Изобретение относится к обработке металлов давлением, в частности к сборочньм устройствам.
Целью изобретения является повышение качества сборки путем обеспече ния возможности поэтапной сборки.
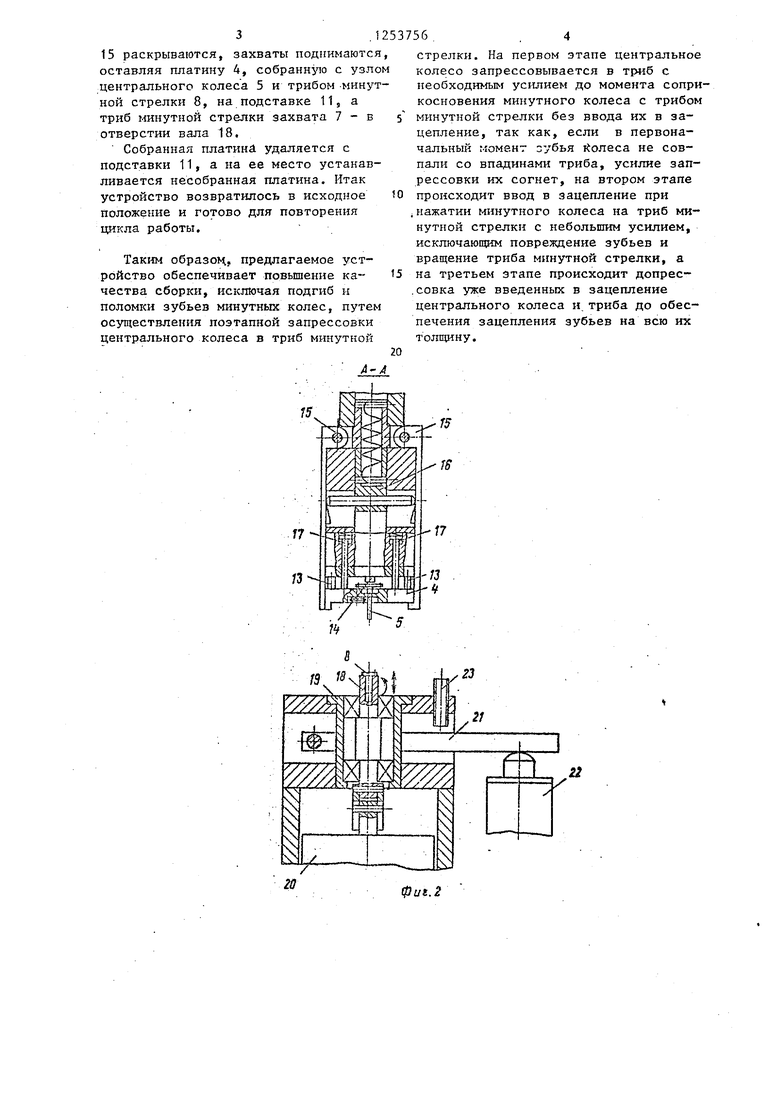
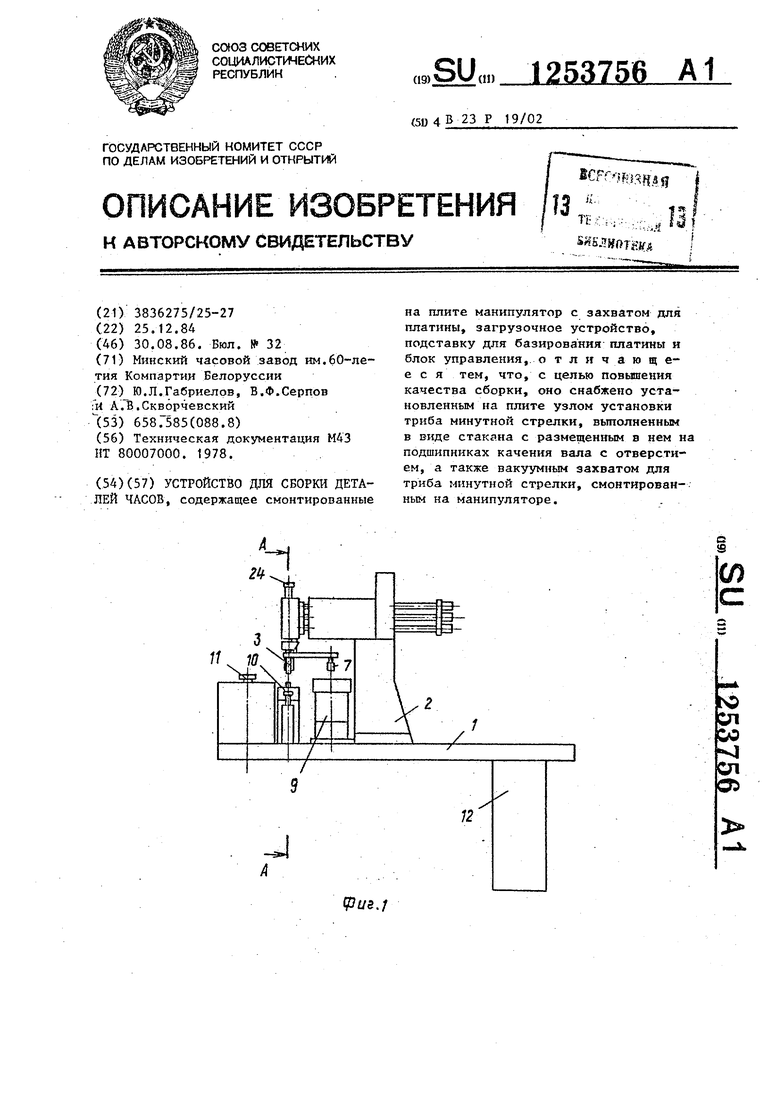
Па фиг, 1 изображено устройство дпя сборки деталей часов, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг, 3 - последовательность на- прессовки триба минутной стрелки на узел центрального колеса (положе11ия
I-III),
Пример, Устройство для сборки де талей часов содержит смонтированные на плите 1 манипулятор 2 с захватом 3 для Платипы 4, собранной с. узлом центрального колеса 5 и узлом минутного колеса 6, и вакуумным захватом 7 для триба 8 минутной стрелки, эагрузочно.е устройство 9 вибрационного типа для триба минутно стрелки, узел установки 10 триба минутной стрелки, вал которого расположен сорсно захвату для платины в момент запрессовки, позволяющий обеспечить перемещение триба вдоль оси и вращение еГо вокруг этой оси, подставку 11 для базирования платины и блок 12 управления устройством,-
Захват 3 платины А содержит упоры 13 для верхней плоскости платины, упор 14 для верхней цапфы узла центрального колеса 5, лапки 15, фиксирующие платину на упорах 13, имеющие 15озмолаюсть поворота и взаимодейств,ующие с поршнем 16, и подпружиненные выталкиватели 17, предназначенные для выталкивания платины при рас крытг 1х лапках 15,
Узел установки 10 триба минутной стрелки 8 содержит вал 18 с отверстием для установки триба, установлен .ньй на подшипниках качения в стакане 19 и имеющий возможность вращаться вокруг своей оси при взаимодействии с электродвигателем 20, Стакан 19 вместе с валом 18 имеет возможность перемещаться вдоль своей оси при взаимодействии через рычаг 21 с пневма- тическим. цилиндром 22 до упора 23,
Устройство работает следующим образом.
