Изобретение относится к обувной промышленности и может быть использовано для термообработки полуобъемной кожаной заготовки верха перед их формованием, например, на колодках.
Цель изобретения - повьшсние качества обуви и улучшение условий труда.
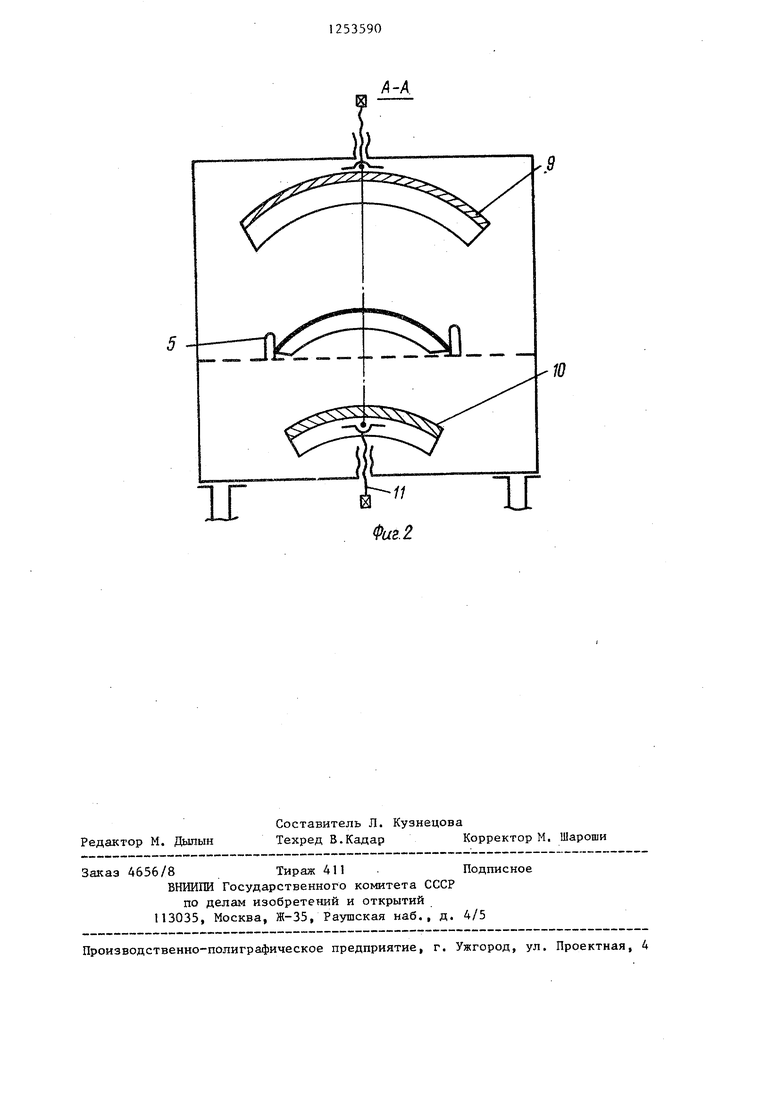
На фиг, 1 представлена схема расположения заготовки верха, вид спереди; на фиг, 2 - разрез А-А на фиг. 1,
Согласно способу термообработки полуобъемной заготовки верха кожаной обуви перед формованием, заклю- чающемуся в двухстороннем конвектив- но кондуктивно--радиационном нагреве внутренних с-поев заготовки верха до 75-105 С в течение 20-40 с потоками тепла от н агревателей, размещенных. с бахтармяной и лицевой сторон заготовки, с рабочими поверхностями, изогнутыми по форме носочно-пучковой части полуобъемной заготовки верха, заготовку размещают между нагревателями так, чтобы рабочая поверхность нагревателя, расположенного над лицевой стороной заготовки, располагалась на расстоянии от лицевой стороны заготовки верха в 1,2-1,4 раза большем, чем рабочая поверхность второго нагревателя от ее бахтармяной стороны 5 при этом расстояние от второго нагревателя до бахтармяной стороны полуобъемной заготовки верха составляет 60-65 мм.
