5: оЗ(м) 47
65 5ч5:47
&
f / /
U9
ы.
57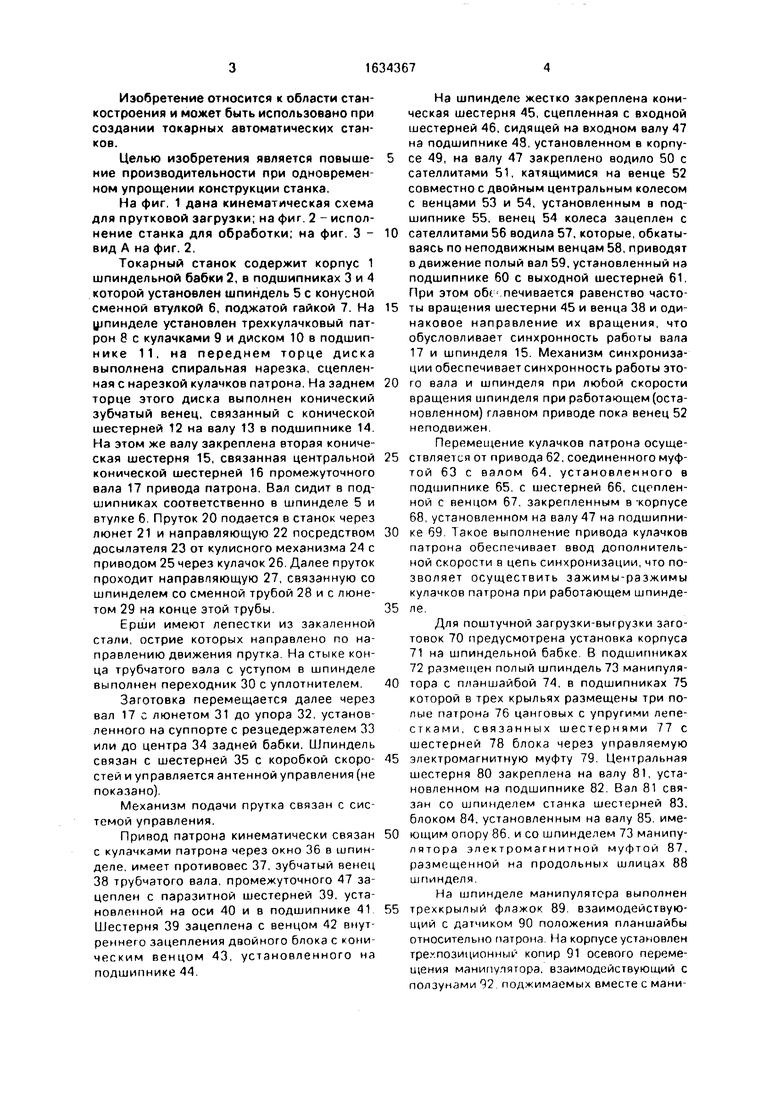

| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Привод кулачков самоцентрирующего патрона | 1984 |
|
SU1301569A1 |
| Самоцентрирующий патрон | 1985 |
|
SU1282973A1 |
| Зажимное устройство для токарного станка | 1983 |
|
SU1127696A1 |
| Агрегатный станок | 1984 |
|
SU1215946A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Станок для многоинструментной обработки кольцеобразных деталей | 1980 |
|
SU984802A1 |
| Механизированный привод самоцентрирующего кулачкового патрона | 1989 |
|
SU1636135A1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
Изобретение относится к станкостроению и может быть использовано при создании токарных автоматизированных станков Целью изобретения является повышение надежности при одновременном упрощении конструкции станка В корпусе 1 шпиндельной бабки 2 размещены на опорах шпиндель 5 с патроном 8. Подача заготовки 20 производится устройством, включающим привод 25 и кулисный механизм 24, до упора 32 Перемещение кулачков 9 патрона 8 производится механизмом, размещенным в корпусе 49. от привода 62, кинематически связанного с промежуточным валом 17, размещенным в шпинделе 5 станка, и с шестерней 25. 