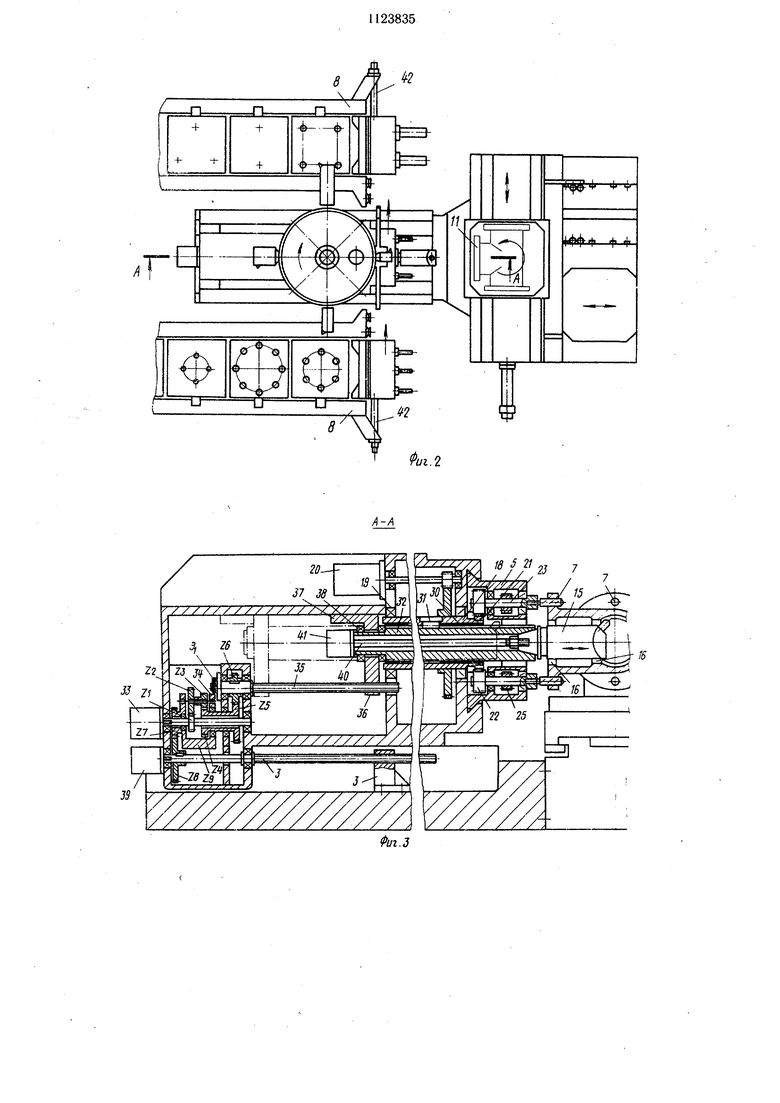
Изобретение относится к машиностроению, преимущественно к многоцелевым станкам с автоматической сменой инструмента для обработки корпусных деталей, имеющих центральное отверстие большего диаметра, чем периферийные отверстия. Известен многоцелевой станок с автоматической сменой инструмента для обработки корпусных деталей с центральным и периферийными отверстиями, содержащий станину с продольно-подвижной силовой головкой с приводом ее перемещения, многошпиндельную коробку со шпинделями, которые имеют возможность врашения посредством приводного вала и зубчатых колес, магазин многощпиндельных коробок и устройство их смены, магазин расточных оправок и устройство их смены 1. Недостатком известного устройства является необходимость замены расточной оправки для обработки центрального отверстия на многошпиндельную коробку для обработки периферийных отверстий. Цель изобретения - повышение производительности при обработке деталей, содержащих центральное отверстие большого диаметра и периферийные отверстия малого диаметра. Указанная цель достигается тем, что на многоцелевом станке с автоматической сменой инструмента, содержащем станину с продольно-подвижной силовой головкой с приводом ее пере.мещения, многощпиндельную коробку со шпинделями, которые имеют возможность вращения посредством приводного вала, ведущего вала, и зубчатых колес, магазин многощпиндельных коробок и устройство их смены, магазин расточных оправок и устройство их смены, приводной вал выполнен полым и снабжен зубчатым колесом и размещенной внутри приводного вала скалкой с приводом ее перемещения, на переднем конце которой выполнено гнездо под расточную оправку, а на заднем - размещен привод ее пере.мещения, кинемдтически связанный с приводом перемещения силовой головки, причем зубчатое колесо расположено на приводном валу и установлено с возможностью взаимодействия с щестерней, расположенной на ведущем валу многошпиндельной коробки, при этом корпус многошпиндельной коробки имеет окно для прохода скалки с расположенной 3 ее гнезде расточной оправкой и пазы в боковых стенках для прохода зубчатого колеса приводного вала На фиг. 1 изображен станок, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3разрез А-А на фиг. 2 (без магазина и мех.анизма смены расточных оправок) на фиг. 4разрез Б-Б на фиг. 1; на фиг. 5 - вид С на фиг. 4 (на корпус многошпиндельной коробки сбоку). Станок состоит из станины 1, на одном конце которой установлена подвижная в горизонтальной плоскости силовая головка 2 с приводом ее перемещения (винтовой парой) 3. На переднем торце 4 головки 2 размещается сменная многощпиндельная коробка 5 с инструментами 6 (сверлами) для обработки периферийных отверстий 7 детали. Коробки 5 хранятся в магазине 8. На другом конце станины I установлен поперечный стол 9 и поворотный стол 10, на котором установлена обрабатываемая деталь И с помощью сменной палеты 12. Рядом со станиной 1 установлено устройствр 13 для смены палет. Сверху силовой головки 2 со стороны торца 4 установлен магазин 14 расточных оправок 15, предназначенных для обработки центрального отверстия 16. Рядом с магазином 14 установлен манипулятор 17 смены расточных оправок. Силовая головка 2 имеет приводной вал 