Изобретение относится к механической обрабс)тке.и может быть использовано при обработке нежестких деталей типа тел вращения, например валов, осей, труб и т.д., в различных отраслях промьпиленности с применением систем автоматического управления.
Цель изобретения - повышение точности и качества обработки путем управления углом закручивания детали по результатам измерения ее упругих деформаций.
На чертеже представлена схема устройства для поднастройки системы СПИД.
Устройство содержит переднюю бабку 1 станка, в которой расположен шпиндель с зажимным патроном 2. В задней бабке 3 с возможностью вращения установлен зажимной патрон 4. Зажимные патроны 2 и 4 оснащены зубчатыми венцами 5 и 6 соответственно. С зубчатым венцом 5 кинематически связано колесо 7, установленное на составном валу 8. Части составного вала 8 соединены центральными колесами 9 и 10 Дифференциала, корпус 11 которого оснащен червячным колесом 12, которое через, червяк 13 соединено с автономным регулируемым приводом 14. Ко- нец вала 8 выполнен шлицевым, на котором с возможностью поступательного перемещения относительно вала 8 и станины установлен вал 15 с зубчаками 17, и колесо 16 взаимод,ейству€ т с венцом 6. Это необходимо для настройки устройства на другой типоразмер деталей по длине. В зажимных паттым колесом 16 с фиксирующими наклад-. 35 0,3 мм от поверхности детали. Приводят деталь 18 во вращение и начинают обработку. После того, как резец 19 пройдет расстояние, достаточное для установки магнитной головки 24 у задронах 2 и 4 устанавливается деталь 18, 40 него патрона 4, устанавливают магнитную головку 24 у обработанной поверхности на расстоянии 0,2-0,3 мм. После этого синхронно коротким импульсом напряжения, подаваемым в головки 23 и 24, наносят на поверхности проТ-ивоположных концов деталг-т 18 магнитные метки 21 и 22, т.е. головки 23 и 24 используются для записи. Достаточно нанести по одной метке. После этого од.новременно включают привод главного движения и автономный регулируем1гш привод 14, при этом через червячную пару 13 и 12, связанную с корпусом 11 дифференциала, производят суммирование врапщтельного движения привода 14 с вращательным движением шпинделя через зубчатую пару 5 и 7, вал 8, централытые кс)лекоторая обрабатывается резцом 19, закрепленным .в резцедержателе 20. На противоположных концах детали 18 в начале и конце обработки нанесены магнитные метки 21- и 22 соответствен- 45 но. На специальных кронштейнах передней 1 и задней 3 бабок установлены магнитные головки 23 и 24, предназначенные для записи и считывания магнитных меток 21 и 22. Выходы маг- 50 нитных головок 23 и 24 подключены к блоку 25 измерения временного интервала между импульсами с магнитных головок 23 и 24. Выход блока 25 подключен, к блоку 26 умножения, на вто- 55 рой вход которого подсоединен датчик 27 скоро :ти- вращения шпинделя. Выход блока 26 умножения подк.лючен
5
0
5
0
к блоку 28 сравнения угла закручивания детали, задаваемого уставкой, формируемой по сигналу датчика 29 упругих перемещений детали, усилителем-формирователем 30. До середины длины детали уставка имеет монотонно возрастающий характер, а затем монотонно снижается до нуля. Выход блока 28 сравнения через усилитель 31 мощности связан с автономным регулируемым приводом 14 разворота колеса 16 для создания деформации кручения обрабатываемой детали 18 в процессе обработки.
Способ осуществляют следующим образом.
Предварительно в зависимости от длины обрабатываемой детали 18 заднюю бабку 3 станка устанавливают в требуемое положение на станине станка, при этом шлицевой вал 15 с зубчатым колесом 16 с накладками 17 смещают относительно вала 8, а накладки 17 предотвращают выход из зацепления, колеса 16 с зубчатым венцом 6. Деталь 18 устанавливают и закрепляют в зажимных патронах 2 и 4 соответственно передней 1 и задней 3 бабок. Резец 19, закрепленный в резцедержателе 20, подводят к детали 18 и настраивают на размер. Перед началом обработки магнитную головку 23 устанавливают у конца детали 18, закрепленного в зажимном патроне 2, на расстоянии 0,2са 9 и 10 дифференциала, что в конечном итоге приводит к нагружению детали 18 дополнительным крутящим моментом, .совпадающим по направлению с моментом шпинделя. Резцу 19 сообщают движе ние рабочей подачи и продолжают процесс обработки. Магнитные головки 23 и 24 переводят в режим считывания. По сигналам магнитЯых головок 23 и 24 в блоке 25 определяют. временной интервал i t между момента- ми прохождения меток 21 и 22 зоны расположения соответственно головки 23 и 24. Этот интервал пропорционален углу закручивания детали 18. Для точного определения угла закручивания детали датчиком 27 измеряют скорость вращения (об/с) шпинделя станка и в блоке 26 производят пересчет временного интервала t (рассо- гласования) между.метками 21 и 22 в угол закручивания cf . п.360°,(1)
где п - скорость вращения шпинделя.