На подставке 11 сбазирована пли- тина 4, предварительно собранная с узлом минутного колеса 6 и узлом центрального колеса 5, а в узле устаS
0
5
0
5
0
5 0
5
новки триба минутной стрелки 10 сба- зирован триб 8,
Первоначальное положение захвата 3 манипулятора 2 когда ось захвата 3 расположена по оси подставки 11, От блока управления 12 поступает пневма тическая команда на поршень 16 захвата 3, который, перемещаясь вниз, раскрывает лапки 15. Следующая команда перемещает захват 3 при помопти манипулятора 2 вниз до упора 24, затем лапки 15 закрываются, и платина 4 оказывается сбазированной в захвате 3, затем захват 3 с платиной 4 перемещается вверх и назад и распола- гается соосно трибу минутной стрел ки 8, Затем захват 3 перемещается вниз по упора 24, При этом ось узла центрального колеса 5 запрессовывается в отверстие триба 8 минутной стрелки, оставляя между верхней плоскостью триба 8 и нижней плоскостью узла минутного колеса 6 зазор (положение I на фиг, 3), Следующей ко- мандо) раскрываются лапки 15, и подпружиненные выталкиватели 17,. мая на платину 4 с небольшим усилием, продвигают ее вдоль оси узла центрального колеса 5, а триб 8 минутной стрелки вращается при этом вокруг своей оси. Перемещение платины 4 происходит до упора в верхнюю плоскость триба 8,при этом зубья минутного колеса 6 входят в зацепление с -зубьями триба 8 (положение II на фиг, 3), Затем пневматическая команда поступает на пневмоцилиндр 22 и он, взаимодействуя через рычаг 21 со стаканом 19, перемещает его и вал 18 вдоль своей оси вверх. При этом триб 8 минутной стрелки напрессовьгаается на ось узла центрального колеса 5 до упора в выступ на этой оси, одновременно перемещая платину до упоров 13, Затем лапки 15 закрываются. Таким образом платина 4 оказывается сбазированной в захвате 3 (положение III на фиг, 3),
Одновременно при осуш,ествлении процесса запрессовки захват 7 захватывает из загрузочного устройства 9 новый тр1-:б минутной стрелки,
Захваты 3 и 7 перемещаются при помощи манипулятора 2 вверх и вперед. При этом ось захвата 3 располагается по оси подставки 11. а ось захвата 7 - по оси вала 18, Захваты 3 и 7 опускаются до упора 24, лапки
15 раскрываются, захваты поднимаются оставляя платину 4, собранную с узло центрального колеса 5 и трибом -минутной стрелки 8, на подставке 11, а триб минутной стрелки захвата 7 - в отверстии вала 18.
Собранная платина удаляется с подставки 11, а на ее место устанавливается несобранная платина. Итак устройство возвратилось в исходное положение и готово для повторения цикла работы.
Таким образен, предлагаемое устройство обеспечивает повьшение качества сборки, исключая подгиб ц поломки зубьев минутных колес, путем осзтцествления поэтапной запрессовки центрального колеса в триб минутной
стрелки. На первом этапе центральное колесо запрессовывается в триб с необходимым усилием до момента соприкосновения минутного колеса с трибом минутной стрелки без ввода их в зацепление, так как, если в первоначальный момент субья т олеса не совпали со впадинами триба, усилие запрессовки их согнет, на втором этапе происходит ввод в зацепление при
,нажатии минутного колеса на триб минутной стрелки с небольшим усилием, исключающим повреждение зубьев и вращение триба минутной стрелки, а на третьем этапе происходит допрес. совка уже введенных в зацепление центрального колеса и, триба до обеспечения зацепления зубьев на всю их толщину.