18, установленный в корпусе головки на подщипниках 19 и получающий вращение от главного привода 20. На переднем торце приводного вала установлено зубчатое колесо 21, сцепляющееся с двумя ведущи,ми шестернями 22 многощпиндельной коробки 5, которые располагаются одна сверху, а другая снизу приводного колеса 21, и посажены консольно на шпинделях 23, которые кинематически связаны через зубчатые колеса 24 и 25 с шпинделями 26 многошпиндельной коробки, в боковых стенках корпуса 27 которой вырезаны окна 28 для прохода (при с.мене коробок), коробки 5 мимо зубчатого колеса 21 и расточной оправки 15, а в передней стенке - круглое центральное окно 29, имеющее больший диаметр, чем диаметр расточной оправки совместно с резцом. В центре приводного вала 18 через подшипники скольжения 30 и шпонку 31 встроена скалка 32, перемещаемая в нем от двигателя 33, через суммирующий величины подач скалки и силовой головки планетарный редуктор 34 с шестернями Zi -Zg водило Zg , электромагнитную тормозную муфту 3i, винт 35, гайку 36 с направляющей 37 и подшипниками 38. Перемещение головки осуществляется от двигателя 39 и винтовой пары 3. Автоматический зажим расточнь1х оправок в скалке 32 осуществляется через резьбовой шомпол 40 от двигателя-редуктора 41. Смена многошпиндельных коробок производится гидроцилиндрами 42. Станок работает следующим образом. 1. Режим обработки детали, когда ведется одновременное сверление периферийных отверстий и растачивание центрального отверстия. С включением электродвигателя главного привода 20 по заданной программе ЧПУ через шестерни главного привода 20, приводной вал 18, зубчатое колесо 21, ведущие шестерни 22 враш,аются шпиндели 23, а через зубчатые колеса 24 и 25 вращаются шпиндели 26 с установленными в них инструментами (сверлами). Одновременно через скользящую шпонку 31 вращение приводного вала 18 передается скалке 32 с расточной оправкой 1-5. С включением от ЧПУ двигателя 39 силовая головка 2 получает рабочую подачу по станине 1 в направлении к детали через- привод 3 (винтовую шариковую паРУ)С включением от ЧПУ двигателя 33 независимо от величины подачи силовой головки осуществляется заданная величина подачи и заданный цикл движения скалки 32 через планетарный редуктор 34, шестерни Zj , Zg, Z5, Z, Zs, Ze, при выключенной тормозной муфте 3i, винт 35 и гайку 36, удерживаемую от проворота направляющей 37. Так как одновременно вращается шестерня Z привода силовой головки, то она через шестерню Z вращает водило Z 9 , а шестерни Zj, Zg, винт 35, гайка 36 и скалка 32 получают дополнительное уменьшение скорости перемещения, которая остается постоянной относительно обрабатываемой детали 11.
2. Режим обработки детали, когда ведется только сверление периферийных отверстий. При этом работает главный привод 20, скалка 32 находится в исходном положении (показана щтрихпунктиром) на фиг. 3) электромагнитная муфта Э включена, движение подачи на сверление получает силовая головка 2 от двигателя 39 через привод 3. Одновременно через щестерни Zg, Zy., водило Zg, с шестернями (сат-еллитами ) Z, Zj обкатывается вокруг заторможенной электромагнитной муфтой Э шестерни Z, отчего получает вращение шестерня Zj и вал двигателя 33, который в это время обесточен, т. е. вращается вхолостую.
