(О
00 ел
со
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей часов | 1984 |
|
SU1253756A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ТОРМОЗНЫХ БАРАБАНОВ | 1990 |
|
RU2009009C1 |
| Автомат для сборки узлов | 1981 |
|
SU933361A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Способ изготовления часовых деталей | 1991 |
|
SU1802355A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ | 1990 |
|
RU2019345C1 |
| РОБОТИЗИРОВАННЫЙ МОБИЛЬНЫЙ КУРЬЕРСКИЙ КОМПЛЕКС | 2022 |
|
RU2787547C1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| Устройство для обжима деталей | 1976 |
|
SU639631A1 |
Целью изобретения является Повышение производительности и расширение функциональных возможностей устройства. Устройство по команде блока 13 управления циклически перемещает манипулятор 2 с захватами 3, 4 и дополнительным захватом 7. Захват 3 из загрузочного узла 10 забирает стрелочный триб и устанавливает его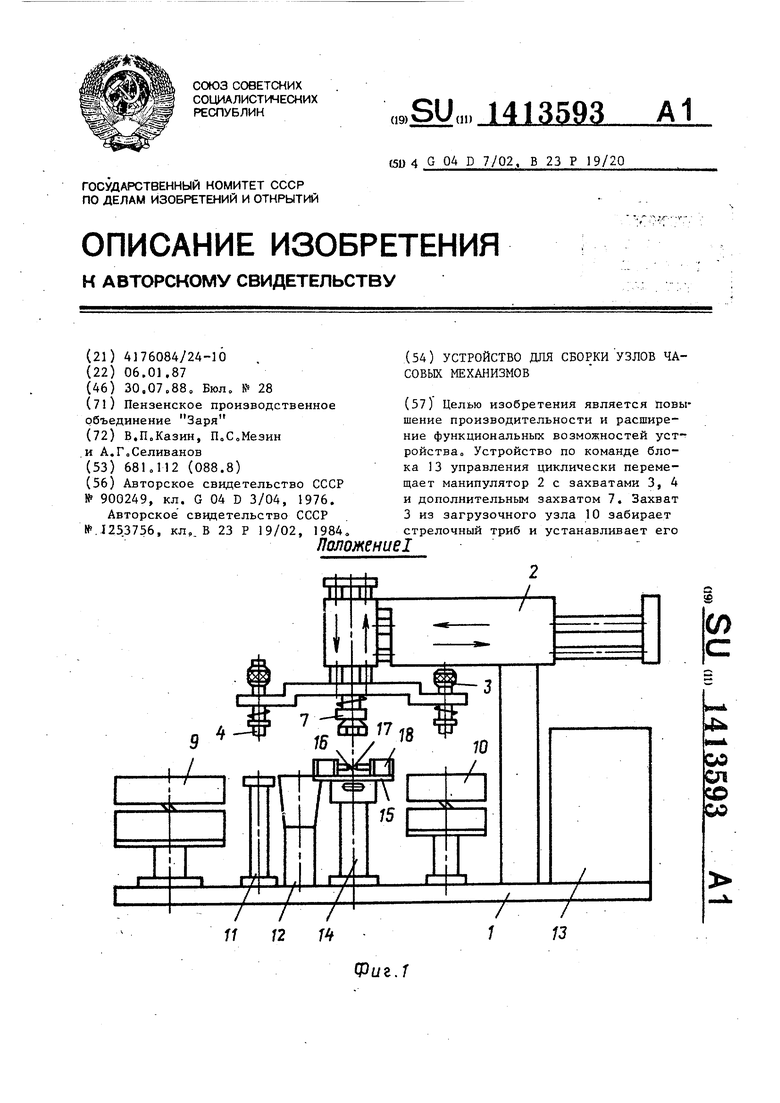