Принципиальная схема термообработки полуобъемной заготовки между соответственно изогнутыми нагревателями по предложенному способу включает в себя заготовку :1, термоизолированную рабочую камеру 2, проем 3 для загрузки выгрузки заготовок, который может закрываться гибкой шторкой из бахромы, подвижной дверцей или воздушной завесой, сетчатое устройство 4 для размеш;ения заготовки с боковыми ограничителями 5 и задним упором 6, термометр 7, заслонку 8 для регулирования температуры рабочего воздуха, верхний и нижний нагреватели 9 и 10с регулировочными винтами 11.
На фиг. 1 обозначено hj и h - расстояния между рабочими поверхностями и сторонами заготовки.
Указанные вьш1е соотношения рас- ятояний hjj,/h l ,2- ,4 между рабочи
МИ поверхностями нагревателей и соответственными сторонами заготовки позволяют получить оптимальную пластичность последней при лучшем качестве лицевого слоя.
Способ осуществляется следующим образом.
Пример 1. Термообработку (пластификацию) заготовок мужских полуботинок среднего размера с верхом из хромовой кожи (покрытие нит- роакриловое), с текстильной подкладкой (репс с напыленным ПВА-клеем), термопластическим подноском и жестКИМ задником проводили на лабораторной установке, схема которой представлена на фиг. 1 и 2, при температуре рабочих поверхностей нагревателей 380-400 с, температуре рабочего воздуха 130+5°С и продолжительности термообработки 30 с. (Электронагреватели вьшолнены из керамической массы, экранированной тонколистовой сталью, аналогично конфоркам закрытых электроплиток). Расстояние мм, соотношение hj/h , брали равным 1; 1,2; 1,4; 1,6; 1,8,
Пластичность заготовок после
термообработки оценивали по пластичности образцов пакета носочной части, сдублированных и проходивших термообработку при таких же параметрах. Пластичность пакетов (90 х 80 мм)
определяли через величину изгиба i нагруженного Koi-ща пакета (груз 100 г) относительно зажатого (на 10 мм по длине). Пластичность кожи верха определяли на приборе ПОИК по
усилию Р , требуемому для растяжения образца на постоянную величину 8 мм, Прочность лицевого слоя кожи определяли по напряжению S в коже при появлении трещины лицевого слоя
(ГОСТ 938.11-69).
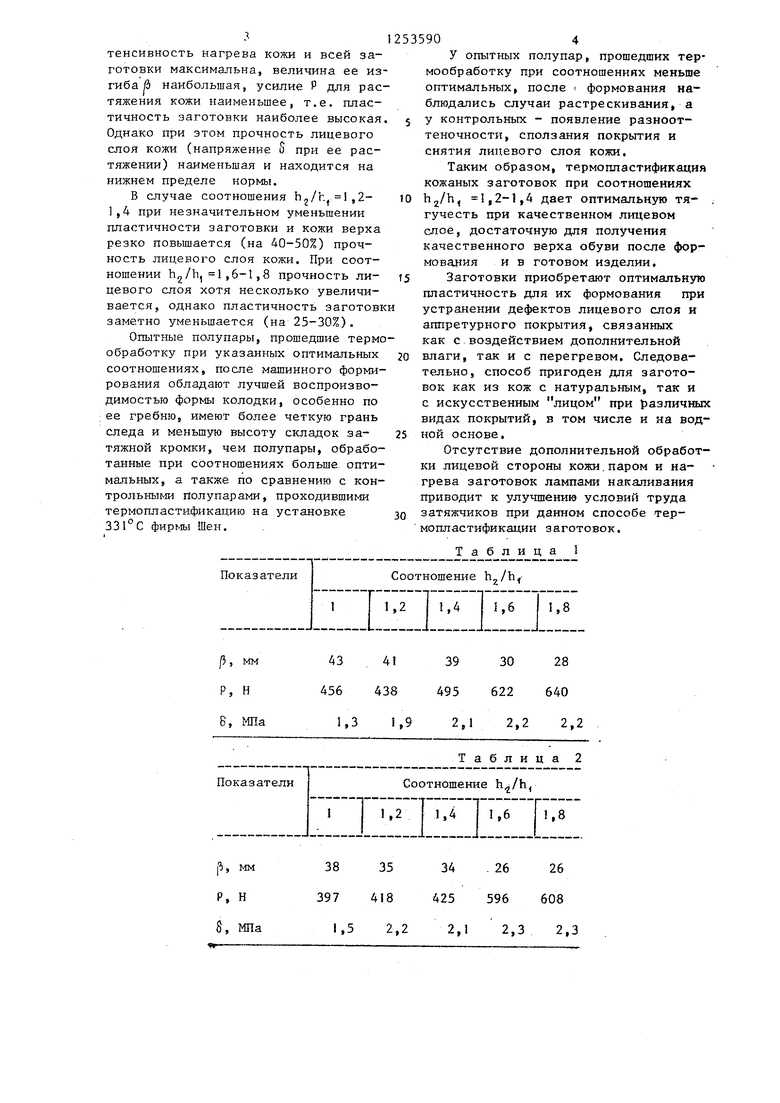
Данные испытаний (средние по пя- -ти образцам) приведены в табл. 1
П р и мер 2, Термообработка (пластификация) заготовок по примеРУ 1 но с подкладкой из спилка кожаного толщиной 0,9-1,1 мм. Температура рабочих поверхностей нагревателей 480-500 с, h,80 мм.