3.Режим обработки детали, когда растачивается только центральное отверстие по. дачей скалки. При этом вращается главный привод 20, SvieKTpOMarHHTHaH муфта Э/ расторможена, силовая головка 2 подведена к детали (при этом многошпиндельная коробка 5 может стоять на головке 2 или может быть снята). С включением дви1ателя 33 начинают вращаться шестерни Zi- Zg (при неподвижном водиле Zg), винт 35, гайка 36, а скалка 32 получает заданную рабочую подачу.
4.Режн.м смены многошпиндельных коробок 5 осуществляется в таком положении, когда выдвижная скалка с оправкой 15 отведена в исходное положение в левой части приводного вала, а силовая головка 2 стоит на линии с.мены многошпиндельных коробок, при этом направление движения .меняемой коробки совпадает с направлением движения новой коробки по направляющим .магазина 8 (направление их смены показано стрелками на фиг. 2).
5.Смена расточных оправок 15 ведется тогда, когда силовая головка 2 не содержит на торце 4 многошпиндельную коробку 5, выдвижная скалка 32 находится в положении смены, т. е. когда специальный поясок расточной оправки 15 будет находиться на линии захвата манипулятором 17. Предварительно расточная оправка разжимается включением двигателя-редуктора 41 с помощью резьбового щомпола 40. Манипулятор 17 выдергивает расточную оправку 15 из конуса скалки 32, поворачивается на 180° и обратным движением вставляет новую оправку в конус, а старую оправку вставляет в свободное гнездо магазина 14, после чего, манипулятор занимает среднее положение (захватами в сторону).
Применение предлагаемого изобретения позволяет производить одновременную обработку центрального отверстия расточной оправкой и периферийных - многошпиндельной коробкой, что позволяет повысить производительность обработки.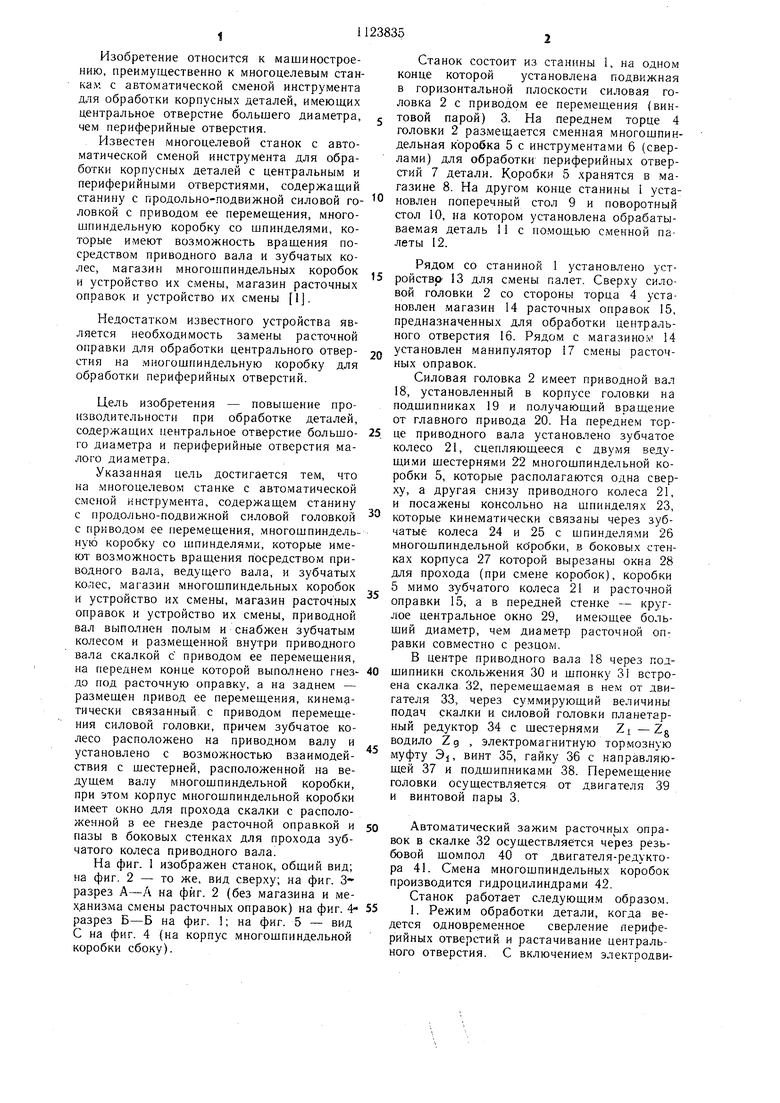

| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1988 |
|