Сигнал, пропорциональньш углу vf закручивания детали 18, подают на один из входов блока 28 сравнения. Одновременно в процессе обработки измеряют упругие перемещения детали 18 датчиком 29 и сигнал подают на усилитель-формирователь 30, который формирует уставку требуемого угла закручивания для сечений детали по длине обработки. Сигналом рассогласования с выхода блока 28 сравнения че- рез усилитель 31 мощности изменяют частоту вращения вала двигателя автономного регулируемого привода 14. Вращение от привода 14 передают через червячную пару 13 и 12 на кор- пус 11 дифференциала и осуществляют суммирование этого вращательного движения с вращательным движением шпинделя . Полученным вращательным движе- ние через вторую часть вала 8, вал 15, зубчатое колесо 16, зубчатый венец 6 нагружают деталь дополнительным крутящим моментом, совпадающим по направлению с моментом шпинделя станка. Величину момента, которым закручивают деталь 18, изменяют по длине обработки и в зависимости от фактических упругих перемещений детали, фиксируемых датчиком 29, и регули рую т угол закручивания по рассогласованию магнитных меток 21 и 22. При этом увеличивается жесткость детали, уменьшаются ее прогибы, устраняются
условия возникновения колебаний детали, что способствует повьшению точности и качества обработки.
Устройство работает следующим образом.
В зависимости от длины обрабатывамой детали 18 задняя бабка 3 устанав ливается в требуемое положение на станине станка, при этом шлицевой вал 15 смещается относительно вала 8 а накладки 17 обеспечивают зацегше- ние зубчатого колеса 16 с зубчатым венцом 6 зажимного патрона 4 задней бабки 3. Деталь 18 устанавливается и закрепляется в патронах 2 и 4 передней 1 и задней 3 бабок станка. Подводится резец 19 и настраивается на размер. Магнитная головка 23 устанавливается у конца детали 18, закрепленного в патроне 2 шпинделя, на расстоянии 0,2-0,3 мм от поверхности детали. Деталь. 18 приводится во вращение и производится проточка на расстояние 20-30 мм, достаточное для установки магнитной головки 24 на расстоянии 0,2-0,3 мм, от обработанной поверхности детали 18. После этого синхронно коротким импульсом напряжения, подаваемым-в головки 23 и 24, наносятся на поверхности противоположных концов детали 18 магнитны е метки 21 и 22, т.е. головки 23 и 24 используются как записывающие. После этого включаются привод главного движения и привод 14 и в дифференциале производится cyммIipoвaниe вращательных движений. Суммарным вращательным движением через вторую часть вала 8, вал 15, колесо 16, зубчатый венец 6 нагружается дета.пь 18 дополнительным крутящим моментом, совпадающим по направлению с моментом шпинделя станка, что приводит к закручиванию детали на требуемый угол и увеличивает жесткость детали. Резцу 19 сообщается ... двяжение рабочей подачи и продолжается обработка детали 18. Магнитные головки 23 и 24 переводятся в режим считывания. По сигналам магнитных головок 23 и 24 в блоке 25 определяется временной интервал и t между моментами прохождения меток 21 и 22 зоны расположения соответственно голов- ки 23 и 24. Для точного определения угла закручивания детали датчиком 27 измеряется скорость вращения шпин- деля и в блоке 26 вычисляется угол закручивания по зависимости (1).
в блотсе 28 сравнения определяется раз ностъ между, требуемым углом закручивания по длине обработки, который задается уставкой усилителя-формйрователя 30, по сигналам датчика 29 g детали в процессе обработки, сравниупругих перемещений детали и фактическим углом закручивания, определяемым в блоке 26. Сигналом разности через усилитель мощности регулируется частота вращения привода 14, кото- рая через червячную пару 13 и 12, дифференциал 11, 9, 10, вал 8, вал 15 зубчатое колесо 16, зубчатый венец 6 передается на конец детали 18, зажа- тьм в патроне 4 и приводит к измене- нию нагрузочного момента на этом конце детали и ее закручиванию в процессе обра ботки. Закон изменения дополнительного крутящего момента имеет монотонно возрастающий характер до середины длины детали и реализуется усилителем-формирователем 30. После окончания обработки отключается привод 14 и снимается нагрузка с детали 1 8 .
