f
Изобретение относится к обработке деталей свободной абразивной рабочей средой и может быть использовано для отделочных операцуй.
Цель изобретения повьшение производительности обработки путем осуществления ее в непрерывном режиме.
На фиг. 1 схематически показано устройство, общий вид;,на фиг.2 - сечение А-А на фиг.1; на фиг. 3 - сечение Б-Б на фиг.1; на фиг.4 - вид В на фиг..
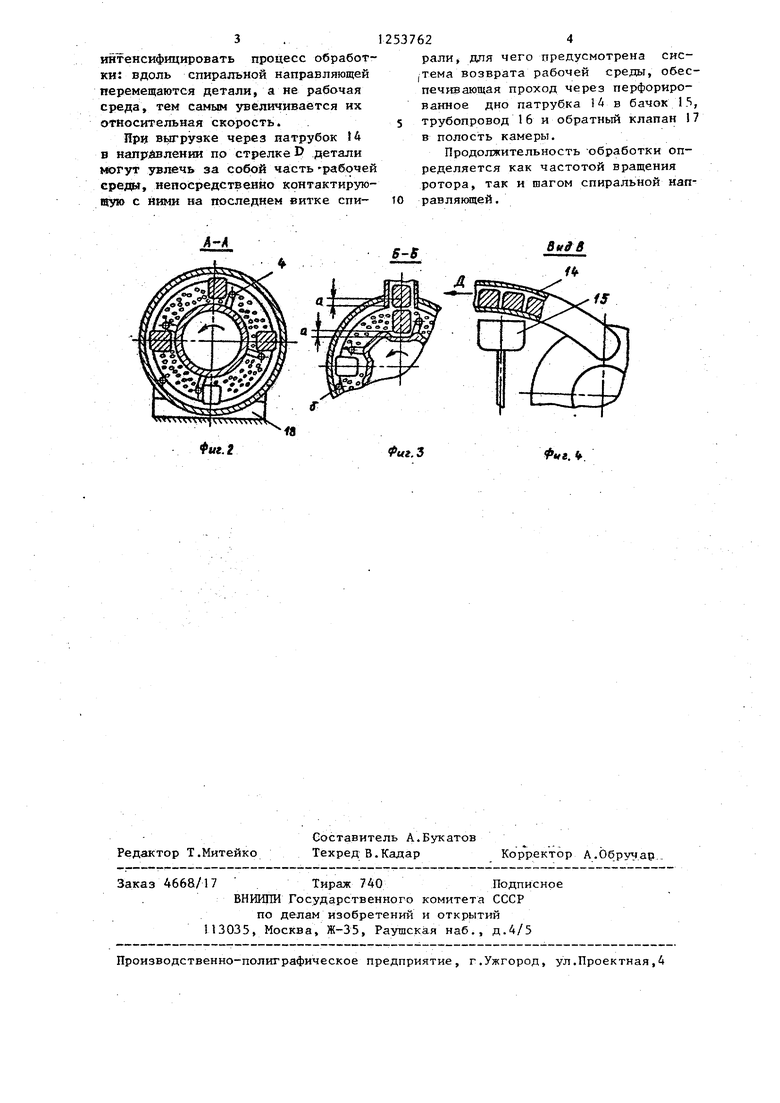
Рабочая камера 1 ,.вьтолненная в виде неподвижного горизонтапьного цилиндра, содержит на внутренней поверхности спиральную направляющую 2. Внутри камеры концентрически располагается ротор 3, представляюгций собой пустотелый цилиндр, по наружно Поверхности которого размещены продольные ребра А. Между ротором 3 и спиральной направляющей 2 предусмот- рен радиальный зазор..