SU1570874A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Многооперационный станок | 1991 |
|
SU1775268A2 |
| Агрегатный многошпиндельный станок для обработки отверстий | 1977 |
|
SU611760A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Агрегатный станок | 1984 |
|
SU1220716A1 |
| Металлорежущий станок с автоматической сменой многошпиндельных коробок | 1986 |
|
SU1505747A1 |
| Многооперационный станок | 1989 |
|
SU1715546A1 |
| Расточной станок | 1985 |
|
SU1298006A1 |

МНОГОЦЕЛЕВОЙ СТАНОК С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА для обработки корпусных деталей с центральным и периферийными отверстиями, содержащий станину с продольно-подвижной силовой головкой с приводом ее перемещения, многршпиндельную коробку со шпинделями, которые имеют возможность вращения посредством приводного вала и зубчатых колес, магазин многощпин дельных коробок и устройство их смены, магазин расточных оправок и устройство их смены, отличающийся тем, что, с целью повышения производительности, приводной вал выполнен полым и снабжен зубчатым колесом и размещенной внутри приводного вала скалкой с приводом ее перемещения, на переднем конце которой выполнено гнездо под расточную оправку, а на заднем - размещен привод ее перемещения, кинематически связанный с приводом перемещения силовой головки, приче.м зубчатое колесо расположено на приводном валу и установлено с возможностью взаимодействия с шестерней, расположенной на ведущем валу многошпиндельной коробки, при этом корпус многощпиндельной коробки имеет окно для прохода скалки с расположенной в ее гнезде расточной оправкой и пазы в боковых стенках для прохода зубчатого колеса приводного вала. ГО со оо со сд /J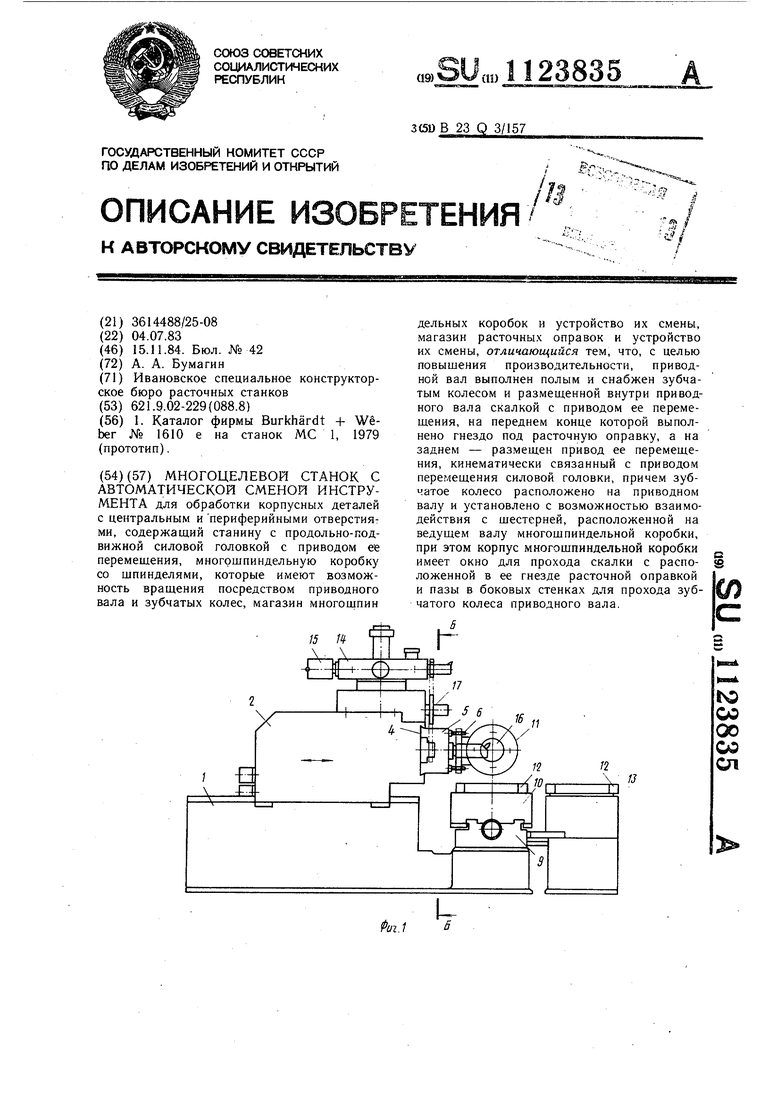
18 21 23 7 -V
Вид С
27
/
/
28
28
ФагЛ
iPui.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для дезинфекции и дезинсекции помещений путем сожигания серы | 1916 |
|
SU1610A1 |