Обрабатывают заготовку из ста- ли 45 ( мм, мм) на станке 16К20. Режимы обработки 800 об/мин, ,5-1 мм, ,075- 0,3 мм/об. Закручивание детали осуществляют в пределах 15 . Продольная погрешность формы в результате обработки с нагружением крутящим моментом сократилась в 1,3-1,4 раза, зафиксировано уменьшение сил резания в сред нем на 13%, виброустойчивость системы повышается в 2,5 раза.
Формула -изобретения
1 . Способ поднастройки системы СПИД, при котором осуществляют управление упругими перемещениями детали путем нагружения крутящим моментом .ее конца, закрепленного в зажимном
12552846
патроне задней бабки станка, отличающийся тем, что, с целью повышения точности и качества обработки, контролируют угол закручивания
ваниют его с заданным и пропорционально их разности изменяют величину крутящего момента, причем дополнительно измеряют величину упругих перемещений детали и пропорционально результату измерения изменяют заяап- ную величину угла закручива :яя.
2. Устройство поднастрор1ки системы СПИД, содержащее передний и задний зажимные патроны, снабженные зубчатыми венцами, кинематически связанные между собой с ,ью зубчатых колес, установленных ira валу с приво
10 is
5
0
2оличающееся тем, что вал выполнен состоящим из двух частей, соединенных друг с другом с ло- мощыр введенного в устройство дифференциала, корпус которого через червячную передачу связан с введенным в устройство, автономным регулируемым приводом вращения с усилителем мощности, в устройство, кроме того, введены две магнитные головки, установленные у обоих концов детали и соединенные через блок измерения временного интервала и блок умножения с блоком сравнения, второй вход которого соединен через усилитель-формирователь с датчиком упругих перемещений, детали, а выход - с усилителем мощности, .датчик скорости вращения шпинделя, ,вых.од которого соединен с вторым входом блока умножения, при0 чем зубчатое колесо, соединенное