Пространство между камерой и ротором заполнено рабочей средой 5 и обрабатываемыми деталями 6, причем последние размещены между витками спиральной направляющей 2. Ротор установлен на полуосях 7 и 8 в подшипниковых опорах 9, размещенных в крьшжах камеры. Привод ротора включает мотор-редуктор 10 и клиноре менную передачу со ступенчатьв и шкивами II. Герметичность полости камеры обеспечивается уплотнениями 12. Патрубок }3 загрузки деталей расположен радиально (вертикально), а патрубок 4 выгрузки - тагненциаль- но по отнощению к цилиндрической обечайке камеры I. При этом патрубок выгрузки имеет перфорированное дно. Система рециркуляции (вовзра- та) рабочей среды включает бачок 15 и трубопровод 16 с обратным клапаном 17. Верхний срез бачка 15 нахо- ди;тся вьвле верхней точки полости камеры (фиг.4). Камера жестко крепится на станке 18.
Для планомерной загрузки деталей (соблюдения определенного цикла загрузки) предусмотрено следующее.
На части наружной поверхности ротора в сечении загрузки А-А (фиг.1 .и 3.), в/местах непосредственно при- | 1ыкающих к ребрам 4, сформованы вы- Чгмки (углубления) по числу ребер. Глубина выемки равна выступу
1253762, 3
(вылету) бортика патрубка 15 загрузки относительно внутренней поверхности камеры (фиг.З). Заходной виток
5
0
0
0
5
0
5
спиральной направляющей в сечении загрузки начинается в точке S (фиг.З), расположенной ниже оси камеры во игбежание закчиинвания детали .
Устройство для обработки поверхности деталей свободным абразивом работает следующим образом.
Пространство между камерой i и ротором 3 предварительно заполняется рабочей средой 5 определенно- го состава. Ротор 3 приводится во вращение от мотора-редуктора 10 через клиноременную передачу 11. Через патрубок 13 загрузки в направлении по стрелке Г поступают обрабатываемые детали 6. При этом каждая обрабатываемая деталь остается в сечении А-А напротив окна загрузки, удерживаясь выступающими бортиками патрубка загрузки до тех пор, пока 5 под ней не окажется (из-за вращения ротора) выемка ротора.
После этого деталь проседает в выемку, а набегающее-на деталь ребро 4 ротора заставляет ее перемещаться по спиральной направляющей 2 корпуса через рабочую среду 5 (на фиг.З изображено положение детали в момент проседания из окна загрузки в выемку). Следующая деталь начинает перемещать- ся от сечения загрузки в напранл}пощую лишь дождавнгись очередного ребра и т.д. Этим достигается -определенный цикл загрузки, т.е. опреде- .ленная .дистанция между перемещающимися деталями, что необходимо для исключения их взаимного экранирования при обработке рабочей средой.
Во избежании заклинивания детали при переходе ее с круговой траектории в сечении загрузки на спиральную предусмотрено следующее.
Заходной виток спиральной направляющей в сечении загрузки начинается в точке S, расположенной, ниже . . оси камеры, где деталь начинает выпадать цод действием собственного веса из выемки.
При вращении, ротора детали перемещаются через рабочую среду по спирали .от сечения загруз.ки к сечению вьггрузкн, тем самьм осуществляется непрерывная их обработка.
радиа.льного зазора между спиральной направляющей и ротором
3 .
интенсифицировать процесс обработки; вдоль спиральной направляющей перемещаются детали, а не рабочая среда, тем самым увеличивается их относительная скорость.
ПРИ вугрузке через патрубок 14 в налрйвлении по стрелке Р детали могут завлечь за собой часть рабочей средаг, непоередстзвенйо контактирующую с ними на последнем витке спи537624
рали, для чего предусмотрена сис- ,тема возврата рабочей среды, обеспечивающая проход через перфорированное дно патрубка }4 в бачок 15, 5 трубопровод 16 и обратный клапан 17 в полость камеры.
Продолжительность -обработки определяется как частотой вращения ротора, так и шагом спиральной нап- ТО равлякяцей.