Фиг.г
на оправку 16 узла 14 обжима стрелочного триба, захват 4 забирает узел колесо-триб и устанавливает его на подставку II для базирования узлов, дополнительный захват 7 удерживает стрелочный триб, который обжимается одновременно с двух сторон обжимочными пуансонами 17, установленными на шток ах пневмоцилиндров 18. В конце цикла захват 7 проходит над приемником 12 собранных узлов, где сбрасывает собранный узел о Далее цикл повУстройство относится к средствам автоматизации технологических процессов, в частности к автоматизации сборки узлов в часовом производстве, и может быть широко использовано в области Приборостроения и машиностроения
Целью изобретения является повышение производительности и расширение функциональных возможностей уйтрой- ства„
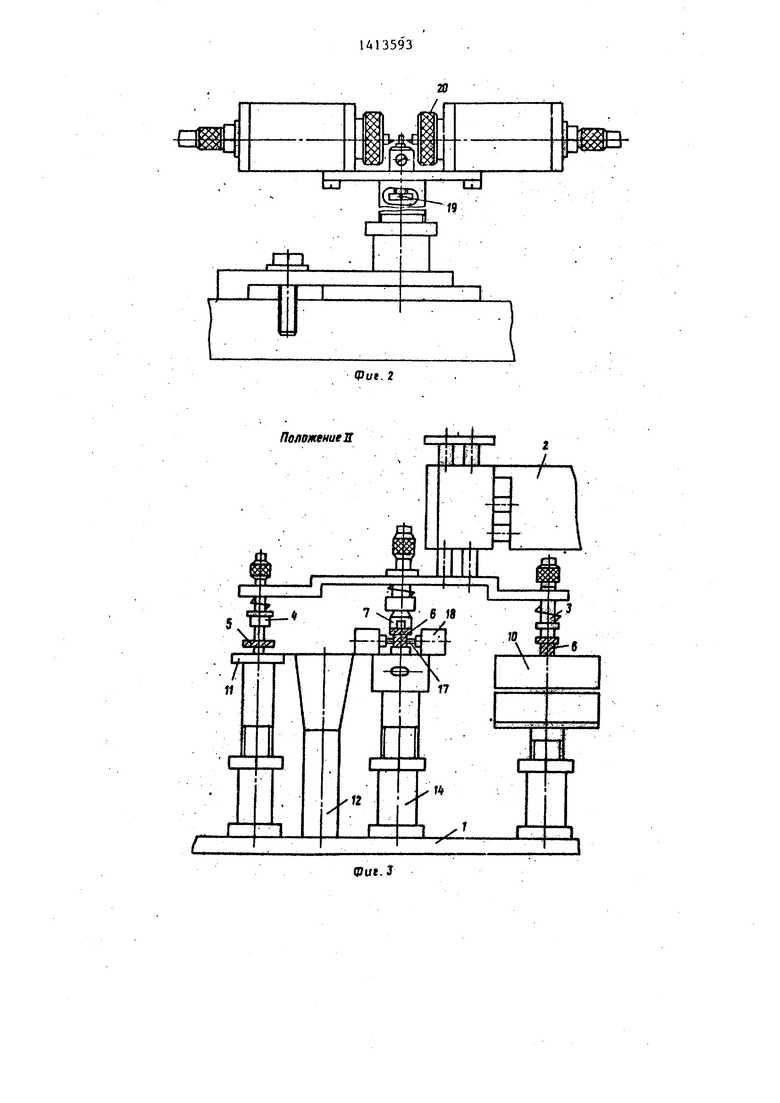