с зубчатым венцом задней бабки, установлено на валу с возможностью его перемещения и фиксации относительно зубчатого венца задней бабки.
5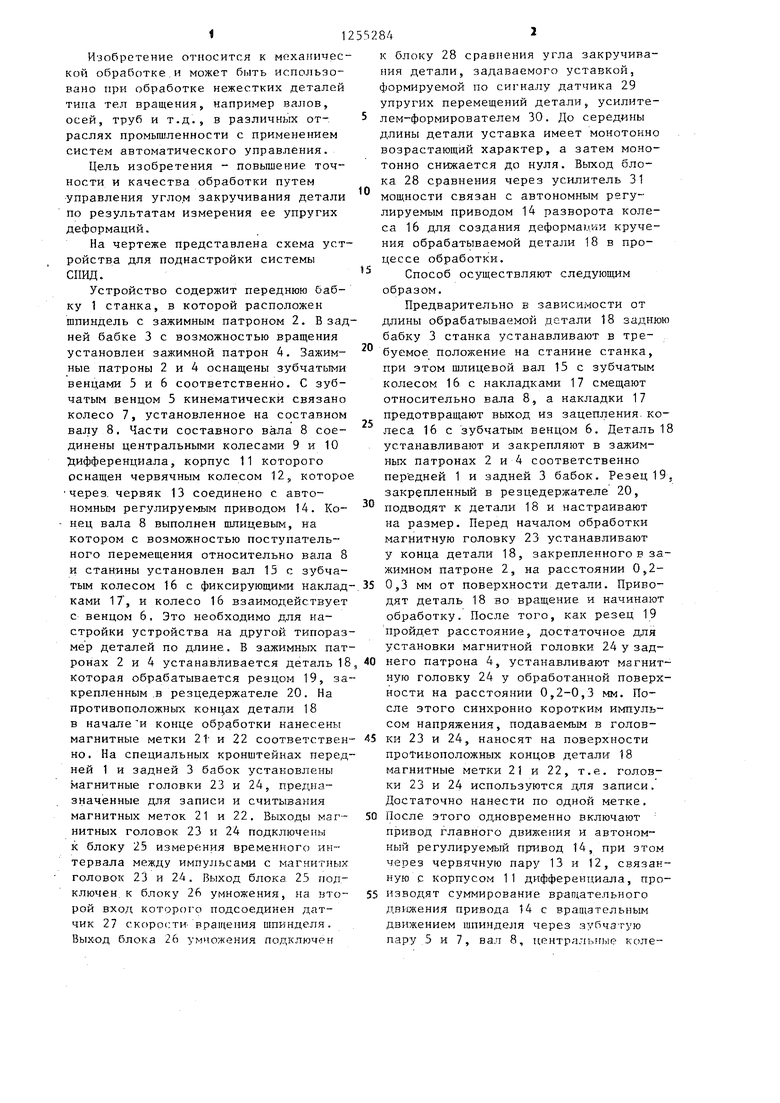
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство для токарного станка | 1983 |
|
SU1127696A1 |
| Привод кулачков самоцентрирующего патрона | 1984 |
|
SU1301569A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| СПОСОБ ШЛИФОВАЛЬНОЙ КОМПЛЕКСНОЙ ОБРАБОТКИ ВАЛООБРАЗНЫХ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКИМИ И ПРОФИЛИРОВАННЫМИ УЧАСТКАМИ | 2017 |
|
RU2711392C2 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ШЕЕК ЭМАЛИРОВАННЫХ МЕШАЛОК | 1970 |
|
SU284557A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Самоцентрирующий электромеханический патрон | 1974 |
|
SU512005A1 |
| Металлорежущий станок для обработки тонкостенных цилиндрических деталей | 1982 |
|
SU1092011A1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
Изобретение относится к механической обработке. Цель изобретения - повышение точности и качества обработки. Способ заключается в том, что при обработке деталь закручивают крутящим моментом, контролируют угол закручивания, сравнивают его с заданным и пропорционально полученной разности регулируют величину крутящего момента, причем заданное значение регулируют в зависимости от величины деформаций детали. Устройство для реализации способа содержит привод, поз- волякщий через диффере нциал и пару зубчатых передач производить скручивание вала, и систему управления приводом, содержащую датчик угла закручивания детали, датчик скорости вращения шпинделя, связанные через блок умножения и блок сравнения с приводом, причем блок сравнения соединен вторым входом с датчиком упругих перемещений детали. 2 с.п. ф-лы. 1 ил. (Л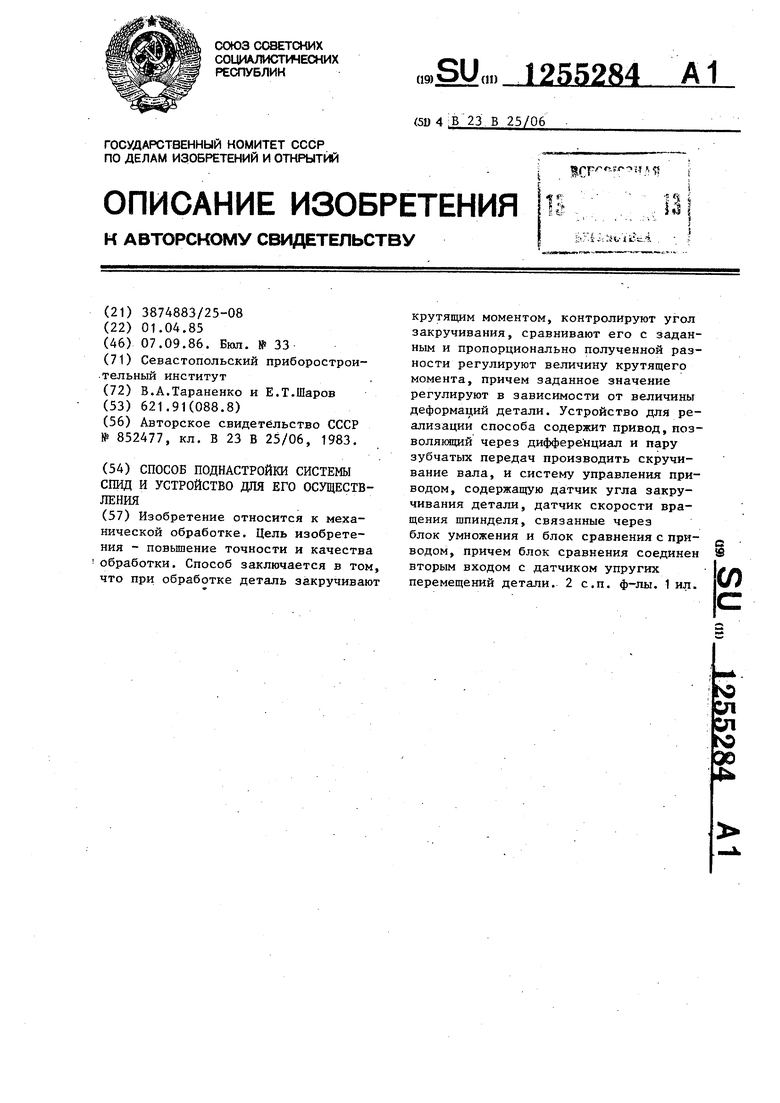
| Способ изготовления биметалли-чЕСКиХ лЕНТ | 1979 |
|
SU852477A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