д-д
.Ъ
fi. .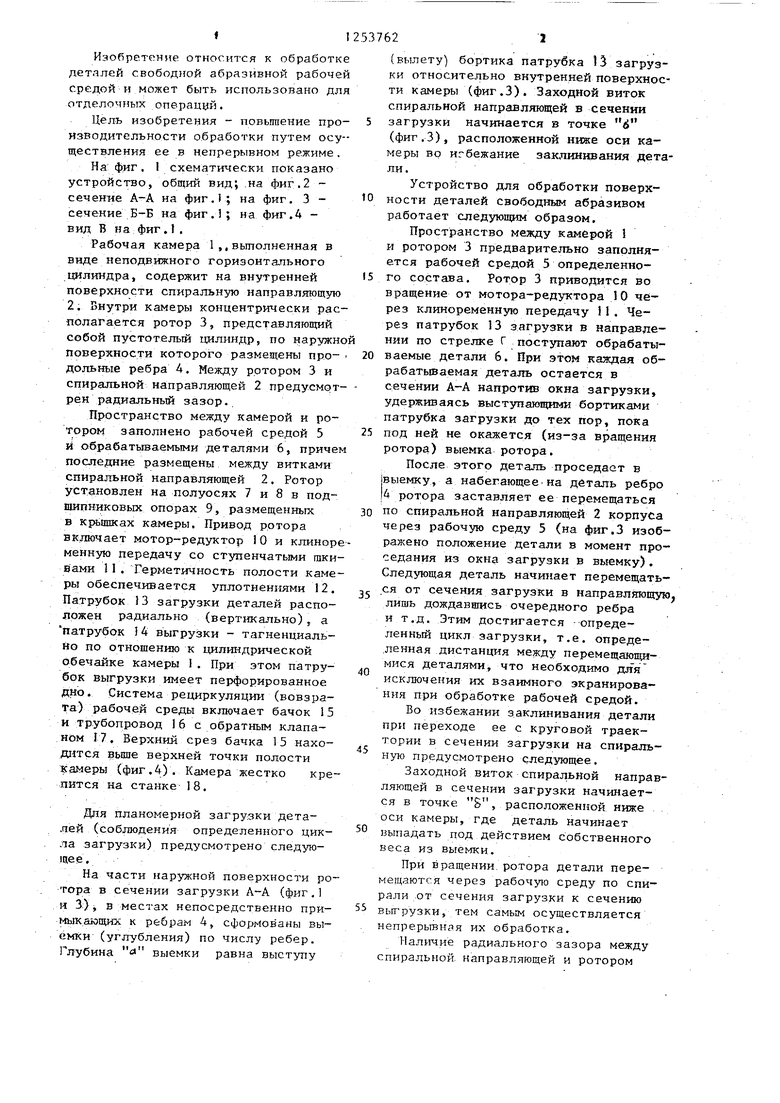
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор шлюзового затвора для высоконагретого радиоактивного сыпучего материала | 2021 |
|
RU2762435C1 |
| Шлюзовой затвор для высоконагретого радиоактивного сыпучего материала | 2021 |
|
RU2758727C1 |
| Вращающаяся печь | 1989 |
|
SU1735687A1 |
| РОТОРНО-ВИХРЕВАЯ МЕЛЬНИЦА И ЕЕ РАБОЧИЙ ОРГАН | 2016 |
|
RU2626721C1 |
| Барабан пленочного испарения | 2021 |
|
RU2761207C1 |
| Установка для центробежной обработки деталей абразивной средой | 1986 |
|
SU1495081A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОГОМОГЕННЫХ, МНОГОКОМПОНЕНТНЫХ СУСПЕНЗИЙ, СМЕСЕЙ, ПОРОШКОВ И МАТЕРИАЛОВ | 2011 |
|
RU2491117C2 |
| Установка для очистки полых изделий | 1979 |
|
SU956069A1 |
| Станок для центробежно-абразивной обработки деталей | 1987 |
|
SU1495082A1 |
| Центробежная установка для абразивной обработки деталей | 1985 |
|
SU1288032A1 |
Редактор Т.Митейко
Составитель А.Букатов Техред В.Кадар
Заказ 4668/17 . Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
- --««-- -w iHV «. ., «.|. .„,,„
производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор А.Обручав.
| Устройство для снятия заусенцев | 1979 |
|
SU804386A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