Данные испытаний приведены в табл. 2.
Данные таблицы показывают, что при соотношении ,l, когда интенсивность нагрева кожи и всей заготовки максимальна, величина ее изгиба и наибольшая, усилие Р для растяжения кожи наименьшее, т.е. пластичность заготовки наиболее высокая Однако при этом прочность лицевого слоя кожи (напряжение 5 при ее растяжении) наименьшая и находится на нижнем пределе нормы.
В случае соотношения Ь-/г.1,2- 1,4 при незначительном уменьшении пластичности заготовки и кожи верха резко повышается (на 40-50%) прочность лицевого слоя кожи. При соотношении hg/h, 1,6-1,8 прочность ли- цевого слоя хотя несколько увеличивается, однако пластичность заготовк заметно уменьшается (на 25-30%).
Опытные полупары, прошедшие термообработку при указанных оптимальных соотношениях, после машинного формирования обладают лучшей воспроизводимостью формы колодки, особенно по ее гребню, имеют более четкую грань следа и меньшую высоту складок за- тяжной кромки, чем полупары, обработанные при соотношениях больше оптимальных, а также по сравнению с контрольными полупарами, проходившими термопластификацию на установке 331°С фирмы Шен.
мм
н
МПа
3835
397 418 1,5 2,2
У опытных полупар, прошедших термообработку при соотношениях меньше оптимальных, после формования наблюдались случаи растрескивания, а у контрольных - появление разноот- теночности, сползания покрытия и снятия лицевого слоя кожи.
Таким образом, термопластификация кожаных заготовок при соотношениях hj/h, 1,2-1,4 дает оптимальную тя- гучесть при качественном лицевом слое, достаточную для получения качественного верха обуви после фор- и в готовом изделии.
Заготовки приобретают оптимальную пластичность для их формования при устранении дефектов лицевого слоя и аппретурного покрытия, связанных как с воздействием дополнительной влаги, так и с перегревом. Следовательно, способ пригоден для заготовок как из кож с натуральным, так и с искусственным лицом при различны видах покрытий, в том числе и на водной основе.
Отсутствие дополнительной обработки лицевой стороны кожи.паром и нагрева заготовок лампами накаливания приводит к улучшению условий труда затяжчиков при данном способе термопластификации заготовок.
Таблица 1
34 . 26 26 425 596 608 2,1 2,3 2,3
Л-Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| УСТРОЙСТВО ДЛЯ РАЗРАБОТКИ ОБУВНОЙ КОЛОДКИ, ОБЕСПЕЧИВАЮЩЕЙ ПОВЫШЕННУЮ ВПОРНОСТЬ ОБУВИ | 2021 |
|
RU2771510C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Устройство для термопластификации заготовки верха обуви | 1983 |
|
SU1233852A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| Способ изготовления эластичных подносков обуви | 1987 |
|
SU1535525A1 |
| Способ сборки заготовок верха обуви | 1988 |
|
SU1618373A1 |
| Машина для затяжки носочно-пучковой части обуви | 1990 |
|
SU1729433A1 |

Редактор М, Дылын
Составитель Л. Кузнецова
Техред В.Кадар Корректор М, Шароши
Заказ 4656/8Тираж 411Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Хрипин А | |||
| Г., Чередниченко Я | |||
| Ф., Бабаев Э, А | |||
| и др, К вопросам термообработки обувных материалов, - Изв | |||
| вузов | |||
| Технология легкой промьштен- ности | |||
| Киев, 1972, № 6, с, 95-99, |