4 э п ф-лы, 3 ил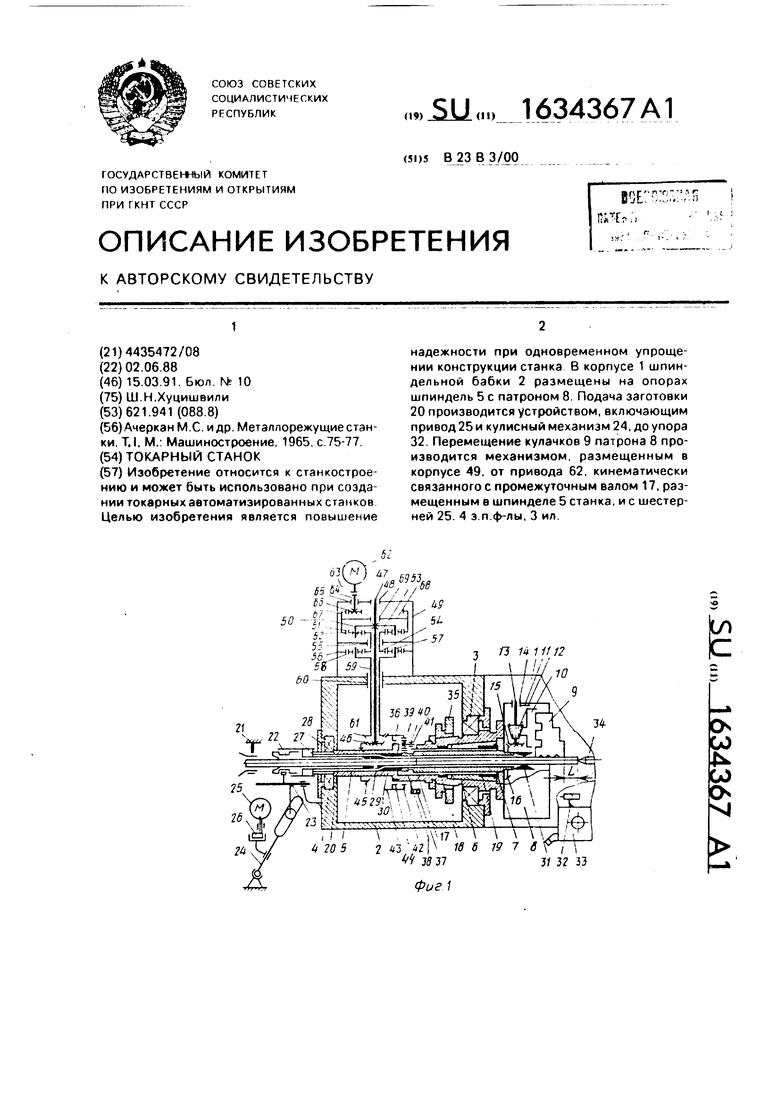
г
Г
- din.
5, 26
П 12
2 43 42 | Мб 19 7 S YI W J0 37J1 32 33
Фиг 1
Изобретение относится к области станкостроения и может быть использовано при создании токарных автоматических станков.
Целью изобретения является повышение производительности при одновременном упрощении конструкции станка.
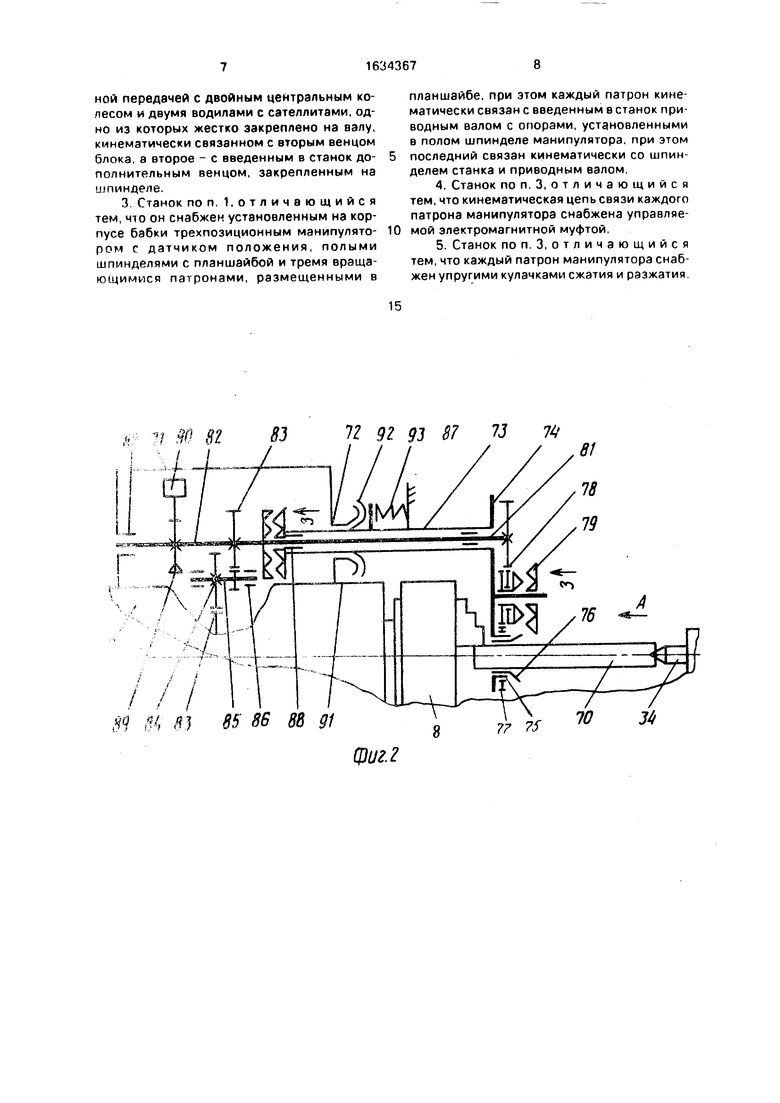
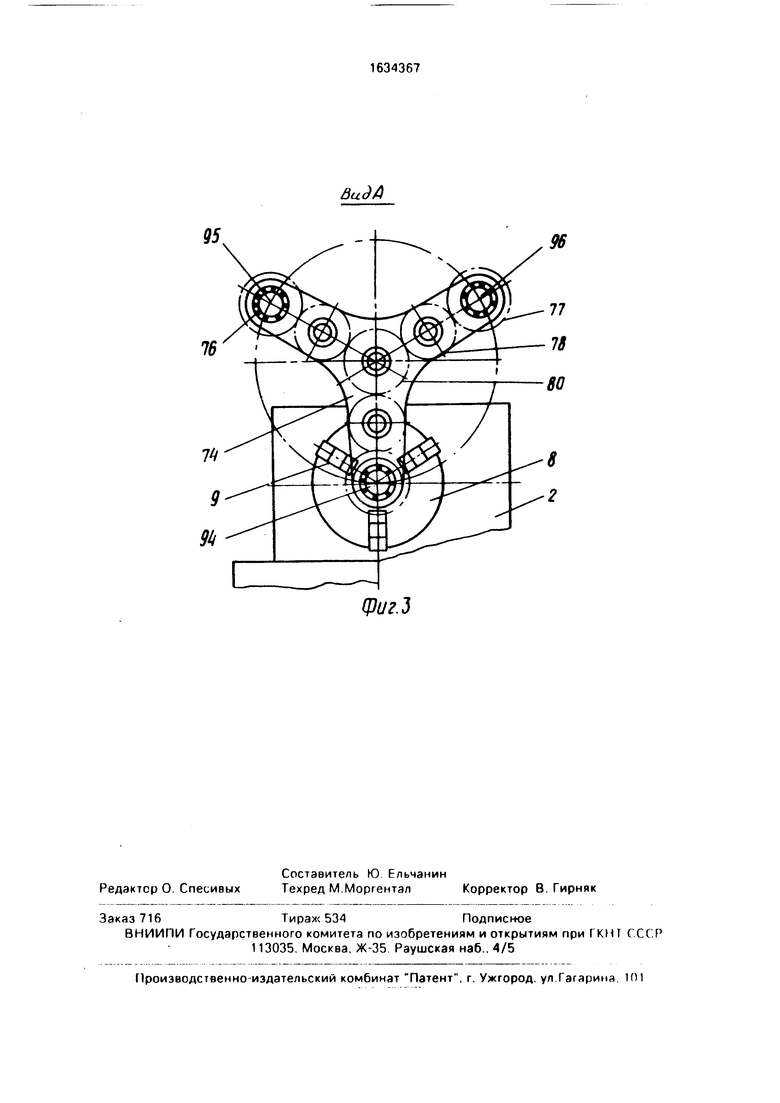
На фиг. 1 дана кинематическая схема для прутковой загрузки; на фиг. 2 - исполнение станка для обработки; на фиг. 3 - вид А на фиг. 2,
Токарный станок содержит корпус 1 шпиндельной бабки 2, в подшипниках 3 и 4 которой установлен шпиндель 5 с конусной сменной втулкой 6, поджатой гайкой 7. На шпинделе установлен трехкулачковый патрон 8 с кулачками 9 и диском 10 в подшипнике 11. на переднем торце диска выполнена спиральная нарезка, сцепленная с нарезкой кулачков патрона. На заднем торце этого диска выполнен конический зубчатый венец, связанный с конической шестерней 12 на валу 13 в подшипнике 14 На этом же валу закреплена вторая коническая шестерня 15, связанная центральной конической шестерней 16 промежуточного вала 17 привода патрона. Вал сидит в подшипниках соответственно в шпинделе 5 и втулке 6 Пруток 20 подается в станок через люнет 21 и направляющую 22 посредством досылэтеля 23 от кулисного механизма 24 с приводом 25 через кулачок 26 Далее пруток проходит направляющую 27, связанную со шпинделем со сменной трубой 28 и с люнетом 29 на конце этой трубы
Ерши имеют лепестки из закаленной стали, острие которых направлено по направлению движения прутка На стыке конца трубчатого вала с уступом в шпинделе выполнен переходник 30 с уплотнителем
Заготовка перемещается далее через вал 17 с люнетом 31 до упора 32, установленного на суппорте с резцедержателем 33 или до центра 34 задней бабки. Шпиндель связан с шестерней 35 с коробкой скоростей и управляется антенной управления (не показано)
Механизм подачи прутка связан с системой управления.