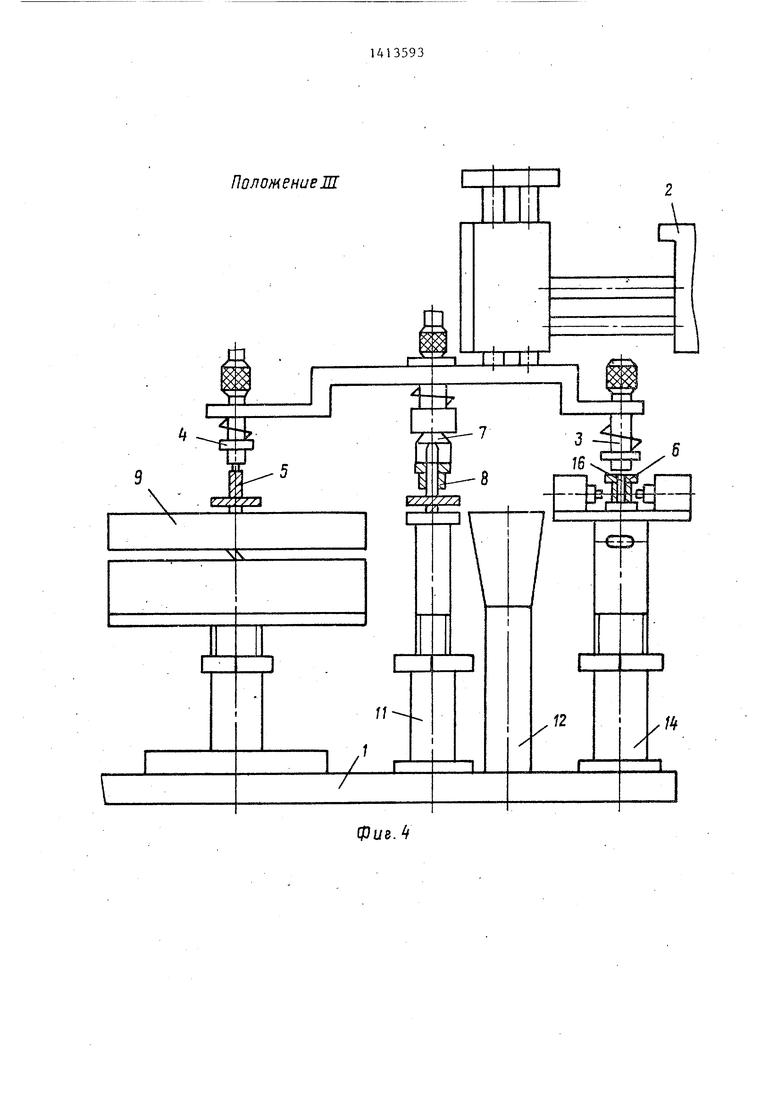
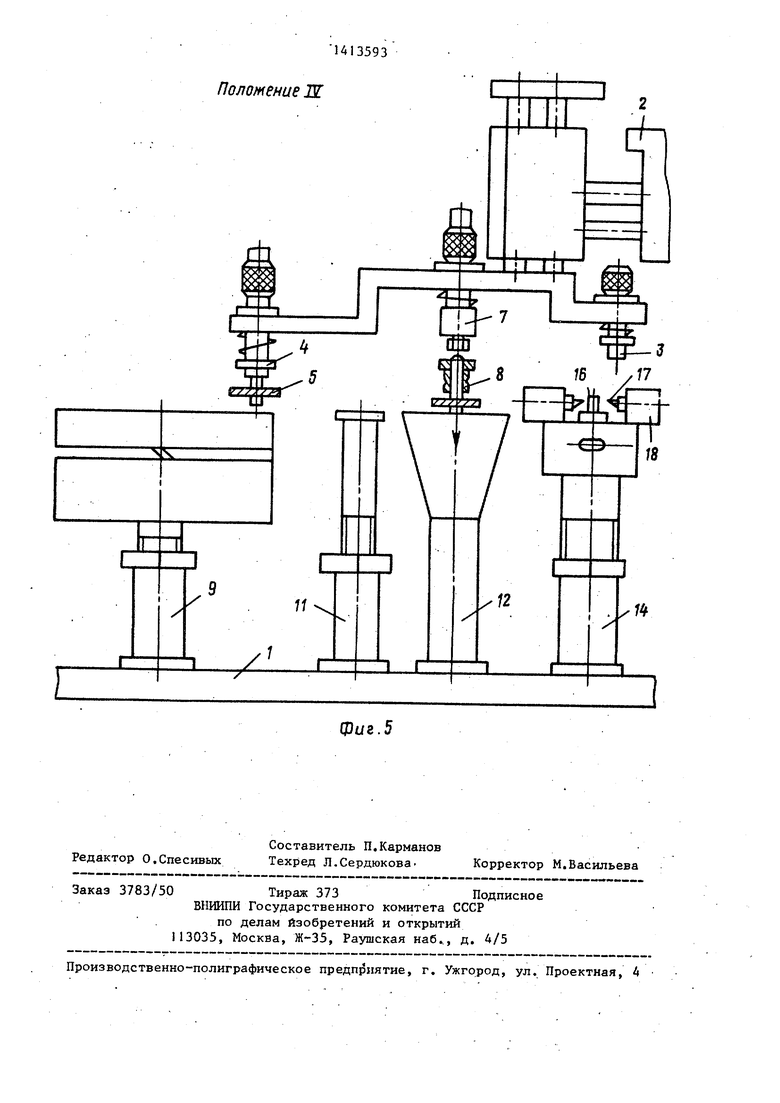
На фиг. 1 показан общий вид устройства в исходном положении I; на ,фиг. 2 - узел для обжимки стрелочно- ;го триба; на фиг„ 3 - положение II устройства в момент обжимки стрелочного триба; на фиг 4 - положение III устройства в момент посадки стрелочного триба на ось узла; на фигс 5 - положение IV устройства в момент удаления собранного уэлао
Устройство для сборки узлов часовых механизмов содержит смонтированный на плитЪ 1 манипулятор 2 с захватами 3 и 4 (для захвата узла колесо- триб 5 и стрелочного триба б) и дополнительным захватом 7, размещенном над узлом обжима для посадки обжатого стрелочного триба 6 на ось узла колесо-триб 5 и удаления собранного узла 8, загрузочные узлы 9 (для узлов колесо-триб) и 10 (для стрелочного триба), подставку II для базирования узлов колесо-триб, приемник 12 собранных узлов 8, блок управления 13 и узел 14 обжима стрелочного триба 6„
