Известны шлифовальные или полировальные стайки, в которых обрабатываемые изделия помещены на оправках, расположенных вокруг одновременно обрабатывающего их вращающегося инструмента, приводной шпиндель которого несет ведущий диск, фрикционно сцепляющийся с оправками для сообщения им вращения.
Отличительной особенностью предлагаемого станка того же типа для обработки полых изделий является применение двух параллельных дисков (или групп дисков), из которых один диск неподвижен и снабжен направляющими пазами, а второй диск выполнен поворотным и снабжен наклонными пазами, причем пазы обоих дисков предназначены для взаимодействия с оправками, несущими изделия.
Такое выполнение предлагаемого станка обеспечивает иодачу обрабатываемых изделий на инструмент-круглую щетку п сообщение им скорости, отличной от скорости вращения этой щетки в результате фрикционного сцепления оправок с ведущим диском. Разность скоростей вращения изделий и инструмента приводит к повышению качества обработки.
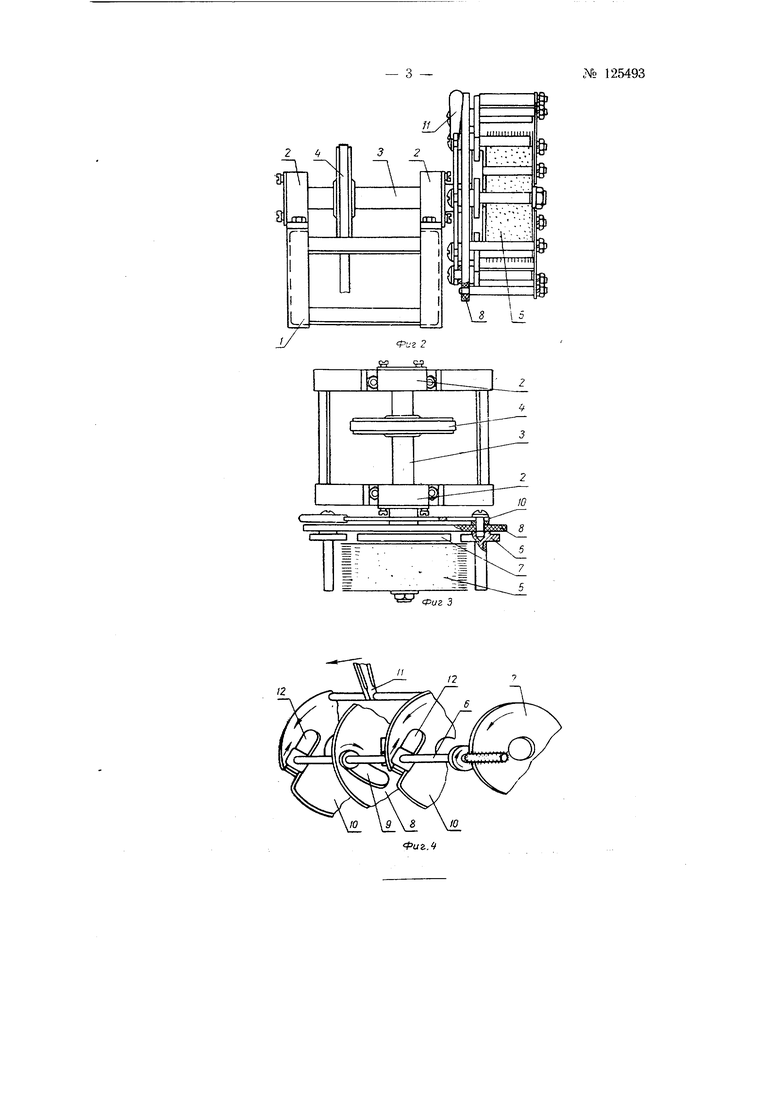
На фиг. 1 изображен предлагаемый станок, вид спереди; на фиг. 2-то же, вид сбоку; на фиг. 3-то же, вид сверху и на фиг. 4- схема работы дисков.
На станине / в подшипниках 2 помещен шпиндель 3, получающий вращение от привода посредством ременной передачи 4. На конце щпинделя 3 закреплен инструмент, например круглая щетка 5, обрабатывающая одновременно большое количество полых изделий, в частности ювелирных колец, помещенных на оправках 6. На шпинделе J жестко посажен ведущий диск 7, фрикционно сцепляющийся с оправками 6 и сообщающий им вместе с обрабатываемыми изделиями вращение вокруг своих осей.
Для приведения в фрикционное. сцепление оправок 6 с ведущим диском 7, с одновременной радиальной подачей обрабатываемых изделий на круглую ш.етку 5, оправки 6 пропущены через пазы двух дисков (или двух групп дисков), из которых один диск 8 неподвижно укреплен на крыщке подигапника 2 и имеет направляющие пазы 9, я второй диск (или группа дисков) 10 выполнен поворотным при помощи рукоятки // и имеет наклонные пазы 12.
При повороте рукоятки // диска 10 пазы 9 и 12 сообщают оправкам 6 движение в иаправлении к вращающ,ейся «рзглой щетке 5, и после вступления с нею в контакт надетых на оправки полых изделий, последние подвергаются обработке. По мере дальнейшего поворота рукоятки // диска 10 оправки 6 входят в сцепление с ведущим диском 7, и все одновременно начинают-вращаться вместе с обрабатываемыми полыми изделиями вокруг своих осей со скоростью, отличной от скорости вращения круглой ихетки.
И р е д м с т и 3 о б р е т е н и я
Полировальный станок для обработки наружных поверхностей полых изделий , в частности ювелирных колец, помещенных на оправках, расположенных вокруг одновременно обрабатывающего их врап;ающегося инструмента, приводной щпиндель которого снабжен диском, фрикционно сцепляющимся с оправками для сообщения им врап|ения, отличающийся тем, что, с целью радиальной подачи обрабатываемых изделий на вращающийся инструмент-круглую и обеспечения фрикционного сцепления оправок с ведущим диском, применены два параллельных диска, из которых один-неподвижный, снабжен направляющими пазами, второй-поворотный-наклонными пазами, предназначенными для взаимодействия с оправками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций конденсаторов | 1980 |
|
SU920871A1 |
| Карусельный полуавтомат для обработки изделий из эластичных полимеров | 1960 |
|
SU142760A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Многошпиндельная сверлильная головка к вертикально-сверлильному станку | 1960 |
|
SU134104A1 |
| Станок для обработки сферических поверхностей деталей | 1981 |
|
SU1006173A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Резьбонарезная реверсивная головка | 1950 |
|
SU86747A1 |
| Устройство для сборки и разборки резьбовых соединений | 1980 |
|
SU1024255A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Станок для одновременной чистки щетками внутренней и наружной поверхностей полых изделий, например, буровых коронок | 1954 |
|
SU102548A1 |