Привод патрона кинематически связан с кулачками патрона через окно 36 в шпинделе, имеет противовес 37, зубчатый венец 38 трубчатого вала, промежуточного 47 зацеплен с паразитной шестерней 39. установленной на оси 40 и в подшипнике 41 Шестерня 39 зацеплена с венцом 42 внутреннего зацепления двойного блока с коническим венцом 43, установленного на подшипнике 44
На шпинделе жестко закреплена коническая шестерня 45, сцепленная с входной шестерней 46, сидящей на входном валу 47 на подшипнике 48, установленном в корпусе 49, на валу 47 закреплено водило 50 с сателлитами 51, катящимися на венце 52 совместно с двойным центральным колесом с венцами 53 и 54, установленным в подшипнике 55, венец 54 колеса зацеплен с
0 сателлитами 56 водила 57, которые, обкатываясь по неподвижным венцам 58, приводят в движение полый вал 59, установленный на подшипнике 60 с выходной шестерней 61. При этом o6t печивается равенство часто5 ты вращения шестерни 45 и венца 38 и одинаковое направление их вращения, что обусловливает синхронность работы вала 17 и шпинделя 15. Механизм синхронизации обеспечивает синхронность работы это0 го вала и шпинделя при любой скорости вращения шпинделя при работающем (остановленном) главном приводе пока венец 52 неподвижен
Перемещение кулачков патрона осуще5 ствляется от привода 62, соединенного муфтой 63 с валом 64, установленного в подшипнике 65, с шестерней 66, сцепленной с венцом 67, закрепленным в-корпусе 68, установленном на валу 47 на подшипни0 ке 69 Такое выполнение привода кулачков патрона обеспечивает ввод дополнительной скорости в цепь синхронизации, что позволяет осуществить зажимы-разжимы кулачков патрона при работающем шпинде5 ле
Для поштучной эагоузки-выгрузки заготовок 70 предусмотрена установка корпуса
71на шпиндельной бабке В подшипниках
72размещен полый шпиндель 73 манипуля- 0 тора с планшайбой 74, в подшипниках 75
которой в трех крыльях размещены три полые патрона 76 цанговых с упругими лепестками, связанных шестернями 77 с шестерней 78 блока через управляемую
5 электромагнитную муфту 79 Центральная шестерня 80 закреплена на валу 81, установленном на подшипнике 82 Вал 81 связан со шпинделем станка шестерней 83, блоком 84, установленным на валу 85 име0 ющим опору 86 и со шпинделем 73 манипулятора электромагнитной муфтой 87, размещенной на продольных шлицах 88 шпинделя
На шпинделе манипулятора выполнен
5 трехкрылый флажок 89 взаимодействующий с датчиком 90 положения планшайбы относительно патрона На корпусе установлен трехпозиционный копир 91 осевого перемещения манипупятора, взаимодействующий с ползунами 92 поджимаемых вместе с манипулятором пружиной 93 в позицию обработки 94 и обратно после окончания обработки и смены позиции.
Передаточное отношение шестерен 83, 80, 78 и 77 обеспечивает синхронность вращения патронов 76 с патроном 8 станка.
Заготовки типа дисков загружаются нз позиции загрузки 95 внешним роботом (не показан) путем напрессовки заготовок своим отверстием на упругие лепестки сжатия. Заготовки без центральных отверстий закрепляются внешней цилиндрической поверхностью на лепестки разжатия при осевой подаче заготовки от копира.