торяется. Манипулятор 2, загрузочные узлы 9 и 10 монтируются на плите 1, к которой крепится подставка узла 14 обжима стрелочного триба. Расположение оправки и обжимочных пуансонов регулируется гайками. Введение дополнительного загрузочного узла и дополнительного захвата в сочетании с введенным узлом обжима стрелочного триба позволило увеличить производительность и расширить функциональные возможности устройства. 5 ил.
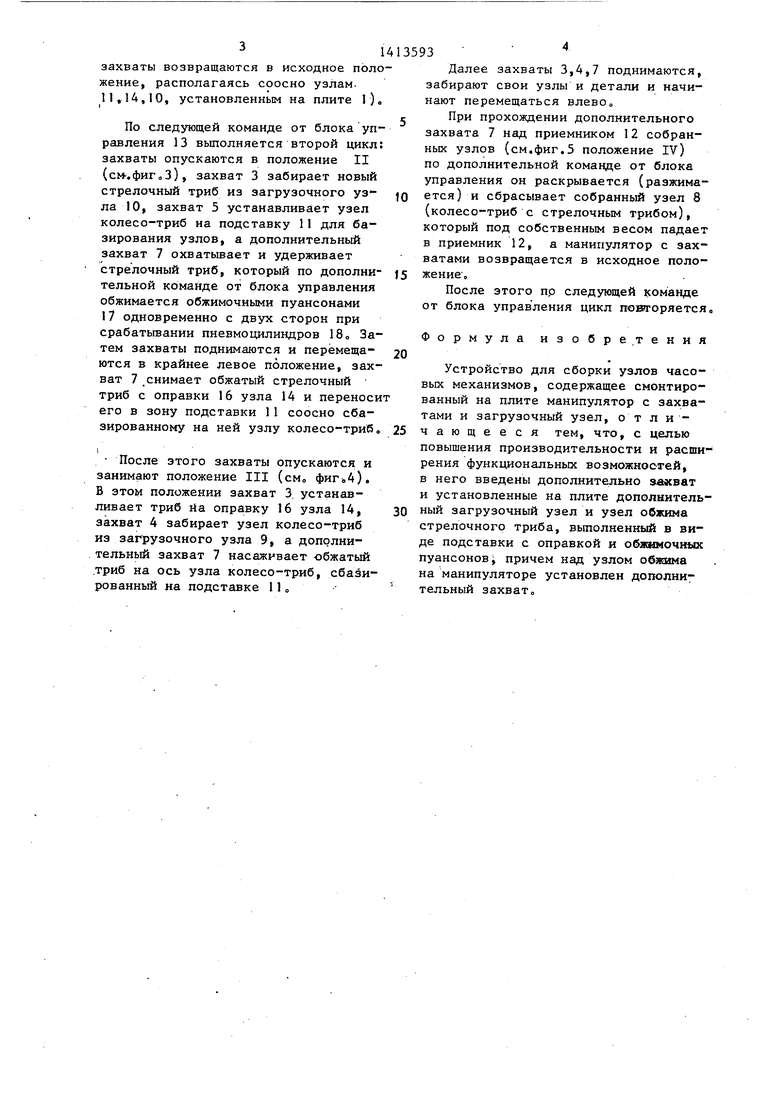
Узел 14 обжима стрелочного триба содержит подставку 15 с оправкой 16 и два обжимочных пуансона 17, установленных на подвижных штоках пнев- модилиндров i 8 о
Расположение оправки 16 относительно обжимочных пуансонов 17 по высоте регулируется гайкой 19, а положенке обжимочных пуансонов 17 относительно оправки 16 - гайкой 20
Устройство работает следующим образом .
