 6, разделяя полость 8 на д.ва сектора 9 и 10 с острым и тупым углами. Для подвода эмульсии внутрь устройства служат трубопроводы 11, впаянные в отверстие 2, выполненные в корпусе 1. Для упрош.ения изображен один трубопровод 11. Шпильки 13 одним концом ввинчиваются в резьбовые отверстия корпуса, а другим жестко закрепляются в хомуте 14, установленном на неподвижной части 15 П1пинделя 16 с помош,ью болта 17 и гайки 18.
Ширина h выходной кольцевой алели устройства для подвода СОЖ может регулироваться за счет осевого перемепгения крышки 2 относительно корпуса при ее повороте по часовой или против часовой стрелки.
Сборный абразивный круг, внутрь которого подводятся две разнородные СОЖ (масло и эмульсия) состоит из корпуса 19, крьппек 20 и 21, абразивных сегментов 22. Продольные шели 23, выполненные в корпусе сборного абразивного круга, служат для направления СОЖ из инструмента в зону резания.
Устройство для подвода СОЖ собирают следующим образом.
Корпус-фланец 1 удерживают одной рукой в вертикальном положении (ось корпуса- фланца должна располагаться вертикально).
В радиальные пазы 5 (их два) укладывают плоские пружины 6, затем размещают пластины 7 в осевых 4 и радиальных 5 1азах. После этого надевают на корпус 1 крышку 2 и начинчивают ее на резьбу корпуса. При навинчивании крышка 2 перемещается вправо (в осевом направлении), 1еремещая тем самым пластины 7 также вправо, при этом пружины 6 сжимаются. Крыщку 2 поворачивают вокруг своей оси до тех пор пока не достигнута требуемая ширина h выходной кольцевой ш,ели устройства. Собранный узел одевают па шпиндель 16.
Чтобы сцентрировать (совместить) ось центрального отверстия корпуса 1 с осью шпиндс ля, на шпиндель 16 одевают пере- ходну о втулку (не показана) с толщиной стенки 0,5 мм и менее. Далее ввинчивают левые резьбовые концы п пилек 13 в резьбовые отверстия корпуса 1, а правые
0 резьбовые концы ишилек 13 вставляют в отверстия хомута 4, предварительно надетого на корпус шпинделя. С. помощью кре- пел-сных элементав-1 аек 24-26 устройство для подвода СОЖ жестко закрепляется на неподвижной части 15 шпинделя, после чего
- переходную втулку, ранее надетую на ци- .ли11 дрическую шейку шпинделя 16, вытаскивают влево.
В результате этого устройство для подвода СОЖ не касается пдпинделя 16 и остается сцентрированны.м относительно шпинделя 16. Далее на трубопроводы 3 и 11 одевают шланги.
В процессе шлифования углеводородная СОЖ (масло) обладающая хорошими смазочными свойствами, подается по трубог проводу 3, а эмульсия, обладающая хорошей теплопроводностью, подается по трубопроводам li. При этом сектор 9, образованный пластинами 7, обращен к зоне резания и служит для нодвода углеводородной СОЖ, а сектор 10 служит для под0 вода внутрь вращающегося сборного абразивного круга эмульсии, откуда обе разнородные СОЖ под действием центробежной выбрасываются на обрабатываемую поверхность заготовки 27.
Благодаря предлагаемой конструкции устройства возможна подача двух разнородных СОЖ внутрь инструмента в значительно меньнлем объеме, чем достигается сокращение расхода СОЖ- Углеводородная СОЖ (масло) подается непосредственно в зону
Q контакта абразива с заготовкой, уменьщая трение между абразивными зернами, связкой и обрабатываемой поверхностью. Из-за низкого коэффициента трения в зоне резания значительно уменьшается тепловыделение в заготовке 27 и инструменте. Обработанные участ5 ки за отовки, выходяпи1е из зоны контакта с абразивным материалом инструмента, нод- вергаются интенсивному охлаждению со стороны струй эмульсии.