Длинномерные штучные заготовки типа валиков загружаются в лепестки разжатия внешним роботом на той же позиции загрузки.
Снятие деталей на позиции разгрузки 96 осуществляется вручную или тем же стандартным роботом путем выпрессовки осевым усилием, превосходящим силу запрессовки,
Контроль осуществляется датчиком 90 положения.
При обработке валиков лепестковый патрон остается на месте обработки, занимая НебОЛЬШуЮ ДЛИНУ у СаМОГО ТСфЦЙ ОСНОВ
ного патрона, вращаясь с ним синхронно,
При обработке коротких деталей предусмотрен промежуточный поворот манипулятора на 60° по кругу, когда в рабочем положении во время обработки детали ле . пестковые патроны развернуты так, что место 97 оказывается в зоне обработки.
После окончания обработки манипулятор сначала поворачивается на 60° так что патрон манипулятора останавливается против основного патрона, смещаясь в осевом направлении, заготовка устанавливается в кулачки патрона, а после зажатия заготовки основным патроном манипулятор сдвигается по оси, освобождается от детали и совершает поворот на 60°.
Токарный станок работает следующим образом.
В исходном положении главный привод (не показан) отключен, шестерня 35 и шпиндель 5 неподвижны, патрон 8 раскрыт, до- сылатель 23 в крайне левом положении. приводы 62 и 25 отключены,
Перед началом работы кулачок 26 устанавливают на длину обрабатываемой детали. В шпиндель вставляют пруток 20 на длину обработки, включают привод 62, связанный с деталями 64-69, при неподвижном водиле 50 вращаются детали 51, 53-56, 58, 59, 61. 44, 42, 39, 38. 17. 16. 15, 12, 13. 10, 9 и после того, как заготовка зажата на требуемое усилие зажатия, привод 62 отключается Затем включают привод 25 перемещения, заготовка перемещается до упора 32 и датчик отключает привод 25.
Затем налаживают режим обработки
детали.
При включении данного привода начинает вращаться шпиндель 5 вместе с патроном 8 и с закрепленной в нем заготовкой. Заготовка во вращающемся патроне зажата
силами трения. Шестерня 16 вращается синхронно с патроном и поэтому не влияет на усилие зажима. Полый вял 17 вращается синхронно со шпинделем.
После пуска станка вступает в работу
суппорт 33. После окончания обработки дается команда на разжим патрона, привод 25 и досылатель 23 вместе с заготовкой перемещаются вправо на длину обработки L до упора 32, далее дают команду на зажим патрона 8 и обработку детали, вторая остановка шпинделя.
В другом варианте при обработке штучных заготовок плоских или длинномерных их закладывают в лепестки патрона в позиции загрузки 95 вручную или при помощи стандартного робота
В исходном положении после включения главного привода шпиндель приходит во вращение и приводит во вращение блок
Предложенный станок обеспечивает повышение производительности при одновременном упрощении конструкции
Формула изобретения
1 Токарный станок, содержащий станину с размещенными на ней шпиндельной бабкой с полым шпинделем, патроном с механизмом перемещения кулачков, заднюю бабку, суппорт с приводом, систему управления привода патрона и устройство подачи
прутка, отличающийся тем, что, с целью повышения производительности, привод патрона снабжен промежуточным валом, паразитной шестерней с валом и опорами и блоком с двумя зубчатыми венцами, при
этом промежуточный вал размещен внутри полого шпинделя и кинематически связан с одной стороны с механизмом перемещения кулачков, а с другой посредством паразитной шестерни, размещенной в выполненном в шпинделе окне, - с одним из венцов блока, закрепленного на шпинделе, и с приводом патрона, установленным на корпусе шпиндельной бабки.
3 Станок поп, 1, отличающийся тем, что он снабжен установленным на корпусе бабки трехпозиционным манипулятором с датчиком положения, полыми шпинделями с планшайбой и тремя вращающимися патронами, размещенными в
ч № 81
83
i I /
W ,Ц /) 85 86 88 91
планшайбе, при этом каждый патрон кинематически связан с введенным в станок приводным валом с опорами, установленными в полом шпинделе манипулятора, при этом последний связан кинематически со шпинделем станка и приводным валом.
72 92 93 8 73 W
7 75
Щи г. 2
Вид А
фиг.З
| Ачеркан М.С | |||
| и др | |||
| Металлорежущие станки | |||
| Т | |||
| I, М | |||
| Машиностроение, 1965, с 75-77 |