В исходном положении I -(см.фиг) устройства захваты (3,4,7) находятся в крайнем правом положении, захват 3 - на одной оси с загрузочным узлом 10, захват 4 - с загрузочным
узлом 9, а захват 7 - с узлом 14 обжима стрелочного триба,
По команде от блока управления 13 манипулятор 2 циклически перемещает захваты (3,4,7) в следУкщие
положения: исходное положение - вниз - вверх - вниз - вверх - вправо - исходное положениео
Захват и пневмоцилиндры 18 сра- батьюают по дополнительной команде
от блока управления. При поступлении команды от блока управления за первый цикл перемещения захватов 3,4,7 манипулятором 2 стрелочный триб 6 забирается из загрузочного узла 10 захватом 3 и устанавливается на оправку 16 узла 14 обжимки стрелочного триба, а захват 4 забирает узел колесо- дриб 5 и выносит его в зону подстав- ки 11 для базирования узлов (тов
31
захваты возвращаются в исходное положение, располагаясь соосно узлам. 11,14,10, установленным на плите Г).
По следующей команде от блока управления 13 выполняется второй цикл: захваты опускаются в положение II (см-.фиГоЗ), захват 3 забирает новый стрелочный триб из загрузочного узла 10, захват 5 устанавливает узел колесо-триб на подставку 1I для базирования узлов, а дополнительный захват 7 охватьшает и удерживает стрелочный триб, который по дополнительной команде от блока управления обжимается обжимочными пуансонами 17 одновременно с двух сторон при срабатьшании пневмоцилиндров 18 Затем захваты поднимаются и перемещаются в крайнее левое положение, захват 7 снимает обжатый стрелочный триб с оправки 16 узла 14 и переноси его в зону подставки 11 соосно сба- зированному на ней узлу колесо-триб,
После зтого захваты опускаются и занимают положение III (см, фигь4), В этом положении захват 3. устанавливает триб rta оправку 16 узла 14, захват 4 забирает узел колесо-триб из загрузочного узла 9, а дополнительный захват 7 насаживает обжатый триб на ось узла колесо-триб, сбази- рованный на подставке И
93
Далее захваты 3,4,7 поднимаются, забирают свои узлы и детали и начинают перемещаться влево,
При прохождении дополнительного захвата 7 над приемником 12 собранных узлов (см.фиг.5 положение IV) по дополнительной команде от блока управления он раскрывается (разжимается) и сбрасывает собранный узел 8 (колесо-триб с стрелочным трибом), который под собственным весом падает в приемник 12, а манипулятор с захватами возвращается в исходное положение.
После зтого пр следующей команде от блока управления цикл повп-оряетсяо
Формула изобре.тения
20
Устройство для сборки узлов часовых механизмов, содержащее смонтированный на плите манипулятор с захватами и загрузочный узел, от л и 5 чающееся тем, что, с целью повышения производительности и расши- рения функциональных возможностей, в него введены дополнительно захват и установленные на плите дополнитель0 ный загрузочный узел и узел обжима стрелочного триба, вьтолненный в виде подставки с оправкой и обжимочных пуансонов; причем над узлом обжима на манипуляторе установлен дополнительный захвато
RoaomtHuea
9dl
Полотенце Ш
Фие.
Полон ение Л
f
t
/
ь/
11
/
ch
JL
гттт
7 8
Гб
J
2:
Г7
- -
-€
t
Г8
/2
Й
J
x
JС
фиг.5
| Устройство для сборки и получения заданного момента фрикциона центрального узла часов | 1980 |
|
SU900249A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