0
5
Предлагаемое устройство для подвода СОЖ в зону прерывистого шлифования позволяет значительно уменьшить расход СОЖ при комбинированном способе подачи за счет того, что вместо подачи каждой из СОЖ по углу 360°, устройство обеспечивает подачу углеводородной СОЖ лишь по сектору 9 с углом фь а эмульсии по сектору 10 с угломф2 360° -ф1При этом эффективность использования обеих СОЖ по сравнению с эффективностью использования СОЖ в известном устройстве не снижается, так как углеводородная СОЖ проявляет свои смазочные свойства в зоне контакта инструмента с металлом, а эмульсия проявляет свое ох- лаждаюш,ее действие обработанных участков заготовки.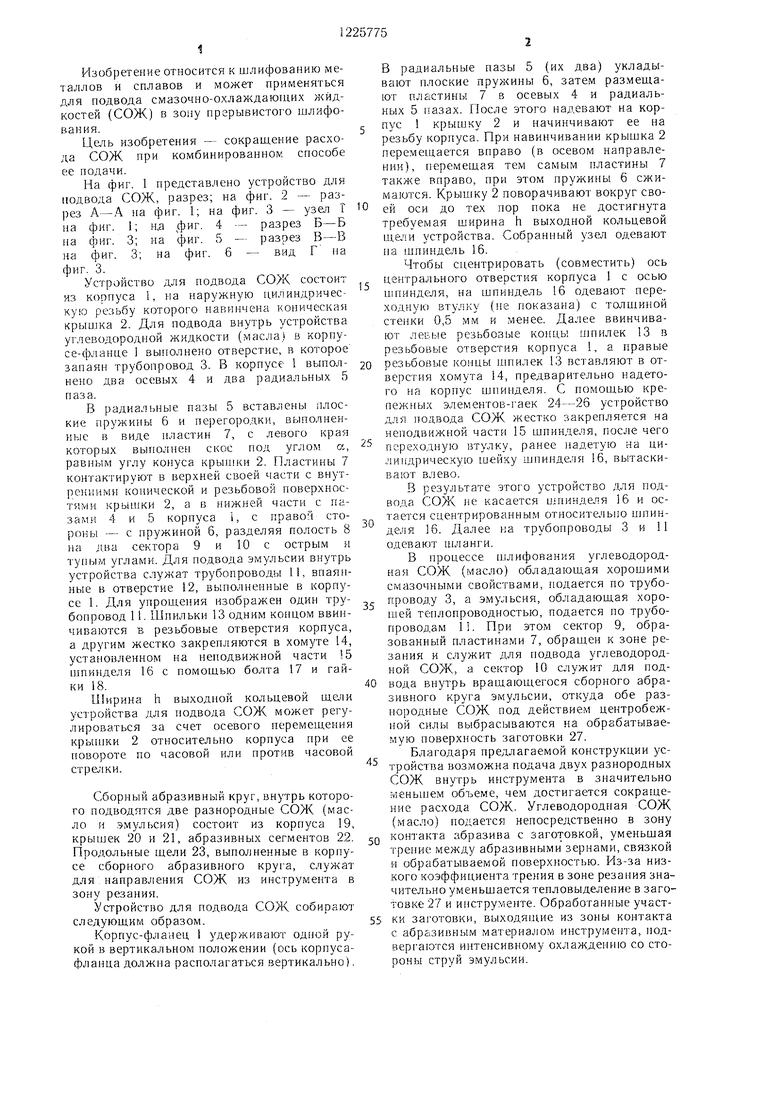
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный абразивный круг | 1982 |
|
SU1034885A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2198086C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
| Сборный абразивный круг | 1979 |
|
SU772836A1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2314189C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |

/1-Л
V ,
21
Фиг2
-J --
Г Фиг.
5
Ч
6-5
10
/5 Фиг.
В-д
/J
/J
Фиг.
5
| Сборный абразивный круг | 1982 |
|
SU1034885A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