20
1S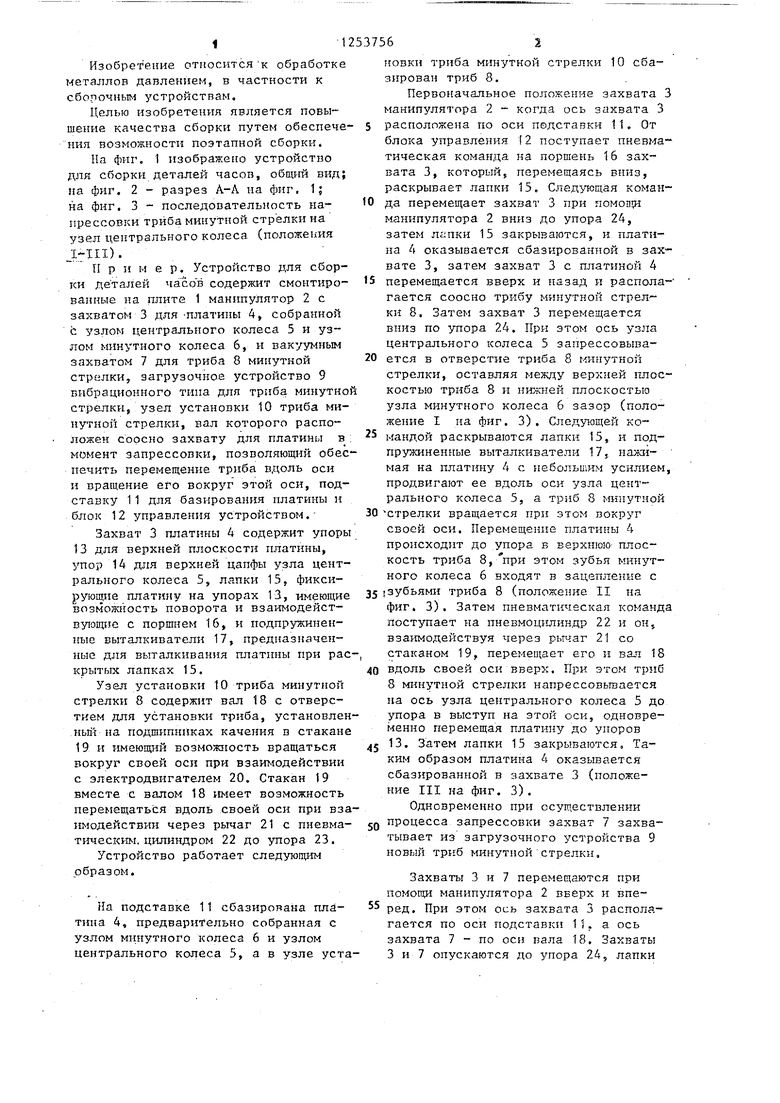
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬНЫЙ ЧАСОВОЙ МЕХАНИЗМ С ФУНКЦИОНАЛЬНЫМИ МОДУЛЯМИ | 2012 |
|
RU2598280C2 |
| Устройство для сборки узлов часовых механизмов | 1987 |
|
SU1413593A1 |
| УСТРОЙСТВО ЗАВОДА ПРУЖИННОГО ДВИГАТЕЛЯ И ПЕРЕВОДА СТРЕЛОК НАРУЧНЫХ ЧАСОВ (ВАРИАНТЫ) | 2012 |
|
RU2518300C1 |
| МОДУЛЬНЫЙ БЛОК ДЛЯ МЕХАНИЧЕСКИХ ЧАСОВ С ФУНКЦИОНАЛЬНЫМИ МОДУЛЯМИ | 2012 |
|
RU2603576C2 |
| Редуктор электронно-механических наружных часов с шаговым двигателем | 1978 |
|
SU1226392A1 |
| ЧАСОВОЙ МЕХАНИЗМ С УМЕНЬШЕННОЙ ВЫСОТОЙ И БОЛЬШИМ ЗАПАСОМ ХОДА | 2012 |
|
RU2592761C2 |
| Часы для слепых | 1982 |
|
SU1285426A1 |
| ПРУЖИННЫЙ ДВИГАТЕЛЬ ЧАСОВ, ЧАСЫ С ПРУЖИННЫМ ДВИГАТЕЛЕМ И СПОСОБ КОМПОНОВКИ ЧАСОВ С ПРУЖИННЫМ ДВИГАТЕЛЕМ | 2011 |
|
RU2473945C1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Устройство ускоренной корректировки стрелочного индикатора и календаря электронно-механических часов | 1980 |
|
SU1003009A1 |
20
фи1.2
CivXiX,/
77 / J5 / / /
Фиг.З
Рёдактрр Т. Парфёнова
Составитель Е. Чистякова
Техред, М.Ходанич
Заказ 4666/16
Тираж 1001
ВНШШИ Государстр.енного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
КорректорМ. Самборская
Подписное
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| . | |||
